чертежи, фото и видео » VeryDveri.ru
Ворота из металла надежны и прочны, имеют достаточно высокую стоимость, половину из которой составляет оплата за выполнение работы. Рассматривая альтернативные варианты конструкций въездных ворот, можно попробовать изготовить прочные ворота из профильной трубы собственными руками. Такую работу под силу выполнить мастеру, обладающему знаниями и мастерством по сварке. В этой статье – все о том, как правильно сварить металлические ворота, подробные чертежи, фото и видеоматериалы по изготовлению конструкции ворот.
Выбор материала для изготовления ворот и набор необходимых инструментов
Ворота очень удобно и выгодно делать из профлиста, чему есть мотивированные объяснения:
- Материал отличается достаточной прочностью.
- Профлист не обладает значительным весом, что позволит исключить деформацию и провисание створок ворот и калиток.
- Возведение фундамента при устройстве ворот выполняется только под отдельно стоящие опорные столбы.

- Ворота из металлического профиля служат надёжной защитой территории от несанкционированных проникновений, защищают участок от любопытных взглядов и надежно разграничивают территорию.

Ворота из профлиста
- Профиль из металла имеет доступную стоимость.
- Монтаж ворот из профлиста легко осуществить своими руками.
Для изготовления ворот потребуются строительные материалы, которые необходимо приобрести заранее. Итак, для выполнения работ потребуются:
- Труба металлическая профильная для опорных столбов ворот размером 100 х 100 мм.
- Труба размером 50 х 50 мм для изготовления каркаса створок.
- Труба 40 х 22 мм для изготовления подкосов и перемычек, которые обеспечивают жесткость и устойчивость створок.
- Профильный металлический лист для устройства обшивки ворот.
- Крепежные метизы.
- Фурнитура (петли и накладки), запорные механизмы (крючки, щеколды, защелки, замки).
- Отделочные материалы (если будет производиться окраска ворот).
- Роликовые механизмы – если предусматривается изготовление откатных створок.

Каркас ворот
При изготовлении ворот необходимо использовать следующий инструмент:
- Сварочный автомат и электроды к нему.
- Болгарка.
- Дрель электрическая с набором сверл.
- Рулетка.
- Строительный уровень.
- Уголок.
- Молоток.
- Краскопульт, малярные кисти или валики.
Схема: ворота из трубы
Этапы изготовления металлических ворот
Для изготовления прочной конструкции ворот из профильных труб следует строго придерживаться определенного плана работ, включающего несколько этапов.
- Подготовка эскиза конструкции – очень ответственный этап, который включает разработку эскизов и проведение необходимых расчетов потребности материалов. Ошибки на данном этапе недопустимы, иначе существует опасность изготовления бракованных деталей. При разработке чертежей учитывают различные нюансы принятых конструктивных решений.
- Приобретение и заготовка материала – на этом этапе происходит приобретение необходимых материалов, предварительная обработка труб, очистка их от ржавчины, обезжиривание металлических поверхностей бензином или растворителем.
- Раскрой металлических деталей – по изготовленным чертежам проводится нарезка труб по размерам.
- Монтаж опорных столбов – для установки опорных столбов требуется предварительно выкопать две ямы. Размеры ям – 50 х 50 х100 см. При монтаже столбов очень важно выставить их строго вертикально, укрепление столбов в ямах производится послойной засыпкой крупным щебнем, бутовым камнем с заливкой бетонным раствором. Полное затвердевание достигается за 3 суток.

- Изготовление каркаса ворот (сваривание труб) – самый ответственный этап в изготовлении ворот. Необходимо периодически проверять соответствие геометрических форм и размеров, проводить промеры углов. На этом этапе укрепляются декоративные элементы и замки. После сваривания конструкций детали ворот очищают от шлака, проводится шлифовка сварных швов.
- Монтаж петель, навешивание каркаса на опоры – эту работу необходимо выполнять с помощником, чтобы избежать перекоса створок. Вначале производится приваривание петель к укрепленным столбам, затем к каркасу.
 После сваривания конструкций детали ворот очищают от шлака, проводится шлифовка сварных швов.
После сваривания конструкций детали ворот очищают от шлака, проводится шлифовка сварных швов.Совет! Выполнение сварочных работ необходимо проводить в специальной защитной спецодежде.
- Окраска конструкций ворот – перед покраской ворот следует провести предварительную обработку металлических частей грунтовкой. Такая обработка защитит ворота от преждевременного поражения ржавчиной. После высыхания грунтовочного слоя можно приступать к финишной отделке ворот. Для нанесения краски удобно использовать краскопульт, валики или кисти. Если конструкция предусматривает отделку декоративным материалом (дерево, пластик, поликарбонат, профнастил), обшивка ворот продолжается с соблюдением определенных технологий выполнения работ.
- Декоративная отделка створок ворот – выполняется путем закрепления отделочных элементов с помощью саморезов.
- Автоматика для ворот – монтажные работы по установке автоматики выполняются при оснащении ворот механизмами принудительного открывания створок.

Виды ворот из профильной трубы, их достоинства и недостатки
Выбор того или иного типа ворот из профильной трубы напрямую зависит от многих факторов: типа территории и особенностей ее использования; наличия различных хозяйственных построек; личных требований к декоративной отделке забора и ворот.
Механизм раздвижных ворот
Различают два основных типа ворот:
- Откатные – такими воротами удобно оборудовать участок, на который часто въезжают автомобили. Откатные ворота оборудуются дополнительной автоматикой, позволяющей легко и быстро открыть въезд во двор или гараж, не покидая салона автомобиля. Откатные створки никогда не травмируют автомобиль даже при самом сильном порывистом ветре; не требуется расчищать большие территории от снега, чтобы открыть ворота в особенно снежные зимы. Конструкция отличается высокой прочностью, долговечностью. Единственный минус в конструкции откатных ворот – отсутствие калитки. Что касается изготовления створок своими руками, то выполнить самостоятельно допускается лишь малую часть работ – створки приобретаются обычно в полной заводской сборке.
- Распашные – эти ворота не отличаются сложной конструкцией, поэтому их изготовление под силу любому мастеру. Ворота могут быть оборудованы калиткой. Для распахивания створок необходимо достаточно много свободного места, поэтому следует следить за чистотой дорожного покрытия, вовремя производить зачистку выпавшего снега. Распашные ворота не удается полностью автоматизировать. Данный тип ворот отличается монументальностью поэтому следить за качеством работ по установке и бетонированию столбов требуется с особой тщательностью. Минусом конструкции можно считать возможное провисание створок под собственным весом.
 Конструкция отличается высокой прочностью, долговечностью. Единственный минус в конструкции откатных ворот – отсутствие калитки. Что касается изготовления створок своими руками, то выполнить самостоятельно допускается лишь малую часть работ – створки приобретаются обычно в полной заводской сборке.
Конструкция отличается высокой прочностью, долговечностью. Единственный минус в конструкции откатных ворот – отсутствие калитки. Что касается изготовления створок своими руками, то выполнить самостоятельно допускается лишь малую часть работ – створки приобретаются обычно в полной заводской сборке.Как сварить ворота из металлической трубы: видео
 youtube.com/embed/49KrQdlknYk?feature=oembed» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/49KrQdlknYk?feature=oembed» frameborder=»0″ allowfullscreen=»»/>
Ворота из профильной трубы: фото
Вконтакте
Google+
Как сделать ворота из профнастила своими руками
В последние годы все чаще владельцы загородных домов выбирают ворота из профнастила для своих участков вместо привычных надежных цельнометаллических ворот. Это связано с целым рядом причин:- Большая прочность и несущая способность, что позволяет металлическому профилированному листу выдерживать весьма значительные статические и динамические (в том числе и ветровые) нагрузки.
- Высокая стойкость к коррозии и другим внешним воздействиям, достигаемая нанесением на поверхность металла эффективных современных защитных покрытий. Следствием этого является и долговечность конструкций из профнастила, срок службы которых может достигать 40-50 лет.
- Небольшая толщина и вес профилированного листа, а, следовательно, простота и легкость его транспортировки, обработки и монтажа. Изготовить и установить ворота из профлиста своими руками под силу даже человеку, не имеющему специальных навыков и опыта.
- Невысокая стоимость и отличные декоративные качества.
 Изготовить и установить ворота из профлиста своими руками под силу даже человеку, не имеющему специальных навыков и опыта.
Изготовить и установить ворота из профлиста своими руками под силу даже человеку, не имеющему специальных навыков и опыта.Благодаря перечисленным выше достоинствам, даже самодельные ворота из профнастила с ярким и нарядным полимерным покрытием украсят любой участок значительно лучше цельнометаллических. А если обратится к профессионалам и добавить кованые элементы — то такие ворота станут своеобразной визитной карточкой вашего загородного дома. При этом изготовление их обойдется сравнительно недорого.
Оглавление статьи (нажмите, чтобы открыть)
- Ворота из профнастила своими руками — предпочтительная конструкция
- Как сделать ворота из профлиста — пошаговая инструкция
Наиболее просты и надежны распашные ворота из профнастила.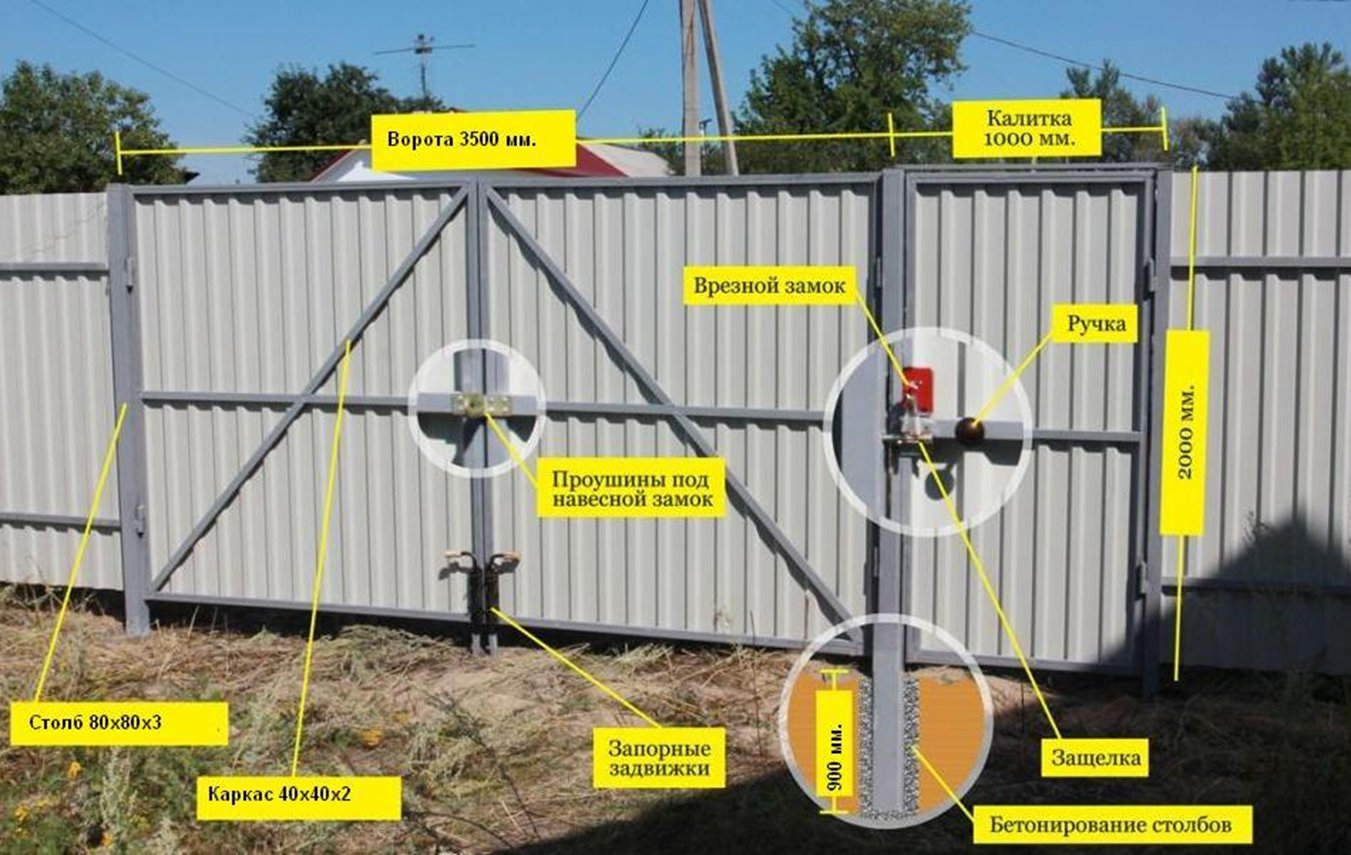 Большая часть ворот индивидуальных приусадебных и дачных участков имеют именно такую конструкцию. Особенность ее заключается в том, что ворота состоят из двух створок, открывающихся в разные стороны. Это позволяет вдвое уменьшить нагрузку на опорные столбы и максимально ограничить свободное пространство, необходимое для их открывания.
Большая часть ворот индивидуальных приусадебных и дачных участков имеют именно такую конструкцию. Особенность ее заключается в том, что ворота состоят из двух створок, открывающихся в разные стороны. Это позволяет вдвое уменьшить нагрузку на опорные столбы и максимально ограничить свободное пространство, необходимое для их открывания.
Для легких ворот из профнастила это не так существенно, как для значительно более тяжелых металлических. Но чем меньше нагрузка на опорные столбы ворот, тем меньше вероятность их перекоса и деформации в дальнейшем. Уменьшается также и нагрузка на петли, и они значительно меньше изнашиваются при эксплуатации. Да и для открывания створок ворот требуются гораздо меньшие усилия.
Второй тип — это откатные ворота из профлиста.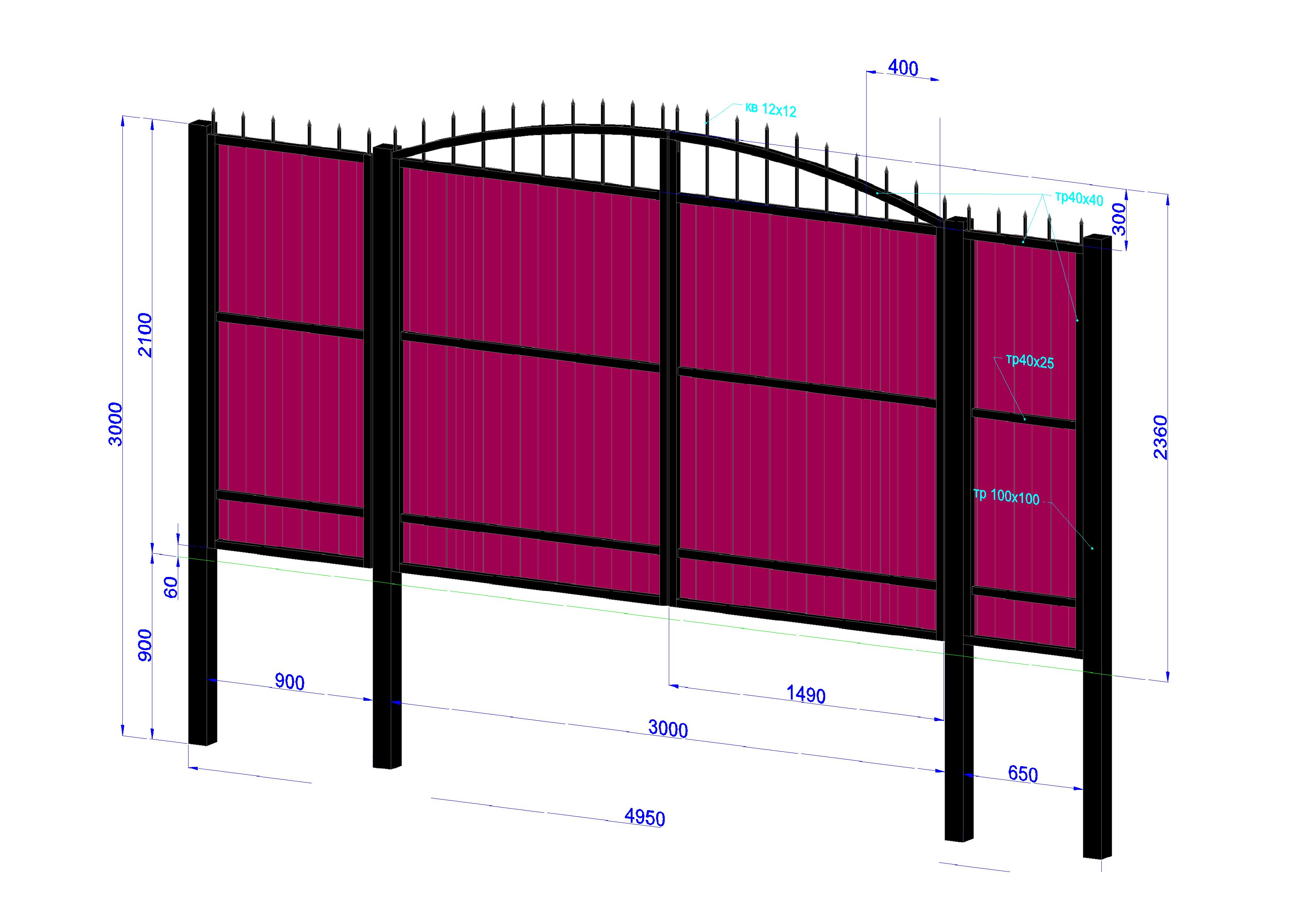 В этом случае есть только одна секция, которая отодвигается параллельно забору при открытии. Такая конструкция имеет свои преимущества:
В этом случае есть только одна секция, которая отодвигается параллельно забору при открытии. Такая конструкция имеет свои преимущества:
- легкость автоматизации;
- минимальные усилия для открытия в условиях обильных снегопадов;
- нет необходимости в свободной площади перед или за воротами для их открытия.
