Сварочный аппарат из электродвигателя. Сварочный из… ничего
Часто тороидальные сварочные трансформаторы мотают на магнитопроводе, взятом от вышедшего из строя крупного асинхронного трехфазного электродвигателя. Асинхронные электродвигатели наиболее распространены в промышленности и в оборудовании среди других типов двигателей. Для изготовления сварочного трансформатора подходят двигатели мощностью, близкой 4 кВт и более.
Конструкция асинхронного электродвигателя достаточно проста — состоит он из вращающегося на валу ротора и неподвижного статора, впрессованного в металлический корпус электродвигателя. Соединяется все это двумя боковыми крышками, стянутыми между собой шпильками. Разобрать его очень просто, достаточно открутить гайки на шпильках крышек. В данном случае для нас интерес представляет только статор.
Статор состоит из набора пластин железа — магнитопровода круглой формы с установленными на нем обмотками. Форма магнитопровода статора не совсем кольцевая, с внутренней стороны у него есть продольные пазы, в которые и уложены обмотки двигателя.
Самая важная для нас часть в статоре — кольцо магнитопровода, все остальное только мешает. Магнитопровод запрессован в чугунный или алюминиевый корпус двигателя. В пазы магнитопровода плотно уложены провода, которые необходимо удалить. Сделать это лучше, когда статор находится еще запрессованным в корпусе. Для этого с одной стороны статора все выходы обмоток бывшего двигателя обрубаются под торец острым зубилом. С противоположной стороны провод обрезать не следует — там обмотки образуют что-то вроде петель, за которые можно будет вытянуть провода. С помощью монтировки или массивной отвертки изгибы петель провода подваживаются и вытаскиваются по несколько проводков за один раз. Торец корпуса двигателя при этом служит упором, создавая рычаг. Провода выходят легче, если их сначала обжечь.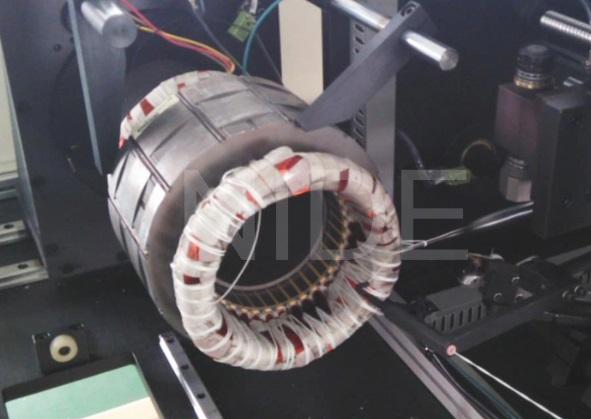
При удалении корпуса сразу надо обратить внимание на способ скрепления набора пластин магнитопровода. Пластины могут быть скреплены между собой в единый пакет, а могут быть просто уложены в корпус и зажаты с торца стопорной шайбой. В последнем случае, при удалении обмоток и разрушении корпуса не скрепленный магнитопровод рассыплется на пластинки. Чтобы этого не произошло, еще до полного разрушения корпуса, пакет пластин необходимо скрепить воедино. Их можно стянуть шпильками сквозь пазы. Слишком большой по площади набор пакета магнитопровода, что характерно для особенно крупных двигателей, также нежелателен, так как это огромный вес.