Однако сделать ворота из профнастила подобной конструкции самостоятельно — очень тяжело. Во-первых, необходимо правильно рассчитать массу противовеса, чтобы ворота открывались без лишних усилий и, тем более, не перекосились. Во-вторых, нужно сделать мощный фундамент для опорной части ворот. И, в третьих, сложно правильно сварить ворота из профнастила подобной длины без практики и специального оборудования. Если вам нужна еще и автоматизация — то без помощи специалиста уже не обойтись.
Наконец, третий тип — это сдвижные ворота. Они имеют черты как распашных, так и откатных конструкций. Такие ворота состоят из двух створок, которые раздвигаются в стороны вдоль забора. Они сочетают в себе преимущества двух предыдущих конструкций, однако, не лишены и недостатков.
Они имеют черты как распашных, так и откатных конструкций. Такие ворота состоят из двух створок, которые раздвигаются в стороны вдоль забора. Они сочетают в себе преимущества двух предыдущих конструкций, однако, не лишены и недостатков.
В первую очередь, для сдвижных ворот также важен правильный расчет противовеса. Пусть небольшие ошибки в данном случае не так фатальны за счет вдвое меньшей ширины полотна, но они обязательно скажутся «на дистанции» в виде перекоса, а также быстрого износа направляющих и роликов.
Кроме того, под такие ворота необходимо два опорных фундамента, причем по конструкции и размерам они не сильно будут отличаться от фундамента для откатных ворот. Также в подобной конструкции существуют проблемы с реализацией калитки. Поэтому, опять-таки, сделать такие ворота с профнастила своими руками — слишком сложно, поэтому далее остановимся на распашной конструкции как на самой простой в реализации.
Как сделать ворота из профлиста — пошаговая инструкцияПеред тем, как сделать ворота из профнастила, необходимо выбрать их конструкцию и рассчитать количество материалов, необходимых для их изготовления. Для этого можно нарисовать эскиз каркаса с учетом выбранной конструкции и размера проема ворот. В нашем случае — это распашные ворота
Для этого можно нарисовать эскиз каркаса с учетом выбранной конструкции и размера проема ворот. В нашем случае — это распашные ворота
На рисунке изображен наиболее простой вариант каркаса ворот без горизонтальных и диагональных ребер. Их можно не устанавливать потому, что сам профилированный лист, благодаря ребристой форме поверхности, имеет высокую собственную продольную жесткость.
Перед тем, как построить ворота из профнастила, необходимо сделать каркас. Для изготовления рамы каркаса нужно использовать профильную трубу сечением 60х40 или 40х20 (в зависимости от выбранного размера ворот). Длину трубы находим по простой формуле L=3a+6b+6c.
Крепление профилированного листа можно выполнить прямо к раме каркаса. Но лучше для этой цели приварить к ней специальную полосу. Эта же полоса закроет щели на притворах калитки и ворот. Кроме того, ее установка увеличит жесткость всей конструкции. Используем для этой цели стальную полосу размером 40х4 или 25х4 мм. Длина полосы равняется L=2a+4b+2c+6d.
Но лучше для этой цели приварить к ней специальную полосу. Эта же полоса закроет щели на притворах калитки и ворот. Кроме того, ее установка увеличит жесткость всей конструкции. Используем для этой цели стальную полосу размером 40х4 или 25х4 мм. Длина полосы равняется L=2a+4b+2c+6d.
Если столбы ворот еще не установлены, размер ворот можно немного изменить с учетом ширины профнастила и необходимого нахлеста между листами. Это поможет избежать необходимости подрезки профлиста при установке. Рассчитав количество металлических труб и профнастила, выбираем декоративные кованые украшения, петли, вертикальные запоры и замок для калитки.
Перед тем, как сварить ворота из профнастила, выбираем ровную площадку с твердым основанием. На ней, используя правило трех чисел 3-4-5, наносим контуры створок ворот. Этот метод дает большую точность, чем обычный слесарный угольник.
Суть правила в следующем. Отметив на поверхности один из углов створки, шнуром размечаем первую линию и наносим на ней 3 одинаковых отрезка любой длины. Затем этим же шнуром наносим вторую линию под углом приблизительно 90° к первой. На ней отмечаем 4 отрезка такой же длины. Если при этом получился действительно прямой угол, расстояние между крайними точками разметки на обеих линиях будет равно длине 5 отрезков.
Отметив на поверхности один из углов створки, шнуром размечаем первую линию и наносим на ней 3 одинаковых отрезка любой длины. Затем этим же шнуром наносим вторую линию под углом приблизительно 90° к первой. На ней отмечаем 4 отрезка такой же длины. Если при этом получился действительно прямой угол, расстояние между крайними точками разметки на обеих линиях будет равно длине 5 отрезков.
После разметки всех углов створки ворот, проверяем ее точность замером длины диагоналей. Если диагонали равны, то у нас получился правильный прямоугольник. Далее делаем ворота из профнастила.
Разметку металлических труб каркаса нужно производить очень точно. Ошибка даже в один миллиметр на длине створки ворот может создать недопустимый перекос. Углы профилей каркаса с помощью шлифмашинки обрезаем строго под углом в 45°. Разложив подготовленные грани каркаса по линиям разметки, собираем раму ворот на прихватках. Снова проверяем диагонали и окончательно свариваем створку ворот.
После сваривания углов рамки створки ворот проверяем, не деформировались ли металлические профили. Углы каркаса должны плотно прилегать к поверхности площадки. Для большей жесткости, в углах каркаса можно приварить треугольники листовой стали толщиной 3 мм. Когда рама готова, по периметру привариваем стальную полосу для крепления профнастила.
Заранее, перед тем, как изготовить ворота из профнастила, нужно приобрести:
- Петли для крепления полотен.
- Замок для калитки.
- Вертикальные запоры для створок ворот.
На следующем этапе выполняем их установку.
Для замка на калитке лучше всего сделать отдельный, закрытый с двух сторон, отсек. Сам замок устанавливаем согласно инструкции изготовителя. Для установки петель на площадке раскладываем готовые створки и столбы ограждения. Зазор между створками и между створками и столбами не должен быть больше 2-3 мм.
Если столбы ворот уже установлены, раму ворот устанавливаем на подставки строго вертикально и прихватываем петли. Проверяем открывание и закрывание створок, если перекосы отсутствуют — окончательно закрепляем петли электросваркой.
Вертикальные запоры устанавливаем на наружной грани каркаса. В тех местах, где стержни запоров упираются в бетонную поверхность въезда, с помощью перфоратора просверливаем отверстия, в которые вставляем отрезки стальных труб необходимого диаметра.
Еще раз пробуем, как открываются и закрываются створки ворот, проверяем работу замка на калитке и легкость движения вертикальных запоров. Если все в порядке, зачищаем все сварочные швы электрошлифмашинкой, грунтуем и окрашиваем каркас ворот. Перед грунтовкой привариваем к каркасу кованые декоративные детали.
Если все в порядке, зачищаем все сварочные швы электрошлифмашинкой, грунтуем и окрашиваем каркас ворот. Перед грунтовкой привариваем к каркасу кованые декоративные детали.
После высыхания лакокрасочного покрытия приступаем к установке обшивки из профлиста. Профилированный лист крепим с помощью кровельных саморезов с головками, окрашенными в цвет выбранного профнастила. Листы монтируются с вертикальным нахлестом в одну волну.
После завершения последней операции, ворота из профнастила готовы. Теперь вы можете с гордостью показать их своим друзьям и соседям.
Полезная статья? Сохраните ее в соцсетях, чтобы не потерять ссылку!
Коллектив oprofnastile.ru
Читайте по теме:
как это сделать правильно, качественно, надежно и из какого материала лучше
Бывалый мастер сможет без проблем сварить ворота своими руками, не прилагая при этом особых усилий.
А вот для новичка это достаточно сложное задание, решение которого требует помощи.
Не обязательно нанимать специалиста, достаточно ознакомится с технологией и правилами изготовления.
Какой вид ворот выбратьИзначально следует определится с видом ворот. Выбор зависит от множества факторов, но и сами ворота являются залогом комфортной эксплуатации входного проема. На что следует обратить внимание при выборе:
- На тип участка, а именно на расположение относительно других объектов. Например, расстояние до дороги, озера, соседей.
- Будет ли на участке находится автотранспорт. Следует также учесть размеры машины.
- Если забор уже установлен, то нужно учитывать особенности его постройки. Технология изделий должна быть равной: массивность, вес, качество.
- На правах хозяина внести собственные коррективы в дизайн оформления изделия.
- Каждый вид ворот имеет свои особенности, которые в основном касаются способа эксплуатации, а именно нужно продумать как должны открываться ворота так, чтобы не мешать другим конструкциям.
- Какую степень защиты должна гарантировать конструкция.

Откатные сварные ворота
Учитывая все вышеперечисленные нюансы, можно приступать к выбору ворот.
Всего выделяют четыре основных вида: откатные, распашные, рулонные и секционные.
Каждый из представленных вариантов имеет свои преимущества и недостатки, но главное на что следует обратить внимание при принятии решения – сможете ли вы сварить ворота своими руками этого вида?
Воротами приходится пользоваться очень часто, поэтому лучше сделать их наиболее функциональными и позаботиться о том, чтобы они не мешали другим строениям, которые находятся во дворе или вне его.
Также многое зависит от материала, из которого будет изготавливаться изделие.
Например, рулонные ворота изготавливаются только из пластичного метала, который к сожалению, очень легко повредить, а значит посторонний сможет без проблем проникнуть на участок.
Распашные конструкции более практичны и в изготовлении, и в использовании. Но они требуют достаточно много места в момент открытия. Откатные ворота не требуют дополнительного места – они его как раз экономят.
Но они требуют достаточно много места в момент открытия. Откатные ворота не требуют дополнительного места – они его как раз экономят.
Но при этом способ изготовления более продолжителен и требует специальных приспособлений и знаний. Секционные – наиболее модные, но и самые дорогостоящие.
Их работа полностью механизированная, поэтому самостоятельно можно изготовить только полотно, а лебедочный аппарат придется приобрести отдельно. Но и сам каркас достаточно проблематичен для самостоятельного оформления.
Наиболее бюджетным и популярным вариантом является такой вид ворот, как распашные, при этом их можно сделать самостоятельно, не прикладывая особых усилий.
Уголок как основа для ворот
Распашные ворота
Определившись с видом ворот, следует определится и с материалом, который подойдет для изготовления конструкции.
Единственно правильным решением является естественно метал, но его комбинируют с деревянными досками или металочерепицей.
То есть из метала готовится каркас, а полотно изготовляют из другого сырья.
Чаще всего основу варят из уголков, так как это изделие очень прочное и простое для обработки.
Эта технология используется чаще чем остальные. Сварить ворота своими руками из уголка достаточно просто, но необходимо продумать план действий.
Что следует сделать предварительно:
- Сначала снимаются замеры проема, где будут устанавливаться ворота. Это нужно сделать правильно, а главное точно. Если замеры будут неточными, то изделие скорее всего будет неровным. Это может привести к проблемам в эксплуатации.
- Определится с габаритами будущей конструкции. Если она планируется быть тяжелой, то толщина метала уголка должна быть максимальной.
- Разметка переносится на уголки, которые режутся на части с помощью болгарки. Это нужно делать аккуратно, соблюдая все правила безопасности.
- После, подготовленные уголки сваривают между собой, формируя каркас. Изначально делают наметки, то есть прихватывают края только частично. Когда силуэт изделия вырисуется, то можно закреплять корпус остаточно.
- Швы, которые образовываются в результате сварки, обычно полируют с помощью болгарки. Если этого не сделать, то полотно будет тяжело одеть, а иногда невозможно.
- Сварочные работы заменяют другим видом соединения – уголки стягивают с помощью шурупов. Такое соединение не такое прочное и плотное, но возможна коррекция.
- Когда каркас будет готов, на него крепится полотно. Часто это деревянные доски или профиль, которые укладываются на корпус и прикручиваются к нему. Это нужно делать не навису, иначе готовая продукция может деформироваться.
Важно учесть все шаги при изготовлении и подготовке к монтировке, иначе готовое изделие может быть перекошенным и не сможет полноценно функционировать.
Таким образом становится понятно, что изготовить ворота из уголков просто, и это действительно можно сделать самостоятельно, тем самым сэкономив внушительную сумму.
Монтирование ворот из уголков
Еще один этап – это установка ворот из уголков. Для того, чтобы они долго стояли и не требовали ремонта, необходимо качественно закрепить их на петлях. Крепежи должны быть прочными.
Их монтируют обычно постепенно, а именно в два этапа: сначала к навесу приваривается нижняя часть рамки, а только потом приваривают верхнюю область. В процессе важно следить за тем, чтобы не было зазоров на швах. Если вдруг будет брак, то рамка сорвется с навесов.
При выполнении работы важно придерживаться техники безопасности, так как конструкция ворот очень тяжелая и с легкостью сможет травмировать работника.
Когда сварочные работы закончатся, следует проверить полотно. В последнюю очередь крепятся засовы и замки. Как и какие защитные устройства устанавливать нужно продумать с самого начала, так как обустройства замка – это полностью индивидуальная работа.
При установке ворот из уголков следует обратиться за помощью, так как конструкцию нужно выставить по уровню, а самостоятельно этого сделать нельзя.
Изготовление ворот из профлиста
Ворота из профлиста
Сварить ворота своими руками из профлиста, так же просто, как и из уголка.
Но здесь присутствуют уже и свои особенности в изготовлении.
Технология несложная, а изделие получается прочным и многофункциональным.
Важно учитывать некоторые особенности изделия и точно выполнять алгоритм действий.
Необходимо определится с видом профлиста.
Он крепится на каркас с помощью шурупов.
Каркас может быть изготовлен из дерева или из метала. Отверстия делаются с помощью дрели.
Самое главное крепко закрутить шурупы, но так, чтобы не содрать краску, в случае повреждения мест царапин нужно обязательно закрасить.
Если этого не сделать, то на месте повреждения может образоваться ржавчина, и постепенно коррозия металла распространится по всей площади профлиста. Это испортит внешний вид и может ухудшить функциональность.
Сам профлист крепится на уже установленную раму. Привинчивается материал с помощью шуруповерта специальными, подобранными в тон профлиста шурупами.
Крепление происходит непосредственно к рамке, реже к подложке, которая дополнительно приваривается к каркасу. Для того чтобы укрепить ворота, а именно сделать их более жесткими, место стыков страхуют, накладывая на них стальные полоски. Этот дополнительный элемент приваривается к профлисту.
Плюсом ворот из профлиста является то, что они прочные, но в тоже время легкие и монтируются совершенно без проблем. Для того, чтобы они были еще и безопасными, нужно правильно производить резку листа – она осуществляется с лицевой части. Так стыки получатся менее острыми.
Из профлиста можно изготовить откатные и распашные конструкции. В любом случае, они смотрятся эстетически красиво и хорошо дополняют любой интерьер двора участка. Такая конструкция достаточно прочная и не затратная. Если есть желание, то можно украсить готовое изделие кованными элементами.
Ворота для забора своими руками
Несколько нюансов существует, когда идет речь об установке и изготовлении ворот, когда эта конструкция должна крепиться к уже давно готовому забору. В таком случае, сварить ворота своими руками для забора, также не предоставит огромных проблем.
Главное определится с видом так, чтобы он соответствовал условиям эксплуатации уже имеющейся постройки. Например, если забор плохо укреплен или изготовлен не из прочного материала, то и ворота не должны быть громоздкими.
Нужно тщательно снять размеры и продумать все варианты крепления.
Процесс изготовления, а также материал выбирается разнообразный. Можно сварить ворота самостоятельно из уголков или сварить ворота своими руками из профлиста. Нужно продумать все нюансы монтажа и условия дальнейшего функционирования.
Если конфигурация постройки меняется кардинально, то следует позаботиться об укреплении самого забора и опорных конструкций. В этом случае обычно меняют столбы, которые будут опорой и для ворот, и для забора.
Так как забор уже установлен, то важно производить все замеры в полном соответствии с параметрами конструкции. Если будут присутствовать какие-то различия, то ворота могут не функционировать полностью.
При изготовлении ворот для забора нужно правильно оценить возможности несущих конструкций и определится с видом подвижной конструкции.
О том, как сделать ворота с калиткой своими руками, представлено на видео:
Какой вариант лучше
Зачастую, выбор материала для изготовления ворот зависит от финансовых возможностей, а также от умений самого мастера. Естественно, еще одним решающим фактором станет эстетический аспект – материал, из которого будет изготовлен забор и материал для ворот должны хоть как-то сочетаться.
Если же забор уже есть, а ворота требуют замены, то внимание полностью сосредоточено на том, чтобы конструкция смогла выдержать изделие, не разрушившись при этом.
Наиболее популярными все же материала для изготовления ворот своими руками являются профлист и уголки, реже используют дерево, так как это сырье очень быстро приходит в негодность под воздействием неблагоприятных природных факторов.
Иногда для украшений используют кованные декоративные элементы. Скорее всего, их придется заказать отдельно у мастера, так как изготовить их самостоятельно очень тяжело.
Определится с видом ворот очень просто – выбор зависит от того, как бы вам хотелось, чтобы они открывались. Популярным является именно распашные ворота. Их легко изготовить самостоятельно, принцип работы не требует специальных устройств, а если и думать о таком способе открытия, то монтаж не требует специальных навыков.
Для того чтобы конструкция более надежной можно дополнительно укрепить ворота, используя стальные накладки на швы, а также используя качественную сварку и крепежные элементы с подстраховочными способностями – двойные сварочные швы, небольшое расстояние между шурупами.
Залог успеха – это качественное и продуманное исполнение работы.
Заметили ошибку? Выделите ее и нажмите Ctrl+Enter, чтобы сообщить нам.
Как сварить ворота и калитку из профтрубы своими руками
Ворота из профильной трубы
Ворота и калитка из профтрубы
Изготовление красивых функциональных ворот – вопрос, актуальный для каждого владельца загородного дома. Несмотря на относительную простоту конструкции, хозяин может испытывать трудности с транспортировкой купленного изделия. Поэтому гораздо удобнее соорудить входную группу на месте и своими руками. Конструкция ворот состоит из каркаса и материала створок. Если полотно может быть разнообразным, то для рамки обычно берется профильная труба.
Профтруба – материал достаточно легкий, конструкция из него не нуждается в обустройстве фундамента. Хозяин может ограничиться бетонированием труб-опор. Сборку ворот легко произвести своими руками. Прочные и надежные, они простоят не один десяток лет.
Для их изготовления понадобятся:
- Труба 50 х 50 мм для каркаса;
- Профтруба 100 х 100 мм под опоры;
- Трубы 40 х 20 мм для перемычек, повышающих жесткость и устойчивость всей конструкции;
- Профлисты для обшивки полотна;
- Саморезы для крепления;
- Грунтовка и краска по металлу;
- Замок, петли, вспомогательные материалы;
- Ролики, если делаются откатные ворота.
По форме сечения профильные трубы бывают овальные, квадратные и прямоугольные. Более удобен в работе 2-й и 3-й вариант материала. Квадратная и прямоугольная форма уменьшает металлоёмкость и делает общую стоимость ворот бюджетной.
Как сварить калитку из профильной трубы
При создании калитки из металлопрофиля важно учитывать два момента:
Калитка из профильной трубы обшитой профнастилом
Определившись с местоположением калитки, приступают к замерам и созданию набросков. Работы начинают вести от готового проёма. Стандартными размерами калитки являются 1 м для ширины и около 2 м – для высоты. Более высокую конструкцию создать можно, но с учетом негативного влияния тяжелой конструкции на замок и петли. Во избежание порчи этих элементов калитку рекомендуется оснастить верхней вставкой-перекладиной. Нагрузка на опорный столб уменьшится, и ограда прослужит дольше.
Далее занимаются строительными работами:
На готовый каркас прикрепляют навесы, ручку и пластину для будущего замка. Сварочные швы рамы зачищают и окрашивают. Прочность конструкции повышают, разместив внутри меньший каркас.
Как правильно сварить ворота из профильной трубы
Проще всего своими руками сварить распашные ворота из профтрубы.
Обшивка ворот
Схема обшивки ворот из профнастила на профтрубы
Для приваривания петель, к которым будут крепиться распашные ворота, лучше привлечь помощника. Сначала петли наваривают на стойки, затем – на каркас. При выполнении сварочных работ не забывают надевать специальные защитные средства. Обшивку ворот профлистом осуществляют изнутри или снаружи каркаса. Расположение каркаса хозяин производит с учетом наличия/ отсутствия декорирующих элементов ковки. Если они будут иметь место по всей плоскости конструкции, профлист лучше крепить с внутренней стороны каркаса. Если декораций не будет, полотно прикручивают снаружи. Обшивочный материал закрепляют саморезами и заклепками.
Откатные ворота из профтрубы своими руками
При установке откатных ворот необходимо предусмотреть дополнительное боковое место (половинчатый размер всей конструкции). Оно требуется для монтажа роликов и прокладки направляющей. Для долгой службы откатной конструкции важно правильно рассчитать вес, подобрать материалы и сделать качественную закладку.
Откатные ворота из профильной трубы
После создания чертежа и заготовки материалов хозяин занимается обустройством фундамента и установкой опорных столбов. Несущую часть рекомендуется делать из профтрубы сечением 100 х 100 мм. По желанию стойки прячут под кирпич. В целом работы проводятся аналогично изготовлению распашных ворот.
Отдельным пунктом является установка автоматики, которая требует предварительного проведения электропроводки. Откатный механизм движется по приваренному внизу направляющему рельсу, перемещаемому по роликовым кареткам (они должны прочно держаться на фундаменте). Поскольку каретки находятся внутри направляющей, их необходимо защищать от грязи и атмосферных осадков.
Обшивка и декорирование откатных ворот могут производиться из любых материалов. Но объёмные кованые элементы усложняют эксплуатацию конструкции и порой делают ее невозможной. Для создания полотна мастера советуют воспользоваться деревянными досками, обработанными антисептиком и лаком.
Также обшивка может быть создана из металлического листа – оцинкованного железа с высокими антикоррозионными свойствами. Материал устойчив к перепадам температур и прочен в эксплуатации. Некоторые хозяева предпочитают работать с профнастилом. Высота несущего профнастила варьируется в пределах 45 – 160 мм. Рельефный материал можно окрашивать и покрывать защитным полимером.
Как будут выглядеть ваши ворота из профтрубы, дело вкуса. Главное, составить четкий эскиз и запастись качественными материалами. И тогда добротно сложенная конструкция прослужит многие годы.
Источник
Ворота из профлиста чертеж
Установка ворот из профнастила своими руками
Распашные ворота – самая простая и распространенная конструкция ворот, используемая на частных земельных участках. Ворота из профлиста легко сварить и установить своими руками, имея даже минимум инструментов и навыков, нужно лишь четко следовать инструкции.
Стандартные распашные ворота состоят из двух опор и двух створок, которые соединяются между собой и закрываются на замок, задвижку или при помощи другого фиксатора.
Чтобы приступить к изготовлению ворот, нужно составить чертежи ворот из профлиста, рассчитать количество необходимых материалов, крепежа и правильно подобрать инструменты. Мы рассмотрим как устанавливаются ворота на стандартный 4-хметровый проездной проем.
Чтобы сварить опорные столбы для ворот потребуется толстостенная труба 60х60х3х3000 мм. Сечение трубы можно выбрать любое, оно не влияет на качество опор и подбирается только исходя из их доступности.
Для каркаса ворот потребуется труба прямоугольного сечения 40х25х2х6000 мм. Из нее варим прямоугольные рамы, к которым в будущем будет крепиться профнастил. После того, как рамки готовы, их прикрепляют на воротные петли к установленным столбам. В месте смыкания створок предусматривается запорное устройство.
После установки конструкции можно приступить к покраске каркаса ворот. Для этого зачищаем поверхности при помощи болгарки, покрываем грунтовкой в 2 слоя и краской такого же цвета, как выбранный профнастил для обшивки. Ту часть столбов, что будет находиться под землей, необходимо покрыть гидроизоляционной краской, чтобы защитить от коррозии при соприкосновении с влажной землей.
Столбы устанавливаются в подготовленные, пробуренные отверстия в грунте и бетонируются бетоном М200 или М250. Глубина фундамента для ворот из профлиста должна быть не менее 1,5 метров и диаметром от 25 см. Чтобы избежать перекоса ворот по прошествии некоторого времени, можно дополнительно соединить столбы монолитным бетонным ригелем.
После того как бетон высохнет, рама каркаса ворот с лицевой стороны зашивается профнастилом с нахлестом равным ширине одной волны. Об этом нужно помнить при расчете количества необходимых материалов. В качестве крепежа используются кровельные саморезы или заклепки из стали, чтобы избежать коррозии в месте соприкосновения разных металлов.
В последнюю очередь устанавливается запорное устройство. При необходимости наносится краска на поврежденные при монтаже места ворот.
ворота из профнастила своими руками. Видео
Реальный пример изготовления ворот из профлиста
Распашные ворота из профнастила – одно из наименее затратных и надежных решений, к тому же легко воплощаемых за короткий срок своими руками. Изготовление ворот – несложный процесс, который требует лишь внимательного изучения инструкции и нужных инструментов. Обычно, чтобы не занимать лишнего места на участке при открывании ворот, створки делают распахивающимися в сторону улицы.
Чтобы изготовить распашные ворота из профлиста своими руками необходимо:
Определиться с размерами конструкции и начертить схему установки ворот из профлиста. Стандартные проемы для проезда автомобилей обычно делаются 4 или 6 метров. В любом случае нельзя делать ворота уже 4-х метров, так как необходимо как минимум место для маневра, а во-вторых в будущем, возможно придется пропустить через ворота машину намного шире, чем вы имеете сейчас.
ворота из профлиста своими руками. Чертеж
На чертеж нужно нанести все размеры, чтобы не запутаться в процессе изготовления и правильно выбрать количество материалов. Чем тяжелее и объемнее конструкция, тем большего диаметра нужно будет подобрать трубы для каркаса ворот. Внутренние перемычки можно делать из профиля меньшего диаметра, так как нагрузка на него существенно ниже, чем на внешние элементы.
Пробурить в грунте ямы, диаметром чуть больше диаметра опорных столбов. Чтобы столбы надежно были закреплены в грунте, яму нужно засыпать щебенкой на 10 см. Она будет выполнять роль подушки фундамента для ворот из профлиста, выставить по уровню столбы ворот и забетонировать. Чтобы цемент как следует схватился, нужно оставить конструкцию в покое дней на 6-7.
После застывания бетона к столбам привариваются каркасные трубы забора. После окончания работ с каркасом ворот они закроются профлистами.
Ворота из профнастила своими руками пошагово. Фото
Далее согласно чертежу изготавливается прямоугольная рама для ворот. На этом этапе важно четко разметить и аккуратно сварить каждый угол, чтобы ворота не имели перекосов и неровностей в местах сварки. Перед окончательной сваркой нужно проверить насколько хорошо подходят створки ворот друг к другу, после чего швы завариваются и зачищаются.
Дополнительно укрепить каркас и придать ему еще большую жесткость можно при помощи металлических уголков. Они привариваются по внутреннему периметру рамы. После этого к каркасу привариваются внутренние перемычки, разделяющие раму на равные прямоугольники. Перемычки так же укрепляют ворота, кроме того к ним крепятся листы профнастила.
Аналогично изготавливается каркас для калитки. Если она расположена рядом с воротами, то ширина створки обычно равна 80 см, а высота соответствует высоте самих ворот. Другой вариант, когда калитка делается внутри одной из створок ворот, по типу гаражной. Такая калитка имеет намного меньший размер.
Монтаж ворот начинается с установки перекладины между опорными столбами. Перекладина выставляется по уровню, на нее ставятся ворота и проверяется уровень. Для начала ворота нужно зафиксировать веревкой, чуть приподняв середину ворот в месте смыкания створок. Середина ворот должна быть приподнята на расстояние около 3-5 см.чтобы зафиксировать ворота в этом положении можно использовать небольшую доску соответствующей высоты или другой подходящий предмет. После завершения работ на створки в этом месте будет действовать сила тяжести и они сами опустятся на эту величину.
После того, как уровень проверен, прихватываем с помощью сварки петли к столбам, обращая внимание на то, что часть петель со штырем крепится на створки, а без него к столбам ворот. Петли обязательно привариваются на одном уровне с профилем, не выступая за него и не проваливаясь. На этом этапе нужно осторожно проверить как открываются и закрываются ворота. После проверки можно будет приварить петли окончательно, а чтобы зафиксировать ворота от съема над верхней частью петли приваривается обрезок уголка.
как сделать ворота из профнастила своими руками. Фото
Когда сварочные работы закончены, швы окончательно зачищаются, каркас покрывается краской для защиты от коррозии и ржавчины. Краской так же покрываются и опорные столбы. Особенное внимание нужно уделить той части, что будт находиться под землей, чтобы защитить металл от разрушения под воздействием внешней среды.
Для крепления профнастила лучше всего использовать кровельные саморезы. Шляпки саморезов легко можно подобрать под цвет профлиста.
Листы профнастила вырезаются по форме ворот с учетом нахлеста в одну волну. Со стороны внешних краев делаем прорези для петель, делаем предварительную разметку и закрепляем листы, следя за аккуратностью работ.
Устанавливаем замки и запоры.
На этом изготовление и установка ворот из профлиста своими руками закончена. Если при монтаже возникли повреждения каких-то частей ворот, то необходимо еще раз подкрасить ворота, чтобы избежать коррозии металла при эксплуатации. После того, как вы попробовали изготовить свои ворота сами, вы могли убедиться, что большая часть расходов при изготовлении ворот приходится на трудовые затраты, а несколько часов, потраченных на изготовление ворот с лихвой окупаются как в денежном эквиваленте, так и возможностью создать и сделать своими руками индивидуальный дизайн для своих ворот.
Проекты ворот из профлиста
Еще на стадии проекта можно придумать особый дизайн створок или колонн и внести небольшие изменения в чертежи ворот из профлиста. Главное, что процесс изготовления при этом практически не усложняется, зато в итоге получается гораздо более интересное оформление проездного проема.
Распашные ворота из красного профнастила выполнены с элементами художественной ковки. Благодаря столбам с декоративными наконечниками и неровному верхнему краю ворота выглядят стильно и естественно. Подойдут к дому практически в любом стиле, кроме хай-тек.
Двухстворчатые распашные ворота из коричневого профнастила с черной рамой украшены декоративными элементами в центре створок и острыми наконечниками по верхнему краю. Ворота устанавливаются в стандартный проем, калитка прорезана в одной из створок.
Откатные ворота из зеленого профнастила гармонируют с кирпичными столбами и выполнены из того же материала, что забор. Простое и стильное решение в этом случае обеспечивает надежную защиту дома от взлома и посторонних глаз.
Двухстворчатые распашные ворота изготовлены в том же стиле, что забор. Ворота украшает элемент декоративной ковки. Коричневый профнастил в сочетании с кирпичными опорами – классическое решение, делающее забор не только надежным, но и красивым.
Откатные ворота из профнастила – простое и надежное решение для защиты участка. С уличной стороны ворота обшиты профнастилом, цвет которого легко подобрать под цвет забора или опор. При желании на створку устанавливается автоматика, которая сделает открывание и закрывание ворот еще более удобным.
Ворота из профнастила прекрасно впишутся в любой архитектурный стиль, гармонично сочетаясь с любыми современными отделочными материалами. Кроме того, их отличает прочность, надежность, большой срок службы и сравнительная дешевизна. Однако при всей простоте, чертеж ворот из профлиста очень облегчит вам их изготовление, особенно если вы хотите справиться своими силами, без привлечения специалистов.
Конструкция ворот из профнастила может быть распашной и откатной. Соответственно и подходы к их изготовлению — различные. Наиболее простой вариант для выполнения — это распашные ворота. О них и пойдет речь в этой статье.
Оглавление статьи (нажмите, чтобы открыть)
Особенности распашных ворот из профнастилаКонструкция распашных ворот очень проста, поэтому считается, что для их изготовления и установки не обязательно обращается к специалистам. Чаще всего ворота для въезда на частную территорию делаются глухими. А это означает, что на полотно ворот действуют весьма значительные ветровые нагрузки.
Каждый из нас на своем опыте сталкивался с тем, что удержать створку ворот при сильном порыве ветра нелегко даже физически сильному человеку. А чем шире полотно ворот, тем больше ветровая нагрузка на петли, которыми распашные ворота крепятся к опорным столбам.