Иногда можно услышать, что оставшиеся пазы обмоток надо тоже набить трансформаторным железом, якобы для увеличения площади магнитопровода. Делать это ни в коем случае нельзя: иначе свойства трансформатора резко ухудшатся, он начнет потреблять непомерный ток, а его магнитопровод будет сильно греться даже в режиме холостого хода. Все-таки испещренная пазами форма многим не нравится. И некоторые рекомендуют полностью вырубить выступы пазов остро заточенным зубилом, при этом работать нужно в очках, а поблизости не должно быть бьющихся предметов. Несомненно, после такой архисложной операции улучшится как форма магнитопровода, так и после удаления бесполезных элементов уменьшится его вес. Однако на сварочные свойства трансформатора пазы в общем-то влияют мало — сварочные характеристики остаются хорошими. По этой причине в большинстве своем никто пазов этих не трогает.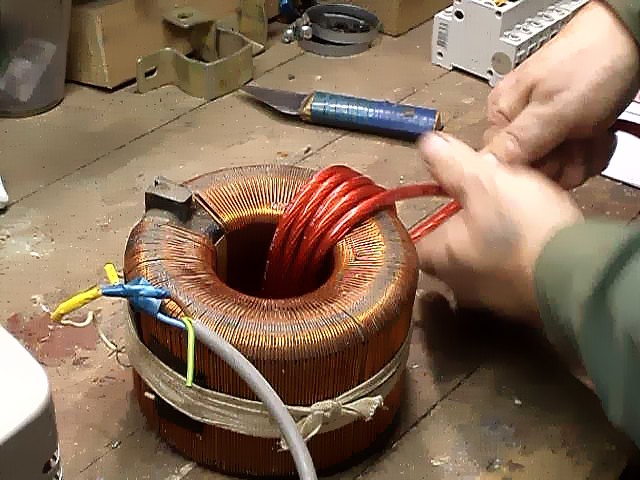
Если кольцо магнитопровода двигателя уже надежно скреплено и отделено от обмоток и корпуса, то оно плотно изолируется (несколькими слоями киперной ленты), при этом особое внимание обращается на острые углы на краях пазов. Лучше сначала положить на торцы магнитопровода вырезанные из жесткого диэлектрического материала кольца, чтобы закрыть пазы и перекрыть их острые углы.
Кольцо статора имеет внушительные размеры — если внутренний диаметр порядка 150 мм, то в такой можно уложить провод значительного сечения, не беспокоясь о запасе места. Площадь поперечного сечения такого магнитопровода периодически меняется по длине кольца из-за пазов, внутри паза ее значение намного меньше. Именно на это эффективное меньшее значение и следует ориентироваться при расчете количества витков первичной обмотки.
Первичная обмотка наматывается по всему изолированному статору.
Первичная обмотка изолируется киперной лентой.
Поверх первичной обмотки наматывается вторичная.
При намотке вторичной обмотки тороидального трансформатора, её желательно укладывать так, чтобы она не перекрывала последнею часть первичной, тогда первичную обмотку всегда можно будет домотать или отмотать при окончательной настройке. Такой трансформатор можно намотать и с разнесенными на разные плечи обмотками. В этом случае можно всегда иметь доступ к каждой из них, но в этом случае будет больше теряться мощность.
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Все мы привыкли к электричеству, к его применению в абсолютно разных сферах нашей жизни. Но даже жизнь в 21-ом веке, в огромном мегаполисе и привычка постоянно использовать всевозможные электроприборы, механизмы и т.п. не могут уберечь нас от аварийного отсутствия тока в электрической сети. А работы, связанные со строительством, монтажом – по определению не всегда могут иметь подключение к общему электроснабжению, а значит необходимы какие-то временные или резервные источники электроэнергии. Вот тут-то к нам на помощь и приходят электростанции, по иному называемые – генераторы, которые по своему содержанию представляют систему нескольких устройств, где происходит преобразование механической энергии в электрическую энергию с переменным или постоянным токами.
Вот тут-то к нам на помощь и приходят электростанции, по иному называемые – генераторы, которые по своему содержанию представляют систему нескольких устройств, где происходит преобразование механической энергии в электрическую энергию с переменным или постоянным токами.
Практически все электростанции могут использоваться как в быту, в качестве источника энергии осветительных приборов, бытовой и офисной техники, так и для индустриального использования в промышленных масштабах. Конструктивные и эксплуатационные преимущества модельного ряда электростанций позволяют каждому потребителю выбрать необходимое ему оборудование в зависимости от целей и задач его эксплуатации. За счёт повышенной мощности и наличия нескольких розеток потребитель имеет возможность одновременного подключения нескольких электроприборов.
Двигатель-трансформатор состоит из трансформатора переменного тока, у которого магнитопровод выполнен в виде кольца с выступами по всему периметру сечения кольца и по всей длине его окружности, а внутри магнитопровода — кольца вращается немагнитный ротор, в цилиндрическую поверхность которого утоплены магниты на таком же расстоянии друг от друга, как и выступы на магнитопроводе-кольце.
Предполагаемое изобретение относится к электроэнергетике.
В настоящее время трансформатор применяется для преобразования переменного тока с одного напряжения на другое.
Предлагается магнитопровод трансформатора выполнить в виде кольца с выступами по всему периметру сечения кольца и по всей длине его окружности. Внутри магнитопровода-кольца вращается немагнитный ротор, в цилиндрическую поверхность которого утоплены магниты на таком же расстоянии друг от друга, как и выступы на магнитопроводе-кольце.