На верхнюю часть полотен распашных ворот действуют также и изгибающие нагрузки. Это вызвано тем, что створки их фиксируются обычно только в нижней части с помощью вертикальных запоров. Нельзя сбрасывать со счетов и действующую на петли нагрузку от собственного веса ворот.
Если ворота изготавливаются самостоятельно, то металлические конструкции подбираются «с запасом». Такой подход увеличивает стоимость ворот и требует монтажа более массивных фундаментов. Однако, как правило, разница в стоимость несущественная, особенно, если речь идет о простых дачных воротах. Но если вы не хотите переплачивать, и вам нужны надежные ворота — то для их изготовления лучше использовать проект ворот из профнастила.
Схемы и чертежи распашных ворот из профнастилаВ комплект проектной документации входят:
- Сборочные чертежи ворот из профнастила.
- Чертеж изготовления отдельных деталей.
- Подробная спецификация металлических профилей.
Небольшие легкие дачные ворота из профнастила можно изготовить и установить по эскизу ворот из профнастила без разработки специально для них всей проектной документации. Но сечение металлических профилей каркаса ворот и опорных столбов, а также конструкцию металлических цилиндрических петель лучше взять из типового проекта.
Для каркаса ворот из профнастила обычно используют трубчатые металлические профили минимальным сечением 40×20 мм, а максимальным — 60×40 мм. При этом выбор профиля зависит от ширины проема ворот, а также от того, будут ли створки ворот глухими или в одну из них встраивается калитка.
Петли для подвешивания ворот лучше выбрать с подшипниками. Это позволит воротам открываться легко и плавно, без применения для этого значительных усилий. Кроме того, такие петли можно смазывать гораздо реже, чем обычные.
Столбы для ворот из профнастила являются наиболее ответственной частью все конструкции ворот. Именно они должны выдерживать как ветровые нагрузки, так и нагрузку от собственного веса ворот. Поэтому для столбов лучше не использовать профильную трубу с сечением меньше, чем 80×80 мм, а для ворот, с размером проема больше 3.5 м, рекомендую изготовить столбы из трубы сечением 100×100 мм.
Даже если столбы ворот выполняются из кирпича, внутрь кладки устанавливается профильная труба одного из указанных выше сечений. Причем не менее, чем на 0,5 м она должна быть вмонтирована в бетонный фундамент, служащий основанием для кирпичной кладки. При этом закладные для установки петель ворот должны быть связаны с профильной трубой с помощью электросварки или надежного болтового соединения.
Полезная статья? Сохраните ее в соцсетях, чтобы не потерять ссылку!
Ворота и калитка – необходимое дополнение к забору их профлиста. Ворота обеспечивают проезд на участок автомобилей и спецтехники, а калитка предназначена для тех, кто пришел пешком. В отличие от забора конструкция ворот и калиток оказывается более сложной, поэтому для них разрабатывается отдельный чертеж и производится специальный расчет материалов.
Мы хотим предложить вам несколько готовых чертежей ворот и калиток из профнастила, которые вы сможете подстроить под ваши условия. Высота забора и калитки должна соответствовать высоте забора.
Основные виды ворот для дачных и загородных домов
- распашные – представляют собой две распашные створки, которые открываются внутрь или наружу. Простые и дешевые в установке, однако, при въезде могут повредить автомобиль, особенно если будет сильный ветер. Также под них нужно расчищать значительное пространство.
- сдвижные или откатные ворота с направляющим рельсом – дверь двигается на роликовом механизме вдоль линии забора. Сложная конструкция, специальная дорогостоящая фурнитура делает такие ворота не самыми доступными. Но они обеспечивают более высокий уровень комфорта: автоматизированный привод дает возможность открывать их, не выходя из машины.
Чертежи распашных ворот и калиток
При составлении чертежа важно определить ширину проема ворот и калитки, высоту, а также модель каркаса. Не стоит забывать, что при проектировании ворот нужно правильно распределить нагрузку по створке, ведь она крепится на боковые петли и их вес полностью ложится на столбы опор. По этой причине столбы ворот нередко делают из более толстой профильной трубы или выкладывают из кирпича.
Толщина металла профильной трубы должна составлять не менее 3-4 мм. Соответственно и фундамент под опорами ворот должен быть достаточно надежным. Слабые опоры приведут к провисанию створок и деформации конструкции от ветровых нагрузок и силы тяжести створок. Для каркаса нужно использовать более легкую профильную трубу, чтобы не допустить перегрузку на створках, однако слишком тонкий каркас не устоит перед ветровыми нагрузками.
Обратите внимание на выбор ширины ворот. Оптимальной является ширина в 4 метра она позволяет спокойно въезжать как легковым, так и грузовым автомобилям даже с узкой улицы. Помните, чем шире створка, тем большую нагрузку она создает на опоры (в соответствии с законом рычага).
Схемы ворот и калитки из профнастила с параллельным каркасом
1. Перед нами «классический » и хорошо сбалансированный чертеж ворот с калиткой. Высота в 2 метра соответствует традиционной высоте забора из профлиста. Столбы 60х60 должны справиться с каркасом из трубы 40х20. Сам каркас не перегружен, прост в расчетах, не требует много материалов. У него лишь один недостаток – отсутствие диагональной жесткости. Ее компенсирует наличие сразу двух горизонтальных планок профильной трубы, которые образуют на створке три секции шириной 60-70 см.
Также характерной особенностью является наличие верхней перекладины. Она дает более сбалансированное распределение нагрузки, предотвращает смещение столбов по направлению друг к другу однако для успешного въезда на участок высоких машин нужно сделать ее съемной.
2. Еще один вариант чертежа. На этот раз без перекладины. Обратите внимание, что опорные столбы в связи с отсутствием перекладины имеют больший диаметр.
3. Распашные ворота со встроенной калиткой. Такая схема прекрасно подойдет тем, кто имеет ограниченное пространство для входа/въезда на территорию. На ширине в 4 метра помещаются и ворота, и калитка. Однако, стоит понимать, что наличие калитки увеличивает массу створки, а значит сечение бокового столба должно быть не менее чем 10х10 см и лучше разместить калитку ближе к столбу (по закону рычага она даст меньшую нагрузку опору ворот).
Схемы ворот и калитки с диагоналями
Наличие диагональных элементов каркаса повышает жесткость конструкции и делает ее устойчивой к различного рода деформациями, однако следует помнить, что дополнительные линии – это дополнительная нагрузка и здесь важно правильно подобрать рисунок. Так вместо двух горизонтальных планок лучше использовать одну. Варианты расположения диагональных планок приведены в чертежах ниже. Сечение опорных столбов для забора с диагоналями должно быть не менее 80х80.
1. Диагонали от крайних углов к середине или наоборот. Такие схемы достаточно красиво выглядят. Одна похожа на снежинку, другая образует ромбовидный рисунок.
Рассчитать длину диагоналей можно при помощи теоремы Пифагора, как длину гипотенузы прямоугольного треугольника ( с).
Длина гипотенузы:, где а и b – стороны прямоугольного треугольника.
2. Диагонали от одного угла створки к другому. Схема позволяет минимизировать нагрузку на створку и при этом придать необходимую жесткость, однако сваривать такую диагональ не очень удобно.
3. Небольшие диагонали по углам створок. Достаточно красиво выглядит создает минимум нагрузки, однако такие створки обладают высокой парусностью, а, значит, могут пострадать от ветровых нагрузок.
В следующем видео вы получите ценные советы, как предотвратить скашивание опорных столбов под тяжестью створок:
Чертежи откатных ворот из профнастила
Самым оптимальным вариантом сдвижного забора, который можно возвести собственными силами, является конструкция с направляющим рельсом. Для нее достаточно просто подобрать комплекты фурнитуры и системы автоматизации. Ворота включают выдвижную створку с нижним рельсом, который движется по специальной системе роликов. Для того чтобы конструкция уравновешивалась в закрытом виде к каркасу сбоку приваривается дополнительная треугольная консоль.
Как можно заметить каркас ворот состоит из рамы и консоли, которые выполнены из более толстой профильной трубы (60х40 ). Внутренние элементы консоли также лучше сделать из этой трубы. Внутри рамы ворот рисунок каркаса можно сделать в разных вариантах (с прямоугольниками или треугольниками. Главное, чтобы труба была более легкой трубы (например , 40х20). Также не стоит делать решетку слишком частой. Порядок монтажа откатного забора представлен в следующем видео:
Надеемся, что приведенные чертежи помогут вам сделать собственные ворота и калитку из профнастила, которые будут удобными, надежными и долговечными.
Изготовление ворот из профлиста своими руками — sdelayzabor.ru
Когда огораживаешь участок забором обязательно необходимо предусмотреть калитку для прохода людей и ворота для автомобилей или другой техники. Их лучше сразу делать для проезда грузовой и специальной техники, потому что в частных домах подобные «гости» хоть и не слишком часто бывают, но вполне могут приехать и отсутствие широких ворот может помешать проезду. Из-за этого, возможно, придется отказаться от услуг ассенизаторской машины или другой специальной техники для участка, а во время чрезвычайной ситуации (пожара, утечки газа) могут даже выбить часть забора ради проезда и ликвидации аварии. Самый экономичный вариант в случае постройки широких ворот – ворота из профлиста своими руками.
Ворота из профлиста — лицо вашего участкаПреимущества ворот с профнастила
Ворота из профнастила своими руками – отличный выбор, потому что этот материал:
- прост в установке и эксплуатации;
- экономичен, если сделать правильно расчеты и выбрать листы нужного формата;
- средней или низкой ценовой категории;
- позволяет сделать ворота 3 различных типов открытия;
- подходит для обшивки не только ворот, но и калитки, забора;
- позволяет установку любого запора, замка;
- имеет презентабельный внешний вид;
- подходит к забору из любого материала;
- с большой палитрой цветов. Это помогает подобрать нужный оттенок под крышу дома;
- есть с имитацией природных материалов – дерева, кирпича, камня.
Виды ворот с профнастила
Ворота из профлиста можно сделать в 3 вариантах:
- Распашные – самая простая конструкция. Достаточно поставить 2 опорных стойки и повесить на них створки. Единственный минус – такая конструкция требует много места на участке или перед ним, но до дороги, чтобы не мешала проезду другого транспорта и не послужила причиной аварии.
Распашные ворота из профлиста
- Раздвижные ворота существенно экономят место, но их монтаж – непростое дело, так как конструкция требует довольно сложного механизма.
- Откатные ворота тоже сложно сделать своими руками из-за специальных механизмов, к тому же для них потребуется идеально ровная поверхность в том месте, где вы будете откатывать створки. Если створка одна, то ее большие размеры делают ворота не очень удачными в пересеченной местности.
Откатные ворота и калитка из профлиста зеленого цвета
Поэтому на вопрос «Какие ворота из профлиста можно изготовить своими руками?» ответ: распашные. Первый вариант с распашной схемой работы, оптимальный для самостоятельного изготовления благодаря простоте реализации и самой низкой цене (не требуется дорогой механизм для открытия).
Расчеты и нюансы конструкции ворот с профнастила
Прежде чем сделать ворота из профиля, выберете схему открывания и нарисуйте чертеж будущего изделия. Не забудьте про калитку, так как людям удобней использовать для прохода небольшую створку, а не открывать запор или замок на широких воротах. В чертеже необходимо учесть все размеры – с его помощью вы рассчитаете необходимое количество материалов.
Эскиз ворот и калитки из профлистаВ схеме вы можете предусмотреть калитку не сбоку от ворот с профнастила, а в одной из его створок. Это никак не влияет на запоры изделия и удобство его эксплуатации, зато существенно сэкономит вам место, что очень важно для частного дома в большом городе с небольшим, часто узким, участком. Рекомендуемая ширина рамки – 4 метра, по 2 метра на каждую створку. Открытие внутрь или наружу самих створок никак не привязывается к калитке. Это действительно важный момент! Сделать такие ворота не намного сложнее, чем обычные, без калитки в створке. Если участок вас не ограничивает и вы хотите облегчить себе работу, тогда делайте калитку рядом. Для нее хватит створки в 90-100 см. Общая ширина таких ворот с калиткой будет составлять около 5 метров.
Материалы и инструменты для ворот с профнастила
Чтобы сделать ворота из профнастила своими руками, вам потребуется следующее:
- для опор 2 металлические трубы 80х100 мм квадратного сечения с толщиной стенок от 7 мм;
- трубы 40х25 мм или дерево 40х40 мм квадратного сечения для каркаса створок;
- листы профнастила;
- ножницы по металлу;
- металлические уголки 20 мм;
- дрель, болгарка;
- петли, запор, замок;
- заклепки или саморезы для монтажа металлопрофиля на каркас створок и шуруповерт;
- бетон для заливки столбов и обкладки их кирпичом;
- по желанию можно добавить кованные декоративные элементы, чтобы сделать ворота оригинальными;
- сварочный аппарат;
- электролобзик;
- уровень, угольник, рулетка.
Установка столбов для ворот с профнастила
Сделать опоры можно из таких материалов:
- брус из дерева 150х150 мм квадратного сечения;
- круглое бревно дерева с диаметром 180-200 мм;
- швеллерной металлической балки толщиной 120-140 мм;
- металлической профильной трубы 80х100 мм со стенками от 7 мм.
Какой именно материал выбрать – решайте самостоятельно. Они все достаточно надежны и одинаково удобны. Разница только в цене и внешнем виде, но вы можете задекорировать опоры, сделав их кирпичными. Это отлично будет смотреться рядом с домом из кирпича или дерева.
Первым делом вам следует сделать точную разметку. Следующий этап – подготовка котлованов. Они должны быть в треть бруса или бревна из дерева или металлической трубы, балки. Внизу котлована следует сделать подушку под бетонирование из песка и щебня.
После тщательной подготовки ямы под опоры ворот из профлиста, следует подготовить сами опоры: дерево нужно обработать морилкой или другим составом от жучков и для стойкости к влаге, а металл – очистить от ржавчины и покрасить, предварительно прогрунтовав. После завершения установки опорных стоек и монтажа к ним креплений для створок, можно обложить их кирпичом. Кирпичные столбы смотрятся красивее, чем из дерева или металла.
Между створкой и землей, а также поверху опоры, должны быть зазоры в 20 см! Внизу – для удобства открытия зимой в снег и весной во время вспучивания почв, сверху для приваривания декоративных элементов.
Выставлять опорные стойки следует по уровню, внимательно следя за тем, чтобы они были в одной линии. Иначе по завершении придется обрезать более высокий столбик, что очень неудобно делать. Бетонирование делается постепенно и тщательно. Материал следует хорошо утрамбовать, чтобы опоры не завалились в процессе эксплуатации. Даже если вы сделаете кирпичные столбы, то есть обложите их кирпичом после установки, это не спасет положения при некачественном бетонировании. На затвердение бетона потребуется несколько дней, но лучше выждать неделю и только после этого делать монтаж креплений, если их не приварили заранее, и вешать створки.
Заглушка на металлическую опору позволяет удлинить ее срок службы!
Створки для ворот с профнастила
Створки для ворот из профлиста следует делать согласно первоначальной схеме и задуманным размерам, где вы заранее указываете все – от основных крепежных элементов до запора и замка. Однако если вы что-то изменили в процессе установки опор, следует внести соответствующие изменения в чертеж и учесть это.
Для рамки лучше всего использовать металлическую профильную трубу 40х25 мм. Дерево в этом случае не даст той прочности и долговечности конструкции, которых можно достигнуть, делая ворота из профнастила и металла.
Трубу следует нарезать согласно размерам из чертежа, делая надрез в 450 для угловых креплений. Дальше на ровной поверхности следует прихватить все детали конструкции и сварить углы. Если все верно, можно доваривать створки, не забыв про вертикальную перекладину на месте стыковки листов металлопрофиля и 1-2 дополнительных металлических горизонтальных полос для усиления конструкции.
Для ворот используйте профнастил класса «С» — он идеально подходит для этих целей.
После окончания сварки створок можно приступать к креплению профлиста на металлические трубы. Обшивка металлопрофилем может выполняться при помощи саморезов или заклепок. Последние выглядят привлекательней, но в случае ремонта придется потрудиться, так как приделать их проще, чем демонтировать.
Используйте при работе перчатки, чтобы руки остались цены после резки и крепления профнастила!
На этом же этапе следует приварить декоративные узоры, если вы их планировали и заранее подготовили. Если не сделать этого сейчас, то в дальнейшем придется снимать створки, что не очень удобно.
Завершающий этап для ворот с профнастила
Монтаж ворот с профнастила завершается подвешиванием створок на забетонированные опоры, привариванием замка и запора.
Последние штрихи – закраска царапин и заклепок или саморезов. Проще и удобней это сделать при помощи простой краски из баллончика, подобранной под цвет профлиста.
Ворота из профлиста своими руками — видеоурок
особенности изготовления калиток, фото и установка своими руками
В изготовлении ворот используется большое количество разных материалов: листы металла, древесина, изделия ковки и т.д. Но с развитием строительных технологий начали, появляться более современные материалы, которые упростили изготовление заградительных сооружений, и одним из таких изделий является профнастил – листовая оцинкованная сталь, покрытая полимерными составами.
Ворота, в изготовлении которых используется профнастил, обладают небольшим весом, высокими техническими и эксплуатационными характеристиками, а главное, простотой изготовления и установки, которые позволяют выполнить все работы своими руками. Но для начала хотелось бы рассмотреть самые популярные разновидности ограждений и особенности поэтапной самостоятельной сборки ворот из профлиста.
Ворота из профлиста – плюсы и минусы
Самой популярной моделью ворот считается металлическая распашная конструкция, представленная на фото, которая открывается на обе стороны. При этом для обшивки каркаса используют крашеный профнастил, который можно украсить элементами ковки. Полы оградительной системы имеют облегчённую конструкцию с калиткой, расположенной, по соседству. Такая разновидность ворот получила популярность в домах частного сектора.
Такая популярность была достигнута большим эксплуатационным ресурсом изделия без необходимости проведения регулярных ремонтов в отличие от деревянных аналогов. Современные модели ворот из профлиста часто дополняются автоматической системой открывания, что очень удобно. При этом профилированный лист, используемый для изготовления ограждений, имеет целый ряд следующих преимуществ:
- сравнительно невысокая стоимость профлиста;
- простой процесс изготовления и установки ворот, как с калиткой, так и без неё;
- длительный эксплуатационный ресурс и простота в уходе;
- многофункциональность материала;
- привлекательный внешний вид окрашенного профнастила.
Если рассматривать недостатки такого материала, то хочется выделить следующие проблемы:
- для открывания распашной конструкции ворот нужно большое свободное пространство вокруг оградительной конструкции;
- из-за большой площади створок ворот на них действует повышенная ветровая нагрузка, которую необходимо учитывать в зависимости от региона, в котором устанавливается заграждение.
Но всё-таки достоинства распашной конструкции ворот с калиткой, приведённые на фото перечёркивают незначительные недостатки такого изделия. Тем более что проблемы не столь критичны и их, можно устранить в процессе проведения монтажных работ своими руками. А как стало известно из практики, ворота из профлиста являются самыми надёжными среди подобных конструкций.
Особенности конструкции ворот распашного типа
Рассматривая чертёж стандартных ворот из профлиста, можно понять, что в основе такого заграждения лежит каркас из квадратного металлического профиля или толстостенной трубы с 30 мм диаметром. При этом для усиления створок используют горизонтально расположенные прожилины из металла. Благодаря такому усилению будет удерживаться геометрия ворот.
Изготовление распашной конструкции ворот из профнастила вполне под силу самостоятельно даже при отсутствии навыков работы с изделиями из металла. Всё что понадобится это минимальные познания использования сварки, бура, электроболгарки, шуруповёрта и строительной рулетки.
Крепление створок распашного заграждения выполняется при помощи саморезов по металлу или электросваркой непосредственно к столбу. Из-за сравнительной лёгкости профлиста для удержания полы ворот достаточно двух прочных металлических петель 20 мм диаметра. В качестве несущих опор используются металлические трубы диаметром от 60 до 100 мм.
В зависимости от забора, которым обнесено домостроение крепление створок ворот может выполняться к кирпичным опорам. Но для этого необходимо ещё на стадии возведения ограждения предусмотреть установку закладных в швы между кирпичами, к которым и будут приварены навесные опоры ворот.
Из практики стало известно, что оптимальными габаритами въездных ворот, используемых в частном домостроительстве, являются показатели ширины в 3 м. Таких параметров вполне хватает для въезда во двор, как легкового автомобиля, так и грузовой машины. Поэтому даже с целью экономии не стоит уменьшать ширину створок более чем на 20 см. Если рассматривать высоту заграждения, то согласно чертежам стандартные конструкции изготавливаются не выше 2 метров от земли.
В качестве запорного механизма для ворот используют штыри по форме, напоминающие букву «Г», которые располагаются снизу на каждой створке. В поверхности земли или другого покрытия двора устанавливаются фиксаторы – металлические трубки с внутренним диаметром, немного большим толщины стопорных механизмов. При этом каких-либо жёстких требований к запорному механизму не предъявляется. В качестве дополнения к стопорам устанавливают горизонтальную задвижку в месте размещения поперечен.
Использование профнастила в качестве финишной отделки каркаса распашных ворот позволит оградительной конструкции гармонично вписаться в общую стилизацию забора. Обычно профлисты к каркасу створок ворот прикрепляют на расстоянии 50-70 мм от земли, чтобы они не чиркали по поверхности в процессе открывания и закрывания.
Расходные материалы и инструменты
Ворота из профнастила, фото которых можно увидеть в статье, могут иметь разнообразную конструкцию и оснащаться калиткой. При желании их можно украсить элементами ковки и вскрыть лакокрасочным покрытием в тон забору. При этом желательно продумать, как будет выглядеть готовая конструкция, и разработать чертёж, в котором указать все параметры ворот. Тогда будет проще понять, какие инструменты и материалы потребуются для изготовления заградительной конструкции своими руками:
- профлисты для створок и трубы для опор;
- уголки или трубы для создания рёбер жёсткости;
- профилированная труба или металлический квадрат для каркаса;
- грунтовка и лакокрасочные материалы;
- затворы или замковый механизм.
Из инструментов нужно подготовить следующие:
- капроновый строительный шнур;
- сварочный аппарат;
- молот;
- электродрель и шуруповёрт;
- электроболгарка;
- ножницы для резки металла.
В процессе планировки конструкции ворот для изготовления своими руками особого внимания заслуживают её размеры и наличие или отсутствие калитки. Большие створки значительно увеличивают вес всей заградительной конструкции и поэтому рама должна изготавливаться из усиленных материалов.
Монтаж опор для ворот
Если земельный участок уже ограждён забором из металлических опорных столбов и калиткой, то петли для створок можно зафиксировать сваркой непосредственно на них. В случае с необходимостью монтажа отдельных опор следует выполнить ряд несложных действий.
- Металлические опоры обрабатываются грунтовкой и вскрываются краской.
- В соответствии с шириной ворот из профнастила вырываются две ямы 1,5 м глубины.
- На дне ямы обустраивается подушка из щебёнки и песка.
- Подготовленные опоры устанавливаются в ямы и фиксируются арматурой.
- Опоры выравниваются по отвесу и заливаются бетоном.
Установка петель выполняется только после того, как бетон полностью затвердеет.
Рама для ворот из профлиста своими руками
Чтобы правильно создать каркас для ворот из профлиста с калиткой, нужно ознакомиться с чертежами сборки металлической конструкции и придерживаться определённой последовательности проведения работ своими руками.
- В соответствии с размерами, указанными в чертеже металлическая труба нарезается под углом в 45°.
- Рама складывается на ровной поверхности и прихватывается сваркой.
- Выполняется проверка внутренних размеров, и сравниваются диагонали полученного каркаса.
- После внесения корректировок каркас обваривается окончательно.
- В одной створке, где не предусмотрена калитка, внутри каркаса привариваются уголки для усиления.
- В другой створке собирается специальный проём, к которому будет прикрепляться дверь калитки.
- После подготовки проёма для калитки, собирают дверь. По готовым размерам собирается каркас калитки прямоугольной формы.
- Жёсткость двери калитки желательно делать на одном уровне с рёбрами на створке.
- Для придания дополнительной жёсткости конструкции в её углах привариваются металлические треугольники – «косынки».
- К каркасу привариваются две поперечины.
- Согласно составленному чертежу на свои места привариваются навесы и засовы.
- Окалину после сварки шлифуют, грунтуют и всю конструкцию красят.
Если остались вопросы о том, как сварить распашную конструкцию ворот из профлиста, можно просмотреть видео. Плюс ко всему существует способ сборки без использования сварочного аппарата с помощью крепёжных элементов.
Как обшить раму профнастилом?
После окончательного высыхания окрашенной рамы можно начинать обшивку каркаса профнастилом. Профилированный лист укладывается на раму и аккуратно прикрепляется при помощи саморезов или заклёпок. При этом заклёпки имеют более привлекательный внешний вид.
Саморезы или заклёпки обязательно крепятся только в углублениях профнастила. Для крепления 1 кв.м. материала используют не менее 6 саморезов или заклёпок. Это, в первую очередь, обусловлено тем, что створки ворот, помимо собственного веса, должны выдерживать дополнительную ветровую нагрузку. После того как листы профлиста закреплены, ворота навешиваются на петли.
Усовершенствование распашных ворот
Ранее нами была рассмотрена схема стандартных ворот распашного типа. Но учитывая современные реалии постоянно вручную открывать их не совсем удобно. Поэтому можно автоматизировать данный процесс. При этом придумывать что-то новое не придётся, так как в продаже существуют линейные электроприводы.
В комплект автоматизированного оборудования также входит блок управления, электромагнитный запорный механизм и сигнальная лампа. Подключение распашных автоматических ворот из профнастила выполняется в типичную розетку переменного тока. На фото можно увидеть, как все элементы дополняют общий вид конструкции.
В зависимости, в какую сторону будет происходить открывание створок, можно выделить два варианта установки автоматической конструкции: наружный и внутренний. Но вне зависимости от способа открытия, монтаж автоматики одинаковый. Если рассматривать блок управления системой, то он может иметь левостороннее или правостороннее размещение.
Из-за конструктивной особенности автоматизированного привода нужно предусмотреть монтажный зазор от створок ворот до несущей опоры. Если этого не было сделано заранее, то при внутреннем открывании створок нужно аккуратно подготовить и оформить места под их крепление.
Самостоятельное изготовление распашных ворот из профлиста – экономичный и надёжный способ оградить свой приусадебный участок от нежелательных гостей. При этом всю систему можно автоматизировать, что в значительной мере улучшит функциональность и практичность использования ворот.
Несколько примеров готовых ворот
Как сваривать алюминий: руководство для начинающих
1) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
2) Для получения информации о результатах программы и другой информации посетите сайт www.uti.edu/disclosures.
3) Приблизительно 8000 из 8400 выпускников UTI в 2019 году были готовы к трудоустройству. На момент составления отчета около 6700 человек были трудоустроены в течение одного года после даты выпуска, в общей сложности 84%. В эту ставку не включены выпускники, недоступные для работы по причине продолжения образования, военной службы, здоровья, заключения, смерти или статуса иностранного студента.В ставку включены выпускники, прошедшие специализированные программы повышения квалификации, а также работающие на должностях. которые были получены до или во время обучения в области ИМП, где основные должностные обязанности после окончания учебы соответствуют образовательным и учебным целям программы. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
5) Программы UTI готовят выпускников к карьере в различных отраслях промышленности с использованием предоставленного обучения, в первую очередь, для специалистов по автомобилям, дизельным двигателям, ремонту после столкновений, мотоциклетным и морским техникам.Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от в качестве технического специалиста, например: специалист по запчастям, специалист по обслуживанию, изготовитель, лакокрасочный отдел и владелец / оператор магазина. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
6) Достижения выпускников ИТИ могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату.ИМП образовательное учреждение и не может гарантировать работу или заработную плату.
7) Для завершения некоторых программ может потребоваться более одного года.
10) Финансовая помощь и стипендии доступны тем, кто соответствует требованиям. Награды различаются в зависимости от конкретных условий, критериев и состояния.
11) См. Подробную информацию о программе для получения информации о требованиях и условиях, которые могут применяться.
12) На основе данных, собранных из Бюро статистики труда США, прогнозы занятости (2016-2026), www.bls.gov, просмотрено 24 октября 2017 г. Прогнозируемое количество годовых Вакансии по классификации должностей: Автомеханики и механики — 75 900; Специалисты по механике автобусов и грузовиков и по дизельным двигателям — 28 300 человек; Ремонтники кузовов и связанных с ними автомобилей, 17 200. Вакансии включают вакансии в связи с ростом и чистые замены.
14) Программы поощрения и право сотрудников на участие в программе остаются на усмотрение работодателя и доступны в определенных местах. Могут применяться особые условия.Поговорите с потенциальными работодателями, чтобы узнать больше о программах, доступных в вашем районе.
15) Оплачиваемые производителем программы повышения квалификации проводятся UTI от имени производителей, которые определяют критерии и условия приемки. Эти программы не являются частью аккредитации UTI. Программы доступны в некоторых регионах.
16) Не все программы аккредитованы ASE Education Foundation.
20) Льготы VA могут быть доступны не на всех территориях кампуса.
21) GI Bill® является зарегистрированным товарным знаком U.S. Департамент по делам ветеранов (VA). Более подробная информация о льготах на образование, предлагаемых VA, доступна на официальном веб-сайте правительства США.
22) Грант «Приветствие за служение» доступен всем ветеранам, имеющим право на участие в программе, на всех кампусах. Программа «Желтая лента» одобрена в наших кампусах в Эйвондейле, Далласе / Форт-Уэрте, Лонг-Бич, Орландо, Ранчо Кукамонга и Сакраменто.
24) Технический институт NASCAR готовит выпускников к работе в качестве технических специалистов по обслуживанию автомобилей начального уровня.Выпускники, которые сдают факультативные программы NASCAR, также могут иметь возможности трудоустройства в отраслях, связанных с гонками. Из тех выпускников 2019 года, которые взяли факультативы, примерно 20% нашли возможности, связанные с гонками. Общий уровень занятости в NASCAR Tech в 2019 году составил 84%.
25) Расчетная годовая средняя заработная плата для специалистов по обслуживанию автомобилей и механиков в Службе занятости и заработной платы Бюро статистики труда США, май 2019 г. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве автомобильных техников.Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сервисный писатель, смог. инспектор и менеджер по запасным частям. Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве техников и механиков по обслуживанию автомобилей в Содружестве Массачусетс (49-3023) составляет от 29 050 до 45 980 долларов (данные по Массачусетсу, данные за май 2018 г., просмотр за 10 сентября 2020 г.). Информация о зарплате в Северной Каролине: The U.S. Согласно оценке Министерства труда США, средняя почасовая оплата в размере 50% квалифицированных автомобильных техников в Северной Каролине, опубликованная в мае 2019 года, составляет 19,52 доллара США. Бюро статистики труда не публикует данные начального уровня. данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 13,84 и 10,60 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г. и Механика, просмотр 14 сентября 2020 года.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
26) Расчетная годовая средняя заработная плата сварщиков, резчиков, паяльщиков и паяльщиков в Бюро трудовой статистики США по занятости и заработной плате, май 2019 г. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников-сварщиков. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от технических специалистов, например, сертифицированный инспектор и контроль качества.Информация о заработной плате в штате Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих сварщиками, резчиками, паяльщиками и брейзерами в штате Массачусетс (51-4121), составляет от 33 490 до 48 630 долларов. (Массачусетс: трудовые ресурсы и развитие рабочей силы, данные за май 2018 г., просмотр за 10 сентября 2020 г.). Зарплата в Северной Каролине информация: Министерство труда США оценивает почасовую заработную плату в среднем 50% для квалифицированных сварщиков в Северной Каролине, опубликованную в мае 2019 года, и составляет 19 долларов.77. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-е и 10-й процентиль почасовой оплаты труда в Северной Каролине составляют 16,59 и 14,03 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г. 14, 2020.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
27) Не включает время, необходимое для прохождения 18-недельной квалификационной программы предварительных требований плюс дополнительные 12 или 24 недели обучения, зависящего от производителя, в зависимости от производителя.
28) Расчетная годовая средняя заработная плата специалистов по ремонту кузовов автомобилей и связанных с ними ремонтов в Бюро трудовой статистики США по вопросам занятости и заработной платы, май 2019 г. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников по ремонту после столкновений. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от технических, например оценщик, оценщик. и инспектор. Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, занятых в качестве ремонтников автомобилей и связанных с ними ремонтных работ (49-3021) в Содружестве Массачусетса, составляет от 31 360 до 34 590 долларов США. (Массачусетс: трудовые ресурсы и развитие рабочей силы, данные за май 2018 г., просмотр за 10 сентября 2020 г.).Зарплата в Северной Каролине информация: Министерство труда США оценивает почасовую заработную плату в размере 50% для квалифицированных специалистов по борьбе с авариями в Северной Каролине, опубликованную в мае 2019 года, и составляет 21,76 доллара США. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако, 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 16,31 и 12,63 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2018 г. 14 сентября 2020.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
29) Расчетная годовая средняя заработная плата механиков автобусов и грузовиков и специалистов по дизельным двигателям в Службе занятости и заработной платы Бюро статистики труда США, май 2019 г. Программы UTI готовят выпускников к карьере в отраслях с использованием предоставленного обучения, в первую очередь в качестве техников по дизельным двигателям . Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от дизельных. техник по грузовикам, например техник по обслуживанию, техник по локомотиву и техник по морскому дизелю.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков автобусов и грузовиков. и специалистов по дизельным двигателям (49-3031) в штате Массачусетс составляет от 29 730 до 47 690 долларов США (Массачусетс, штат Массачусетс, данные за май 2018 г., просмотрено 10 сентября 2020 г.). Информация о зарплате в Северной Каролине: согласно оценке Министерства труда США, средняя почасовая оплата квалифицированных дизельных техников в Северной Каролине составляет около 50%, опубликованная в мае 2019 года, и составляет 22 доллара.04. Бюро статистики труда. не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 18,05 и 15,42 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2018. Механики автобусов и грузовиков и специалисты по дизельным двигателям, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.