На концах немагнитного ротора, выступающих за поверхности магнитопровода-кольца, закреплены немагнитные диски и внешнее немагнитное кольцо. Во все их внутренние поверхности утоплены магниты с таким же шагом, как и выступы на магнитопроводе-кольце. Шаг между выступами равен перемещению точки на поверхности ротора при его вращении за один полный период переменного тока.
где Т — шаг между выступами,
Д — диаметр выступающих магнитов ротора и внутренний диаметр выступов магнитопровода-кольца,
N — число периодов переменного тока в секунду.
На магнитопроводе — кольце в промежутках между выступами намотаны первичная и вторичная электрические обмотки.
На чертеже показаны четыре исполнения закрепления магнитов: прямого и подковообразного.
1 — магнитопровод-кольцо,
2 — ротор вращающийся.
Необходимо раскрутить немагнитный ротор со встроенными в него магнитами до скорости, при которой за один полный период переменного тока один полюс магнита переместится от одного выступа магнитопровода-кольца до другого выступа.
Тогда при одном полупериоде переменного тока выступы магнитопровода-кольца притягивают концы магнитов ротора, а при другом полупериоде переменного тока они отталкивают эти же концы магнитов. После этого необходимо подать переменный ток на первичную обмотку. В результате во вторичной обмотке получим переменный ток нужного напряжения, а вращающийся ротор с магнитами будет давать крутящий момент, который можно использовать для разнообразных нужд.
Двигатель-трансформатор, содержащий магнитопровод в виде кольца с расположенными по всему периметру сечения кольца выступами, в промежутках между которыми намотаны две обмотки, первичная, обтекаемая переменным током, и вторичная — взаимодействующая с полюсами магнитов чередующейся полярности, установленных на роторе, расстояние между полюсами которых равно расстоянию между выступами магнитопровода, отличающийся тем, что ротор выполнен с немагнитным корпусом и расположен внутри кольцевого магнитопровода и на его цилиндрической поверхности встроены магниты, а через боковые немагнитные диски к ротору прикреплено внешнее немагнитное кольцо со встроенными во все их внутренние поверхности магнитами, взаимодействующими при вращении с выступами магнитопровода, несущего обмотки.
Для изготовления сварочного трансформатора можно использовать статор от асинхронного двигателя. Размер сердечника определяется в данном случае площадью поперечного сечения статора, которая должна быть не меньше 20 см 2 . Если, это условие выполнено, то подойдет любой статор. Площадь поперечного сечения определяется так, как это показано на рисунке немного ниже.
Наиболее рациональная величина сечения статора-сердечника находится в диапазоне 20 см 2 — 50 см 2 . Можно использовать сердечник с площадью меньше 20 см 2 , но при этом необходимо уменьшать сечение провода в обмотках, а это повечет к заметному уменьшению мощность аппарата и сузит его параметры. Использовать сердечники с площадью сечения более 50 см 2 также нестоит, так как аппарат получится слишком тяжелым и громоздким.
Сварочный трансформатор принципиальная схема вклчения
Как видно из схемы, сварочный ток регулируется с помощью
SА1. Для этого на панели аппарата закрепляются несколько
обычных сетевых розеток по числу выводов дополнительной обмотки. Замыкателем же является сетевая
вилка, у которой ножки разъема скручены между собой одножильным
проводом, диаметр которого 1/4 диаметра провода первичной
обмотки. Это дает возможность использовать проволку в роли предохранителя, который сгорит при возможных
перегрузках.
Замыкателем же является сетевая
вилка, у которой ножки разъема скручены между собой одножильным
проводом, диаметр которого 1/4 диаметра провода первичной
обмотки. Это дает возможность использовать проволку в роли предохранителя, который сгорит при возможных
перегрузках.
Помните, что использование в выпрямителе мощных диодов с прямым от 200 А дает возможность сваривать детали дугой постоянного тока это обеспечивает лучшее зажигание дуги и более аккуратный шов.
Сварочный трансформатор если правильно собран, то не требует никакой настройки и сразу же готов к работе.
Помните, что сварочные работы следует проводить в специальной маске и в спецодежде, исключающей попадание брызг расплавленного металла и светового спектра на открытые участки тела человека.
Сварочный трансформатор на магнитопроводе от Латров |
Распространенным материалом для
изготовления самодельных СТ являются сгоревшие ЛАТРы. Те, кто имел с
ними дело, хорошо знают, что это такое. Как правило, все ЛАТРы имеют
примерно одинаковый внешний вид:
хорошо вентилируемый жестяной корпус круглой формы с жестяной или
эбонитовой лицевой крышкой со шкалой от 0 до 250 В и вращающейся рукояткой.
Те, кто имел с
ними дело, хорошо знают, что это такое. Как правило, все ЛАТРы имеют
примерно одинаковый внешний вид:
хорошо вентилируемый жестяной корпус круглой формы с жестяной или
эбонитовой лицевой крышкой со шкалой от 0 до 250 В и вращающейся рукояткой.
Внутри корпуса размещен тороидальный автотра-тор, построенный на магнитопроводе большого сечения. Именно этот сердечник понадобится от ЛАТРа для изготовления нового СТ. Обычно используются 2 одинаковых кольца-магнитопровода от крупных ЛАТРов.
Но не знаете, как проще всего это сделать, то можно присмотреться к этому проекту. Здесь сварочный трансформатор собирается из статора двигателя. Конструкция хороша тем, что в двигателе уже почти все имеется для создания сварки, нужно только произвести некоторые доработки магнитопровода и правильно намотать трансформатор.
Что касается технических характеристик, то для таких целей подходят асинхронные двигатели мощностью порядка 4 кВт, их часто используют на разных предприятиях.
Материалы и инструменты для самоделки :
— электродвигатель мощностью от 4 кВт;
— гаечные ключи, плоскогубцы, зубило, отвертки и другой инструмент, чтобы разобрать двигатель;
— киперная лента;
— кувалда.
Процесс изготовления электросварки:
Шаг первый. Разбираем электродвигатель
По словам автора, разбирается такой двигатель довольно легко. Нужно только запастись гаечными ключами. С помощью них нужно открутить пару гаек, который стягивают две крышки двигателя друг с другом и корпусом статора. Если двигатель уже ржавый, то порой эти гайки открутить не так просто, в таком случае можно воспользоваться болгаркой и просто перерезать шпильки. Ну а после этого нужно будет воспользоваться молотком или кувалдой, чтобы сбить крышки с двигателя.
После разборки из статора нужно будет вытащить ротор, он для самоделки не понадобится. Статор представляет собой набор стальных пластин, они образуют магнитопровод. На магнитопроводе находится обмотка.
 Размеры статора у двигателей, а также геометрия, может отличаться. Для создания электросварки лучше всего выбирать такие двигатели, у которых диаметр корпуса большой, а длина при этом маленькая.
Размеры статора у двигателей, а также геометрия, может отличаться. Для создания электросварки лучше всего выбирать такие двигатели, у которых диаметр корпуса большой, а длина при этом маленькая.Наибольшую ценность в статоре представляет кольцо магнитопровода, все остальное будет только мешать. Магнитопровод обычно запрессовывают в чугунный или алюминиевый корпус. В пазах магнитопровода проходят провода, их нужно удалить. Делать это лучше всего тогда, когда магнитопровод еще находится в корпусе. Чтобы извлечь провода, нужно взять зубило и обрубать их под торец при помощи острого зубила с одной стороны статора. Ну а далее их в виде петель можно будет вытащить с помощью плоскогубцев, предварительно поддев отверткой.
Чтобы извлекать провода было проще, их можно обжечь при помощи паяльной лампы. Только не следует слишком сильно греть металл магнитопровода, иначе он может потерять свои технические характеристики.
Чугунный корпус можно расколоть с помощью кувалды.
 Чтобы он раскололся как надо, по нему можно сделать продольные пропилы. Но в этом деле важно не перестараться, иначе можно согнуть магнитопровод.
Чтобы он раскололся как надо, по нему можно сделать продольные пропилы. Но в этом деле важно не перестараться, иначе можно согнуть магнитопровод.Шаг второй. Подготовка магнитопровода
После того как будет удален корпус, нужно внимательно осмотреть магнитопровод, нужно определить, как он скреплен. Бывает, что пластины просто укладывают в корпус и скрепляют при помощи стопорной шайбы. Если это так, то такая конструкция при работе может рассыпаться, лучше всего ее стянуть шпильками или скрепить иным доступным способом. А бывает, конструкция выполнена в виде готового пакета. Если пакет магнитопровода слишком большой, то его можно уменьшить, так как сварочный аппарат будет слишком тяжелым. Если двигатель попался большой, то вполне возможно, что из него получится сделать даже две электросварки.