30) Расчетная годовая средняя зарплата механиков мотоциклистов в США.С. Занятость и заработная плата Бюро статистики труда, май 2019 г. Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников мотоциклов. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сервисный писатель, оборудование. обслуживание и запчасти. Информация о заработной плате для Содружества Массачусетса: Средняя годовая заработная плата начального уровня для лиц, работающих в качестве механиков мотоциклов (49-3052) в Содружестве Массачусетса, составляет 28700 долларов США (данные по Массачусетскому труду и развитию рабочей силы, данные за май 2018 г., просмотренные 10 сентября 2020 г.) .Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата составляет 50% в среднем для Стоимость квалифицированных специалистов по мотоциклам в Северной Каролине, опубликованная в мае 2019 года, составляет 16,92 доллара. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 13,18 и 10,69 долларов. соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г., Motorcycle Mechanics, просмотр 14 сентября 2020 г.)) MMI является образовательным учреждением и не может гарантировать работу или заработную плату.
31) Расчетная годовая средняя заработная плата механиков моторных лодок и техников по обслуживанию в Службе занятости и заработной платы Бюро статистики труда США, май 2019 г. Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве морских техников. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических специалистов, например, в сфере обслуживания оборудования, инспектор и помощник по запчастям.Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков моторных лодок и техников по обслуживанию (49-3051) в Содружестве Массачусетса. составляет от 31 280 до 43 390 долларов (данные за май 2018 г., Массачусетс, США, 10 сентября 2020 г.). Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированного морского техника в Северной Каролине, опубликованная в мае 2019 года, составляет 18 долларов.56. Бюро статистики труда не публикует данные начального уровня. данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 14,92 и 10,82 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г. Специалисты по обслуживанию, просмотр 2 сентября 2020 г.) MMI является образовательным учреждением и не может гарантировать работу или заработную плату.
34) Расчетная годовая средняя заработная плата операторов компьютерных инструментов с числовым программным управлением в США.С. Занятость и заработная плата Бюро статистики труда, май 2019 г. Программы UTI готовят выпускников к карьере в различных отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве технических специалистов по механической обработке с ЧПУ. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от технических, например, оператор ЧПУ, подмастерье. слесарь-механик и инспектор обработанных деталей. Информация о заработной плате для штата Массачусетс: средняя годовая заработная плата начального уровня для лиц, работающих в качестве операторов станков с компьютерным управлением, металла и пластика (51-4011) в Содружестве штата Массачусетс составляет 36 740 долларов (данные за май 2018 г., данные за май 2018 г., данные за 10 сентября, штат Массачусетс, 2020).Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных станков с ЧПУ в Северной Каролине, опубликованная в мае 2019 года, составляет 18,52 доллара. Бюро статистики труда не публикует данные начального уровня. данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 15,39 и 13,30 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г. Операторы инструмента, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
37) Курсы Power & Performance не предлагаются в Техническом институте NASCAR. UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Информацию о результатах программы и другую информацию можно найти на сайте www.uti.edu/disclosures.
38) Бюро статистики труда США прогнозирует, что к 2029 году общая занятость в каждой из следующих профессий составит: Техники и механики автомобильного сервиса — 728 800; Сварщики, резаки, паяльщики и паяльщики — 452 500 человек; Автобусы и грузовики и специалисты по дизельным двигателям — 290 800 человек; Ремонтники кузовов автомобилей и сопутствующие товары — 159 900; и операторы инструментов с ЧПУ, 141 700.См. Таблицу 1.2 Занятость в разбивке по профессиям, 2019 г. и прогноз на 2029 г. Бюро статистики труда США, www.bls.gov, дата просмотра — 3 июня 2021 г.
39) Повышение квалификации доступно для выпускников только в том случае, если курс еще доступен и есть места. Студенты несут ответственность за любые другие расходы, такие как оплата лабораторных работ, связанных с курсом.
41) Для специалистов по обслуживанию автомобилей и механиков Бюро статистики труда США прогнозирует в среднем 61 700 вакансий в год в период с 2019 по 2029 год.Вакансии включают вакансии, связанные с ростом и чистым замещением. См. Таблицу 1.10 Разделения и вакансии по профессиям, прогноз на 2019-29 гг., Бюро статистики труда США, www.bls.gov, дата просмотра 3 июня 2021 г.
42) Для сварщиков, резчиков, паяльщиков и паяльщиков, Бюро труда США Статистика прогнозирует в среднем 43 400 вакансий в год в период с 2019 по 2029 год. Вакансии включают вакансии, связанные с ростом и чистым замещением. См. Таблицу 1.10 Профессиональные разделения и вакансии, прогнозируемые на 2019-29 гг., U.S. Bureau of Labor Statistics, www.bls.gov, дата просмотра — 3 июня 2021 г.
43) Для специалистов по механике автобусов и грузовиков и специалистов по дизельным двигателям Бюро статистики труда США прогнозирует в среднем 24 500 вакансий в год в период с 2019 по 2029. Вакансии включают вакансии в связи с ростом и чистым замещением. См. Таблицу 1.10 Разделения и вакансии по профессиям, прогнозируемые на 2019-29 годы, Бюро статистики труда США, www.bls.gov, дата просмотра 3 июня 2021 года.По прогнозам Бюро статистики труда, в период с 2019 по 2029 год в среднем будет открываться 13 600 рабочих мест в год. В число вакансий входят вакансии, связанные с ростом и чистым замещением. См. Таблицу 1.10 Разделение и вакансии по профессиям, прогноз на 2019-29 годы, Бюро статистики труда США, www.bls.gov, дата просмотра 3 июня 2021 года.
45) Для операторов компьютерных инструментов с числовым программным управлением Бюро статистики труда США прогнозирует в среднем 11 800 вакансий в период с 2019 по 2029 год. Вакансии включают вакансии, связанные с ростом и чистым замещением.См. Таблицу 1.10 Профильные увольнения и вакансии, прогноз на 2019-29 годы, Бюро статистики труда США, www.bls.gov, дата просмотра 3 июня 2021 года.
46) Студенты должны иметь средний балл не ниже 3,5 и посещаемость 95%.
47) Бюро статистики труда США прогнозирует, что к 2029 году общая занятость специалистов по обслуживанию автомобилей и механиков составит 728 800 человек. См. Таблицу 1.2 Занятость в разбивке по профессиям, 2019 г. и прогноз на 2029 г. Бюро статистики труда США, www.bls.gov, дата просмотра — 3 июня 2021 г.
48) Бюро статистики труда США прогнозирует, что к 2029 году общая занятость механиков автобусов и грузовиков и специалистов по дизельным двигателям составит 290 800 человек. См. Таблицу 1.2 Занятость в разбивке по профессиям, 2019 г. и прогноз на 2029 г. Бюро статистики труда США, www.bls.gov, просмотрено 3 июня 2021 г.
49) На основе данных, собранных из Бюро статистики труда США, прогнозы занятости (2019-2029), www.bls.gov, просмотрено в сентябре 8, 2020. Планируемое общее количество ремонтов кузовов и связанных с ними автомобилей к 2029 году составит 159 900 человек.
50) Бюро статистики труда США прогнозирует, что общая занятость сварщиков, резчиков, паяльщиков и паяльщиков к 2029 году составит 452 500 человек. См. Таблицу 1.2 Занятость в разбивке по профессиям, 2019 г. и прогноз на 2029 г. Бюро статистики труда США, www.bls.gov, просмотрено 3 июня 2021 г.
51) На основе данных, собранных из Бюро статистики труда США, прогнозы занятости (2019-2029), www.bls.gov, просмотрено в сентябре 8, 2020. Планируемое общее количество операторов инструмента с ЧПУ к 2029 году составит 141 700 человек.
Универсальный технический институт штата Иллинойс, Inc. одобрен Отделом частного бизнеса и профессиональных школ Совета по высшему образованию штата Иллинойс.
Схема сварных соединений стальных листов с замкнутым профилем: а) лист —…
Контекст 1
… узлов. Эти соединения [9], выполненные на стальных лесах, поддерживают соответствующую жесткость конструкции при усталостных нагрузках (во время эксплуатации транспортного средства) или в критических условиях во время столкновения или дорожно-транспортного происшествия [5].Обычно стыкуемые элементы представляют собой стальные листы одинаковой или близкой толщины (от 0,7 до 2 мм). В дополнение к стальным листам алюминиевые панели корпуса также подвергаются точечной сварке сопротивлением, что требует применения подходящего оборудования (электродов с заданной геометрией) и поддержания требуемых параметров сварки [4,16]. Точечная контактная сварка так широко используется в автомобильной промышленности, потому что она имеет отличные технико-экономические преимущества, включая, среди прочего, высокую пригодность для автоматизации, которая сокращает продолжительность процесса [1], и относительно низкую стоимость производства, особенно при больших объемах.Гедеон и Игар [8] описали механизм образования слитка одиночного сварного шва, правильная форма и прочность которого существенно влияют на качество всего кузова автомобиля. Raoelison et al. [17] обнаружили, что качество точечной сварки зависит от размера сварочного шва, образовавшегося в результате протекания тока и давления электрода сварщика. Кроме того, Канг и др. [11], Ван и Барки [23] сосредоточили внимание на усталостной долговечности точечных сварных швов, подвергнутых различным нагрузкам. Уже много лет ведутся исследования причин, методов выявления и предотвращения дефектов, которые могут возникать в точечных сварных соединениях [20].Ли и др. В [13] описана система на основе нейронных сетей и нечеткой логики, предназначенная для контроля этапа изготовления точечного сварного соединения. Кроме того, в 60-х годах прошлого века ультразвуковой метод использовался для исследования сварных точечных соединений в различных отраслях промышленности и применяется до сих пор [3,6,12]. Помимо статистической оценки, он позволяет проводить тщательную проверку разработанных соединений на основе разрушающих испытаний и измерения диаметра сварных швов произвольно выбранных соединений из всей серии.Попытка оценить диаметр сварного шва с помощью ультразвуковой волны была предпринята Рохлиным и Адлером [18]. Сейчас на заводах, производящих автомобили, широко применяется ультразвуковой метод контроля сварных швов стального листа. Spinella et al. [21] установлено, что ультразвуковой метод обеспечивает снижение затрат, связанных с контролем сварных соединений. Однако та же работа подтвердила выводы, содержащиеся в публикации Mozurkewich [15], относительно соответствующей квалификации и навыков ультразвуковых контроллеров, особенно тех, кто проверяет сварные швы с помощью техники A-scan.Ультразвуковой контроль алюминиевых точечных сварных соединений также проводится в методике C-scan, и полученные изображения позволяют контролировать как диаметр сварного шва, так и его форму [22]. Современные заводы также используют системы измерения сварных швов при его реализации, а иногда процесс сварки контролируется на основе сигналов от ультразвуковых преобразователей, размещенных в электродах сварщика [7,10,14]. Кроме того, Schubert et al. В работе [19] представлена возможность использования современного ультразвукового оборудования для контактной точечной сварки (например.г. Система матричных массивов США). В данной статье делается попытка применить ультразвуковой метод (А-сканирование) и разработана методика оценки конкретного типа соединений, сваренных точечной сваркой листовой стали с замкнутым профилем, которая используется при производстве современных автомобильных сидений. Такие соединения выдерживают нагрузки человеческого веса и силы, возникающие при ускорении, торможении и поворотах. Каркас сиденья должен также передавать нагрузки и сохранять требуемые свойства во время аварии. Первый этап эксперимента включал в себя ряд точечных стыков стального листа с замкнутым профилем, который был подготовлен на производственной линии компонентов салона автомобиля.В исследовании использовались два разных типа соединений, которые соединяли стальной лист (толщиной 1 мм) с замкнутым профилем. В первом случае это была трубка диаметром 40 мм и толщиной стенки 3 мм. Во втором случае металлический лист соединялся с замкнутым профилем прямоугольной формы размерами 10 × 25 мм и толщиной стенки 2 мм. Свариваемым материалом служила сталь, которая была тщательно отобрана производителем тестируемых компонентов внутреннего оборудования автомобиля. Выполнение точечной сварки в случае соединения вышеупомянутых элементов требует использования соответствующих сварочных электродов, которые включают электроды различного размера и формы, например сферические, цилиндрические или конические.Параметры процесса сварки подобраны таким образом, чтобы диаметр сварного шва соответствовал требованиям и нормам производителя (после разрушающих испытаний он составлял не менее 4 мм), а соединение было качественным. В случае представленных сварных соединений применение электродов необходимо, особенно для замкнутого профиля, который не является непосредственно местом образования сварных швов (рис. 1). Это важное отличие, которое отличает испытанные сварные швы от классических соединений (лист – лист).Поперечный разрез испытуемого соединения после его разреза показан на рис. 2 и 3. На втором этапе эксперимента ультразвуковым методом оценивались характеристики и качество ранее изготовленных сварных соединений. Ультразвуковой дефектоскоп USLT 2000 использовался с набором стандартных ультразвуковых датчиков высокой частоты (20 МГц) с водяной задержкой, предназначенных для контроля точечных сварных швов. Линия задержки имеет цилиндрическую форму, емкость с водой была закрытой. На конце преобразователя была закреплена мембрана для лучшего прилипания к поверхности во время испытания.Диаметры ультразвуковых преобразователей выбирались из расчета минимального диаметра сварного шва, который должен составлять 4 мм. Отдельные результаты ультразвуковых и механических (разрушающих) испытаний, проведенных на серии сварных соединений стального листа и замкнутого профиля (круглого и прямоугольного сечения), приведены в таблице 1. Наиболее важным параметром ультразвукового контроля является количество эхо-сигналов и так называемые промежуточные эхо, которые могут указывать на неправильно выполненный сустав. При проведении стандартной процедуры испытаний сварных соединений (лист – лист) контролируется также толщина стыка, обозначенная как RWS.Измерение толщины представленных сварных швов затруднено и практически невозможно осуществить в условиях производственного контроля. Это связано с характерной формой и структурой соединений, поскольку один из электродов сварочного аппарата не касается непосредственно места, где образуется сварочный стержень. Поэтому трудно определить соответствующую деформацию испытуемых деталей, которая образуется при прижатии электрода к листу и замкнутому профилю, и, следовательно, толщину испытанного сварного шва.Для механических испытаний контролируемым параметром является диаметр сварного шва, измеренный в двух перпендикулярных направлениях после разрушающего испытания соединения. Кроме того, в таблице 1 показано качество соединения, определенное на основе ультразвуковых параметров, которое было подтверждено механическими испытаниями. Примеры импульсов, полученных при испытании сварных соединений, показаны на рис. 4 (импульсы для правильно выполненного стыка) и на рис. 5 (неправильно выполненное соединение – прилипание). Для правильно выполненного сварного шва экран ультразвукового дефектоскопа показал четыре эхо-сигнала (от нижней части шва), а соответствующие разрушающие испытания подтвердили соответствующий диаметр сварного шва (рис.6). Для других правильно выполненных сварных швов количество эхосигналов варьировалось от 2 до 5. Обнаруженный неправильно выполненный сварной шов (рис. 7), в котором произошло прилипание, характеризуется наличием эхо-сигналов от нижней части шва, а также так называемым промежуточные эхо. В свариваемых изделиях (лист и замкнутый профиль) переплав в зоне давления электродов не производился, поэтому после разрушающих испытаний обнаружено отсутствие сварного шва. Подводя итоги исследований, следует отметить, что указанные выше дефекты точечных сварных соединений стального листа и замкнутого профиля (заедание, слишком малый диаметр стержня) могут быть следствием несовпадения электродов, их выполняющих.Отсутствие центровки электродов изменяет силу давления, правильное значение которой необходимо для выполнения правильного соединения. Эта ситуация связана с расположением сварных швов на элементах автокресла и необходимостью применения длинных и часто сложных форм специальных рычагов, к которым прикрепляются электроды сварщика. Ультразвуковые испытания позволили разработать процедуры контроля качества сварных соединений листовой стали и закрытого профиля (рис. 8), которые могут быть использованы на заводах, производящих компоненты автомобильного оборудования.Основными элементами этой процедуры является калибровка ультразвукового дефектоскопа, под которой понимается выбор правильно разработанной программы и правильное выполнение измерения, что часто является практической проблемой и может отрицательно повлиять на результат ультразвуковых испытаний. . Как уже упоминалось, неразрушающий контроль с использованием ультразвукового метода во многих случаях может заменить традиционные разрушающие методы, используемые для контроля сварных элементов автокресел (сварных швов между закрытым профилем и листом).Цель анализа продукта, в данном случае каркаса сиденья автомобильного транспортного средства, состоит в том, чтобы определить, является ли с точки зрения компании более предпочтительным исследование сварных швов стального листа и замкнутого профиля с помощью неразрушающего или неразрушающего контроля. . Период анализа определен на пять лет, согласно утвержденному периоду, в течение которого закупленное оборудование будет работать эффективно. Общепринятая модель затрат, разработанная Фабрики и Бланшаром [2], предполагает, что конечным моментом анализа является ликвидация или продажа продукта.В анализируемом случае подавляющее большинство затрат — это производственные потери, которые превысят затраты на приобретение и эксплуатацию, что, в свою очередь, определяет приведенную стоимость …
Строительство 15-футовых ворот из металла
Теперь, когда мой магазин построен, я займусь проектом, который был в моем списке дел с момента переезда… .gates. Поскольку у меня две подъездные дороги, одна ведет к дому, а другая — к магазину, я построю две. В этом видео рассказывается, как я построил этот ведущий к дому, так что давайте расскажем, как я это сделал.
вещей, которые я использовал в этом проекте:
ISOtunes Bluetooth Защита слуха
Lincoln Power Mig 260
Сварочный кожух
Сварочный и шлифовальный кожух
Сварочный кожух
Сварочные перчатки
Triton SuperJaws
Аккумуляторный шлифовальный станок
Шлифовальный станок с питанием от сети
Portaband
Rust-Oleum Ultimate Black Spray Paint
Ленточно-шлифовальный станок Triton 4 ″
Эти ворота будут 15 футов в длину и 6 футов в высоту и будут полностью сделаны из стали….Это означало, что я хорошо потренировался, создавая его.
Поскольку у меня ничего не было установлено или построено на металлической стороне моего магазина, я построил все это в своем цехе. Полагаю, даже если бы у меня был верстак, мне все равно пришлось бы строить его на полу.
Я начал с резки квадратных трубных соединений, которые будут составлять нижнюю и две стороны основной рамы. В обработке металла есть одно существенное отличие от дерева: насколько все тяжелее, что требуется так много времени, чтобы обработать даже один пропил.
Я построил опору из обрезков древесины для поддержки подачи материала на материале и убедился, что каждый стык считывает уровень, прежде чем делать разрезы.
Я никогда раньше не строил ворота, поэтому перед тем, как приступить к этому проекту, я спросил нескольких друзей-сварщиков, какую толщину материала мне выбрать, а также следует ли включать в конструкцию диагональ. Информация, которую я получил, не была диагональной, так как это не помогло бы с провисанием, поскольку ворота длиннее, чем она, но для использования более толстого материала для нижнего соединения и стороны петель рамы.Вот что я сделал. Более тяжелый материал составляет 1/4 дюйма, тогда как верхняя и открытая сторона — 3/16 дюйма.
Еще кое-что, что поможет с провисанием, — это верхняя дуга. Он не только декоративный, но и функциональный. Сначала я купил прямые трубки 2 × 2, думая, что найду потрясающий магазин, чтобы согнуть их для меня. Нух Ух. Это было действительно дорого, но оказалось, что местный сталелитейный магазин под названием Triple S продает разные арки прямо с полки.
Перед тем, как отрезать их по длине, я решил сначала сварить нижнюю часть и две стороны, чтобы привести их в фиксированное состояние, прежде чем пытаться измерить арку.Я потратил время не только на то, чтобы стороны были полностью перпендикулярны низу, но и на то, чтобы убедиться, что материал приятный и ровный по отношению друг к другу. Я сделал несколько прихваточных швов в разных местах с обеих сторон, снова измерил все, чтобы убедиться, что он все еще квадратный и плоский, затем вернулся, чтобы сварить три стороны вплотную.
Теперь, когда он застрял на месте, я мог разрезать арку. Главное, что нужно учитывать, это то, что я хотел, чтобы центр арки находился в центре моих ворот. Итак, я сначала нашел центр внизу, что было несложно.
Чтобы получить центр на моей арке, я потянул ленту из стороны в сторону, затем использовал обрамляющий квадрат, чтобы найти центр на ленте, затем перенес эту линию на арку … которая была примерно на 14 дюймов выше ленты.
Затем я использовал свой квадрат для обрамления внизу, чтобы выровнять прямую доску для обрезки до моей нижней отметки. Затем переместите верхнюю арку, пока доска также не выровняется до отметки на ней. Теперь я мог отметить обе стороны арки, где она выстраивалась по сторонам ворот. Я отметил нижнюю сторону, чтобы не заниматься математикой и не вычислять необходимый угол.
В качестве двойной проверки я измерил обе стороны, которые собирался отрезать, и когда они измерили то же самое, я понял, что все в порядке и готово к резке.
Длина второй дуги точно такая же, как у первой, поэтому, как только я сделал первый разрез, я мог положить его поверх второго и использовать его, чтобы обвести мои линии разреза.
Их установили довольно быстро, так как мне просто нужно было убедиться, что все было красиво и ровно, когда я их закреплял и устанавливал. И, конечно же, они были расположены на одинаковом расстоянии с левой и правой стороны.
Поскольку я планировал, что эта сторона будет передней частью моих ворот, после того, как я завершил сварку болей, я вернулся с шлифовальной машиной и заточил свои сварные швы, пока они не стали красивыми и гладкими. Используйте этот потрясающий новый кожух от Lincoln Electric, который представляет собой сварочный кожух с автоматическим затемнением, но его можно перевернуть, чтобы быстро стать прозрачным защитным экраном для шлифования. Это избавляет от необходимости выключать головной убор, когда необходимо многократно переходить между двумя задачами во время проекта. На мой взгляд очень круто.
На этом этапе рама готова. Для центра я буду равномерно заполнять пространство трубкой 3/4 дюйма.
Сначала я равномерно разделил пространство, чтобы выяснить, какое расстояние должно быть между каждым пикетом, чтобы можно было вырезать связку деревянных распорок. Для этого я разрезал все, что было в моем мусорном ведре, чтобы выбросить. Перед их установкой я должен был убедиться, что между прокладкой и металлической планкой нет скопления металлической пыли или другого мусора.Затем я рисовал ленту поперек пролета, чтобы посмотреть, до какой высоты нужно обрезать следующий пикет.
Нижняя часть, конечно, обрезана под 90, но у верхней есть эта арка, чтобы стыковаться. Это означает, что угол среза меняется, поэтому, когда я натягивал ленту, я читал левую и правую, а затем отмечал два измерения на моем материале, чтобы я мог соединить их с помощью прямой кромки и иметь визуальное представление о необходимом разрезе.
У этих ворот было много пикетов. Это означало, что это был трудоемкий процесс.Чтобы ускорить процесс, я установил две режущие станции, чтобы я мог держать свою отрезную пилу на истинных 90 и получать нижний срез, затем я использовал свой портвейн для получения наклонных верхних резов. Вставляю пикет в мои SuperJaws, чтобы отрезать его, а также стачивать концы, если нужно немного снять.
Как только я добрался до середины пути, все действительно набрало скорость, потому что я смог взять пикеты, которые я уже вырезал, и использовать их, чтобы сделать двойник для зеркальной стороны. Это убило все измерения, я просто обращаю внимание на то, чтобы они были в правильном порядке.
После того, как все пикеты были разрезаны, я начал их прикреплять, сначала пройдя их и прикрепив на место. Я хотел, чтобы эти планки находились по центру нижней направляющей, поэтому я взял распорку необходимой толщины и переместил ее под пикет.
На этом этапе важно было убедиться, что пикет не только прилегает ровно к этой нижней распорке, но и прижимается к распорке, определяя расстояние от следующего пикета. Чтобы все пикеты находились на одной линии, я использовал одну и ту же распорку для дна и перемещал ее от пикета к пикету.Я бы приклеил несколько снизу, затем повторил процесс, взяв с собой ту же прокладку, наверх.
Когда я добрался до конца ворот и убедился, что все выглядит красиво, ровно и равномерно, я вернулся через пикеты и приварил их. Собственно приваривал только лицевую сторону с лежащим воротом. Сделав это, я поднял ворота, используя свои SuperJaws, чтобы они не упали, затем сварил боковые и заднюю части. Было здорово увидеть ворота и возможность их обойти.По какой-то причине, когда он лежал на земле, он казался большим, но не 15 на 6 футов. Но выдержал, действительно погрузился в то, насколько велики были эти ворота.
Когда ворота были подняты вправо, я смог сварить то, что будет задней стороной рамы ворот. Это была сторона, лежащая напротив моего цеха, когда она лежала на земле. Annnnnd я также закрыл конец открытой квадратной трубки. Я сделал это, зажав какую-то плоскую поверхность и отрезав кусок, достаточно большой, чтобы поместиться внутри трубки.Я использовал магнит, чтобы удерживать его на месте, затем прихватывал, а затем приваривал. Затем возвращаемся с мясорубкой, чтобы получилось красиво и гладко.
Я использую новый Lincoln 260 Power Mig для этого проекта, и мне очень нравится, насколько быстро и просто можно изменить толщину материала. Несколько щелчков и поворот кнопки, и я могу перейти с 3/16 дюйма на размер 16.
И это! Готовые ворота. Это забавно, потому что, хотя это одна из самых больших вещей, которые я построил, мне потребовалось всего три дня, чтобы добраться до этого места.Один для сборки корпуса, два для разрезания пикетов и один прихват и сварка всего на месте. Поэтому, если у вас есть ворота в вашем списке дел, не думайте, что создать их самостоятельно.
Далее была краска. Я позвонил Брэйну и Коди, чтобы они помогли с этим, так как я хотел переместить ворота на крыльцо, чтобы сначала очистить их. Поскольку эти ворота весят около 350 фунтов, они схватили трактор, несколько ремней и быстро заставили его двинуться. Я снова использовал свои Triton SuperJaws, чтобы стабилизировать его, и обнаружил, что у них на самом деле достаточно выброса в сторону, чтобы стоять на ногах и при этом держаться за ворота…..так что это круто.
Я установил ворота на OSB и обрезал деревянные блоки, чтобы защитить крыльцо от краски. Перед тем, как покрасить, я хорошенько почистил все это. Я наполнил ведро водой с мылом, затем с помощью щетки с жесткой щетиной прошелся по воротам и удалил всю окалину.
Это был неприятный шаг.
После того, как он был чистым, я дал ему высохнуть, а затем начал красить. Для этих ворот я использовал текстурированную черную аэрозольную краску Rust Oleum.Это защитная краска с эмалевой текстурой, быстросохнущая, предотвращающая ржавчину и подходящая для внутреннего и наружного применения. Хотя я выбрал черный, он бывает самых разных цветов. Вы не можете увидеть это на видео, но я не могу сказать достаточно о том, насколько мне нравится текстура этой краски.
Я начал с покраски быстрой и легкой части ворот, рамы, затем перешел к пикетам. Метод, который, как мне показалось, работает лучше всего с точки зрения быстрого движения и красивого внешнего вида, — это начать снизу и встать, удерживая спусковой крючок.Как только вы попадаете в канавку, становится легко поддерживать прямую линию стерилизации на одной линии с пикетом. Покрасив фасады, я повторил это на боковых сторонах и спине.
Я мог бы вернуться позже и добавить что-нибудь декоративное в середине забора, но пока я оставляю это как есть. Как я уже сказал, у меня есть два входа в мою собственность, поэтому следите за обновлениями не только для вторых ворот, но и для установки!
Как покрасить металлические перила: чистка и ремонт перил и ворот
Старые металлические перила, заборы, ворота и другие наружные металлоконструкции являются важными архитектурными элементами, которые также служат практическим целям.
Многие оригинальные железные перила и ворота будут покрашены, а другие оставлены в их естественном состоянии, чтобы продемонстрировать красоту металла.
Узнайте, как отремонтировать, очистить и перекрасить перила и другие металлические конструкции ниже, а также добавьте их в свой ежегодный осмотр дома, чтобы предупредить проблемы до их возникновения.
Не забывайте сокращать растения, так как если они посягают на перила, они могут со временем медленно разрушать металлические конструкции.
(Изображение предоставлено: Фотография Ли Клэпп)
Зачем обслуживать железные перила?
Перила и другие металлоконструкции уязвимы для повреждений из-за трещин, ржавчины и других форм коррозии.За всеми предметами следует регулярно и тщательно ухаживать и, при необходимости, чистить, красить и смазывать.
Какой металл?
(Изображение предоставлено Крисом Топпом)
Чтобы обеспечить наилучший подход, попробуйте определить тип используемого металла. Черные металлы, содержащие железо, которые используются в ограждениях или воротах, не всегда легко отличить друг от друга, особенно потому, что они часто скрыты под толстым слоем краски, а различные металлы используются в комбинации. Например, декоративные головки на кованых перилах иногда бывают чугунными.
Утюг долговечен и при регулярном уходе прослужит долгие годы. Но там, где краска стерлась, воздействие воды и воздуха может быстро привести к ржавчине и гниению. Когда железо корродирует, оно увеличивается в 10 раз по сравнению с исходным размером, вызывая деформацию и раздвигание секций. Металлические компоненты, вставленные в камень, могут даже привести к его разрушению.
- Поврежденное лакокрасочное покрытие
- Вздутие, обесцвечивание краски или ямки на поверхностях
- Коррозия и дефекты швов
- Поврежденные или отсутствующие участки
- Влага или грязь
- Рост мха или растений
- Пятна ржавчины на штукатурке, кирпичной кладке и других поверхностях с металлоконструкциями, включая колонны и цоколи
- Растрескивание кирпичной кладки, где крепятся металлические конструкции
- Скрип, заедание или провисание ворот
Окраска ворот и перил является важной частью их обслуживания, так как вода попадает на металл под ними тогда он ржавеет.
(Изображение предоставлено Колином Лефтли)
Измельчение разросшейся растительности, устранение пятен коррозии и повторная окраска сколов и отслаивающегося лакокрасочного покрытия позволит избежать проблем в будущем.
Избегайте дешевого ремонта при наличии повреждений. Они часто используют неподходящие материалы, такие как алюминий или низкоуглеродистую сталь, а некачественная сварка может ускорить выход из строя.
Как чистить и перекрашивать перила и ворота
Регулярная отделка металлических изделий, таких как перила и ворота, необходима для предотвращения ржавчины и гниения, вызванных воздействием воздуха и воды.
Очень важна хорошая подготовка поверхности и сначала необходимо удалить всю отслаивающуюся краску и ржавчину.
Вам понадобится
1.Счистить старую отслаивающуюся краску щеткой
С помощью стальной щетки удалите все отслаивающиеся и старые отслаивающиеся слои краски. Это важно — новая краска не соединится с существующей краской и не защитит металл, если перила не будут очищены от рыхлой ржавчины и ненадежной краски. Удалите сильные водоросли и обработайте стерилизующим раствором, затем оставьте на 24 часа и смойте.
2. Очистите мох и сорняки
Проверьте нижнюю часть перил, соскребите мох и удалите сорняки.Иногда между кирпичным плинтусом и бруском внизу бывает щель, где может собираться мусор. Это становится ловушкой для влаги, способствующей коррозии, поскольку металл никогда не высыхает. Осмотрите и очистите скребком.
Существующее лакокрасочное покрытие необходимо «закрепить» или придать шероховатость наждачной бумагой средней степени чистоты для создания хорошей адгезии для новой краски. Влажная и сухая бумага, используемая с водой, предотвращает «засорение» бумаги. Также рекомендуется влажное шлифование, так как это уменьшает количество пыли.Для получения гладкой поверхности протрите края, чтобы избежать появления «ступенек» на новом лакокрасочном покрытии.
4. Удалите жир и грязь
Надев перчатки и используя чистую ткань, тщательно вымойте перила раствором сахарного мыла, растворенным в горячей воде. Это также избавит от всей грязи и копоти, а также от любых жирных отложений. После того, как перила будут полностью очищены, смойте грязную пену новой тканью и большим количеством воды.
5. Обрежьте близлежащие растения и испытайте краску.
Обрежьте всю растительность, которая соприкасается с перилами.Если закрашиваете существующую краску, вы должны убедиться, что новая краска совместима. Нарисуйте пробный участок и оставьте на ночь. Hammerite можно наносить прямо на металл без грунтовки, но если вы используете глянцевую краску, металл должен быть без ржавчины, а затем защищен двумя слоями грунтовки на основе цинка.
6. Защищайте растения от брызг краски
Используйте несколько больших листов картона для защиты растений за перилами. Удерживайте на месте, вдавливая трости в землю с разных сторон доски.
7. Завершите подготовку.
Прикрепите старую газету к кирпичным цоколям, столбам и дорожкам с помощью малярной ленты. Уточняйте прогноз погоды: лучше всего теплый немного пасмурный день; не рисуйте, когда прогнозируется ветер или дождь, и избегайте месяцев с ноября по февраль, так как будет слишком холодно и влажно для того, чтобы краска полностью застыла.
8. Нанесите новые слои краски.
Нанесите кистью два слоя краски, следуя инструкциям производителя относительно промежутка времени между слоями.Первый слой может стать изъеденным, если второй нанести слишком рано, и два тонких слоя более эффективны, чем один более толстый. Если у вас много перил, вы можете предпочесть пистолет-распылитель.
Готовые перила, получившие новую жизнь благодаря очистке и перекраске
Удаление слоев краски с перил
Мелкие детали металлических предметов часто скрыты скопившимися слоями краски, поэтому их может потребоваться удаленный. Используйте химические очистители, наносимые кистью, или системы для снятия припарок, следуя инструкциям производителя.Пистолеты горячего воздуха не работают с металлом, так как тепло быстро рассеивается.
При удалении краски с перил могут быть подходящими методы очистки с помощью дробеструйной очистки или мгновенного пламени, если они выполняются профессионалом, имеющим опыт работы по консервации.
(Изображение предоставлено Роджером Хантом)
Как отремонтировать перила
Регулярное техническое обслуживание и перекраска перил и других металлоконструкций — лучшая защита от ржавчины и порчи. Другие потенциальные проблемы включают в себя растрескивание чугуна из-за ударов или дефектов литья, а также деформацию кованого железа.
В случае повреждения кованого железа можно отремонтировать, отрезав дефектные отрезки и приварив новые детали из аналогичного материала. Переработанное кованое железо доступно, но с 1970-х годов в Великобритании не было новых источников.
Чугун легче ремонтируется холодной прошивкой. Фирмы-специалисты могут брать формы с очищенных оригиналов и переделывать компоненты.
Помните, что ремонт перил — это квалифицированная работа, требующая значительного мастерства.Обратитесь к кузнецу, который будет выполнять новые работы на аналогичной основе.
Используйте неповрежденные куски чугуна для изготовления шаблонов для новых отливок. Свяжитесь с литейными заводами, так как некоторые из них до сих пор хранят на складе традиционные выкройки.
Вы также можете найти архитектурные гаражи для замены предметов.
Всегда старайтесь сохранить как можно больше оригинала и выполняйте ремонт из аналогичных материалов.
Утилизационные склады могут быть хорошим источником оригинальных железных ворот и перил, например, из Lassco
(Изображение предоставлено Lassco)
Когда заменять металлоконструкции
Иногда, например, в случае повреждения автомобиля, замена может быть единственным вариантом.Можно легко получить новые эквиваленты чугуна и мягкой стали, а при тщательной ковке мягкую сталь трудно отличить от кованого железа.
Для отделки в старинном стиле лучше использовать традиционные методы сборки, а не дуговую сварку, которая широко используется сегодня.
Имейте в виду, что многие изделия, которые сегодня продаются как «кованые», такие как ворота, на самом деле изготавливаются из стандартных стальных секций, сваренных вместе. Хотя они идеально подходят для использования, они мало что заимствуют из настоящих кузнечных традиций.
При замене старых перил важно использовать компанию, которая использует традиционные кузнечные навыки. Этот новый дизайн террасы разработан Heritage Cast Iron
(Изображение предоставлено: Heritage Cast Iron)
Краткая история железных перил
Кованое железо начало широко использоваться для создания декоративных предметов, включая ворота и ширмы, в 17-18 вв.
Больше из журнала Period Living
(Изображение предоставлено: Period Living)
Period Living — это самый продаваемый британский журнал о домах периода.Получайте вдохновение, идеи и советы прямо к вашей двери каждый месяц с подпиской.
До тех пор, пока технический прогресс в ходе промышленной революции не привел к массовому производству кованого и чугуна, местные кузнецы производили изделия в скромных масштабах. вскоре стал излюбленным строительным материалом для использования в качестве декоративного элемента.
До конца 19 века он использовался для изготовления таких компонентов, как петли и ручки, ворота и балконы, прежде чем в конце 19 века его в значительной степени вытеснила сталь.
Чугун стал популярным после изобретения вагранки в 18 веке. Это позволяло разливать жидкий чугун и отливать его в формы на литейном производстве. Отливки часто соединялись гайками и болтами или сцеплением частей.
Чугун хрупкий и слабее при растяжении, чем кованое железо, но его легче и быстрее изготавливать. Компоненты имеют более глубокий профиль и более повторяющийся вид. В отличие от кованого железа, чугун никогда полностью не заменялся сталью.
Кованое железо имеет более нежный вид, и, поскольку каждое изделие формируется индивидуально, существует больше возможностей для небольших вариаций в готовом изделии.
Характеристика Хелайн Клэр с дополнительной копией Роджера Ханта, Дугласа Кента и Мелани Гриффитс
Дополнительные проекты ремонта:
Что делать с линиями слабых сварных швов
Линии сварки возникают, когда конструктивные элементы детали или инструмента, такие как отверстия или ребра, разделяют поток расплава, и отдельные потоки не сливаются полностью при встрече.Слабые линии сварного шва возникают, когда перепутывание полимерных цепей на границах фронта потока незначительное или отсутствует.
Линии сварки или трикотажа, возможно, являются наиболее распространенным дефектом, который трудно устранить при литье под давлением. Они возникают при столкновении фронтов течения расплава в полости формы. Плохая линия вязания может вызвать только косметические дефекты или существенно ослабить структурную целостность детали. Прочность на линии вязания может составлять всего 20% от номинальной прочности детали — или она может быть на 100% выше, в зависимости от множества переменных.
Слабые линии сварного шва связаны с выбором материала, конструкцией деталей, инструментами и обработкой. Некоторые материалы более или менее «снисходительны» к сварным линиям. Конструкция детали имеет значение, поскольку неоднородная толщина стенки может изменять сдвиг и скорость потока фронта расплава, что приводит к разделению пути потока. Эффекты оснастки включают в себя несколько ворот в полости и выступы в форме, такие как выступы и ребра, а также отверстия или углубления, все из которых могут прерывать и разделять поток расплава на отдельные фронты.Изменение температуры на одном участке поверхности формы также может создать неоднородный фронт потока.
Запутывающие цепи
Характеристики материала могут повлиять на вязку фронтов расплава. Слабость возникает, когда полимерные цепи только частично запутываются по линии сварного шва. Аморфные смолы обычно обеспечивают лучшую прочность линии сварки, чем полукристаллические смолы, а смола с более высокой скоростью потока может обеспечить лучшую упаковку для более прочной линии сварки.Добавление стекловолокна также снижает прочность сварного шва.
Иногда летучие вещества, выделяемые смолой во время обработки, снижают прочность сварного шва. Если не вентилировать должным образом, газ может разделить фронты потока.
Проектирование деталей и инструментов
В целом, характер течения пластика при его входе в полость формы является наиболее важным для прочности линии сварки. Сведение к минимуму прерываний потока и забота о размещении их так, чтобы фронты потока могли встречаться и течь на некотором расстоянии друг от друга для правильного слияния, являются ключами к оптимизации производительности детали.
Первое правило — разместить затвор так, чтобы линия шва не находилась в той области детали, которая будет подвергаться высоким нагрузкам во время использования. Измените расположение ворот, чтобы переместить линию сварного шва в ненагруженную зону. Если деталь имеет несколько ворот, попробуйте заблокировать некоторые ворота, чтобы уменьшить количество потенциальных фронтов потока (но сначала получите разрешение!). В качестве альтернативы попробуйте добавить язычок перелива, который способствует удалению воздуха и запутыванию молекулярных цепей.
Оптимизируйте линии сварки, выбрав положение затвора, которое позволяет полимеру продолжать течь и сливаться после рекомбинации фронтов потока.
Еще одно важное правило конструкции детали — равномерная номинальная стенка, обеспечивающая постоянный фронт потока и предотвращающая колебания потока при заполнении. Здесь важен тип смолы и ее усадка. Максимальное отклонение толщины стенки, допустимое для аморфных смол или смол с низкой усадкой, составляет 25%, в то время как для полукристаллических смол или смол с высокой усадкой максимальное отклонение номинальной толщины стенки ограничивается 15%.
Оптимизируйте характеристики линии сварки, выбрав такое положение затвора, которое позволит полимеру продолжать течь и сливаться после рекомбинации фронтов потока.Также очень важно правильно вентилировать область на линии сварного шва и рядом с ней. Возможно, стоит добавить язычок потока, который позволяет фронтам потока немного лучше срастаться, а также действует как вентиль для захваченного воздуха, когда фронты потока встречаются. Эта вкладка потока должна быть отключена, что требует дополнительной операции. Выступы, ребра и т.п. должны располагаться по направлению потока для облегчения заполнения и удаления воздуха. Другие методы уменьшения или удаления захваченного воздуха — это использование пористой стальной вставки или вентилируемых стержней сердечника для улучшения вентиляции.Другой подход — вакуумная вентиляция.
Если вы подозреваете, что на пресс-форме есть горячая точка, дайте инструменту постоять в покое, пока он не нагреется до однородной температуры. Сравните первый снимок с последующими кадрами материала. Если путь потока отличается, причиной является проблема температуры и охлаждения, связанная с инструментальной сталью. Проверьте форму на наличие горячих точек и постарайтесь добиться равномерного охлаждения. Убедитесь, что обе половины формы имеют одинаковую температуру.
Указатели обработки
Обработка может повлиять на прочность и внешний вид линии сварки, но не может устранить первопричины в конструкции материала, детали или инструмента.Низкое давление на фронте потока не способствует запутыванию молекулярных цепей, что приводит к плохой ударной вязкости. Деталь может быть запакована не полностью, и если линия сварного шва находится в последней области для заполнения, она может не ощутить большого давления уплотнения.
Захваченный воздух (или летучие вещества) может препятствовать хорошему сшиванию фронтов сходящегося потока. Штифты с сердечником, «глухие» отверстия и особые элементы пресс-формы могут вызвать захват воздуха. Продувка также может быть причиной неравномерного течения расплава и слабого слияния фронта течения.
Часто помогает увеличить скорость нагнетания, уменьшить время заполнения и увеличить скорость сдвига.
Фронты холодного течения не являются виновниками, о которых часто думают. Температура фронта потока имеет лишь незначительное влияние на молекулярные цепочки, пересекающие границу фронта потока, чтобы запутаться с цепями в сходящемся потоке. Хотя многие переработчики любят повышать температуру расплава для улучшения текучести и прочности линии сварки, повышенные летучие вещества, выходящие из полимера, имеют тенденцию к снижению прочности линии сварки. Используйте эту тактику в крайнем случае.
Вместо этого он часто помогает увеличить скорость впрыска, уменьшить время заполнения и увеличить скорость сдвига, что может снизить вязкость полимера во время заполнения и тем самым обеспечить лучшее перепутывание цепей и лучшую упаковку.Также помогает увеличение давления упаковки или удержания, а также увеличение времени упаковки и выдержки. Повышение давления уплотнения или удержания помогает устранить условия низкого давления на линии сварки. Еще одна тактика, способствующая более сильному запутыванию цепи на линии сварки, — повышение температуры пресс-формы на 10 ° C (20 ° F).
Формовщики должны убедиться, что линия сварки сформирована во время первой стадии заполнения детали, если это возможно. Создание прочной линии сварного шва во время упаковки и удержания часто бывает проблематичным, так как заставить фронты потока слиться вместе намного сложнее при минимальном потоке.
Неравномерный фронт потока из-за неоднородной толщины стенок может быть устранен за счет входа в толстую область и обеспечения лидера потока в тонких областях для обеспечения равномерного заполнения. Помните, что более толстые участки детали заполняются предпочтительно из-за более низкого давления расплава, необходимого для заполнения. Пластический поток будет ускоряться в более толстых сечениях и замедляться в тонких сечениях. Это может позволить полимеру «двигаться по кругу» по периметру или участку детали и улавливать воздух или летучие вещества. Решение может заключаться в увеличении скорости нагнетания и округлении края или сужении стыка между областями разной толщины.Лучшим ответом будет изменение конструкции детали с равномерной толщиной.
Имейте в виду, что мягкие на ощупь материалы TPE чувствительны к сдвигу и могут иметь значительные линии потока даже без прерывания фронта потока. Хотя эти линии не являются настоящей линией сварки, они являются эстетическими дефектами и указывают на более слабые участки детали. Эти материалы могут показывать линию потока везде, где изменяется скорость сдвига, что имеет тенденцию происходить при расширении фронта потока.
Для детали с несколькими заслонками, по возможности, попробуйте заслонки клапана, а не горячие наконечники, и упорядочьте срабатывание заслонки клапана каскадно, чтобы заслонка открывалась только после того, как расплав протекает мимо нее, что приводит к единственному фронту расплава.
ОБ АВТОРЕ
Джон В. Боззелли ведет семинары по разработке и переработке пластмасс более 30 лет. Он имеет обширный опыт в разработке и переработке полимеров более чем за 20 лет работы в Dow Plastics. Он является основателем компании Injection Molding Solutions / Scientific Molding в Мидленде, штат Мичиган, которая предоставляет услуги по обучению на производстве и консультационные услуги. Тел .: (998) 832-2424 или электронная почта: John @ Scientificmolding.com.
Наша продукция — Eastern Metal Supply
Эта страница является вашим универсальным магазином для нашего онлайн-каталога. Выберите категорию продуктов из списка ниже или прокрутите вниз, чтобы увидеть различные линейки продуктов, которые мы предлагаем. Здесь вы найдете PDF-файлы каждого из наших продуктов, а в начале каждой линейки продуктов вы найдете полный раздел каталога в формате PDF для вашего удобства.
СТАНДАРТНЫЕ ЭКСТРУЗИИ И ЛИСТОВЫЕ ИЗДЕЛИЯ
УРАГАНЫ И СИСТЕМЫ БЕЗОПАСНОСТИ
Панели:
Аккордеоны:
Роллеты:
Багамы и колонии:
Разное:
ВЫВЕСНЫЕ ЭКСТРАЗИИ
ФОРМЫ ТЕНТ
НАПРАВЛЯЮЩИЕ ПОРУЧНИ
ЗАБОР, СТЕНА И ВОРОТА
АРХИТЕКТУРНЫЕ СИСТЕМЫ
ПАТИО И ЭКРАННАЯ КОМНАТА
МОРСКИЕ ЭКСТРУЗИИ И ПРИНАДЛЕЖНОСТИ
ЛОДКИ, ПРИЦЕПЫ И ПОДЪЕМНИКИ
ДОК, ДЕКИНГ, ОТБЕЛИВАТЕЛИ И МОРОПОРЫ
Д.О. / ДОРОГА
ОКНА ПРОЦЕДУРЫ
РАЗЛИЧНЫЕ И ИНДИВИДУАЛЬНЫЕ ФОРМЫ
ВОСТОЧНЫЕ АРХИТЕКТУРНЫЕ СИСТЕМЫ (ВАС)
TIGRESS АУТРИГГЕРЫ И ШЕСТЕРНЯ
НОВЫЕ ТОВАРЫ ОТ EMS
Шовная сварка — обзор
Введение
Все методы шовной сварки требуют больших затрат тепловой энергии для сварки деталей.В отличие от точечной сварки, шовный сварной шов представляет собой непрерывный сварной шов с различной геометрией сварки, например угловыми и стыковыми швами. В этой главе рассматриваются только сварные швы, тогда как анализ и поведение точечных сварных соединений — это особая область, которая рассматривалась по-разному и будет обсуждаться в главе 11.
В течение срока службы сварных конструкций, подверженных воздействию В различных условиях эксплуатации сварные соединения обычно являются потенциальными очагами усталостного разрушения из-за областей наибольшей концентрации напряжений и измененных свойств материала.Таким образом, инженеры и ученые всегда заинтересованы в понимании усталостных характеристик сварных соединений и пытаются разработать аналитические инструменты для оценки усталостной долговечности сварных соединений. Однако прогнозирование усталостной долговечности сварных соединений часто бывает сложным и неточным, поскольку многие параметры влияют на усталостную долговечность сварных соединений.
Сварка сильно влияет на материалы в процессе нагрева и последующего охлаждения, а также в процессе плавления с дополнительным присадочным материалом, в результате чего получаются неоднородные и разные материалы.Кроме того, сварной шов обычно далек от совершенства, он содержит включения, поры, полости, поднутрения и т. Д. Форма профиля сварного шва и несварные корневые зазоры создают высокие концентрации напряжений с различными геометрическими параметрами. Кроме того, остаточные напряжения и деформации, возникающие в процессе сварки, влияют на усталостные характеристики.
Принимая во внимание сложность модели прогнозирования усталостной долговечности сварных швов и широкую область применения, неудивительно, что существует несколько аналитических подходов, и ни один из них не может учесть вышеупомянутые переменные процесса.