Что касается пазов магнитопровода, то здесь бытует несколько мнений. Некоторые забивают пазы трансформаторным железом, но наш автор делать этого не рекомендует, так как это сильно снижает КПД и увеличивает потребляемый ток.
 Что можно сделать — так это полностью срубить пазы с помощью зубила. Хорошо это тем, что трансформатор станет легче. Но так как процедура это довольно кропотливая, то большинство эти пазы вообще не трогают.
Что можно сделать — так это полностью срубить пазы с помощью зубила. Хорошо это тем, что трансформатор станет легче. Но так как процедура это довольно кропотливая, то большинство эти пазы вообще не трогают.Шаг третий. Изолирование и намотка
Когда магнитопровод будет уже подготовлен, понадобится киперная лента, с помощью нее корпус нужно тщательно заизолировать, намотав несколько слоев. Особое внимание следует уделить острым краям на пазах, так как здесь может легко пробить изоляцию. Чтобы избежать таких проблем, то предварительно на острые края лучше всего положить какой-то диэлектрический материал, а затем обомотать магнитопровод лентой.
После этого можно приступать к наматыванию первичной обмотки. Поскольку диаметр кольца статора составляет порядка 150 мм, то в него можно уложить провод довольно большого размера, не переживая, что не хватит места. В связи с тем, что магнитопровод имеет пазы, то площадь поперечного сечения здесь будет постепенно меняться, внутри паза это значение самое маленькое.
Автор наматывает первичную обмотку непосредственно по всему кольцу магнитопровода. Потом все это дело снова изолируется сверху с помощью киперной ленты.
Ну а вторичная обмотка наматывается поверх первичной. Чтобы трансформатор можно было при необходимости настроить, вторичную обмотку нужно намотать так, чтобы она не перекрывала концы первичной. Тогда ее можно будет отмотать или домотать при необходимости.
При необходимости катушку трансформатора можно разнести на два плеча. Тогда к каждому плечу в любой момент можно будет получить доступ. Но при такой конструкции сварка будет терять мощность. Что касается технических характеристик такой самоделки, то сварка может варить без проблем электродом на 4 мм, если она сделана верно, а резать электродом на 3 мм. И все это от обычной розетки.
Потребляет сей агрегат при работе до 10А. Электродом в 3 мм можно варить сколько угодно времени, трансформатор не греется.
 А если сжечь штук десять на 4 мм, то трансформатор разогреется примерно до 50 градусов.
А если сжечь штук десять на 4 мм, то трансформатор разогреется примерно до 50 градусов.Расчет обмотки
Для первичной обмотки нужен будет провод диаметром примерно 2-2.5 мм. Вторичная обмотка делается из шины размером 8х4 мм, это касается меди, для алюминия сечение должно быть процентов на 15 больше.
Для расчета количества витков используется формула: 48 / (а х в), где (а х в) является площадью в квадратных миллиметрах.
Напряжение для первичной обмотки нужно выбирать 210В, так как оно садится при нагрузке. После того, как будет достигнуто значение 180В, через каждые 10В нужно будет делать отводы. Они понадобятся в том случае, если сваркой нужно будет пользоваться в месте с низким напряжением.
Что касается вторичной обмотки, то для стабильной дуги на холостом ходу она должна выдавать 55-65В.
Главная » Отделочные работы » Сварочный аппарат из электродвигателя. Сварочный из… ничего
Сварочный трансформатор своими руками.
 Трансформатор из статора неисправного электродвигателя
Трансформатор из статора неисправного электродвигателяДвигатель-трансформатор состоит из трансформатора переменного тока, у которого магнитопровод выполнен в виде кольца с выступами по всему периметру сечения кольца и по всей длине его окружности, а внутри магнитопровода — кольца вращается немагнитный ротор, в цилиндрическую поверхность которого утоплены магниты на таком же расстоянии друг от друга, как и выступы на магнитопроводе-кольце. На концах немагнитного ротора, выступающих за поверхности магнитопровода-кольца, закреплены немагнитные диски и внешнее немагнитное кольцо. Во все их внутренние поверхности утоплены магниты с таким же шагом, как и выступы на магнитопроводе-кольце. Шаг между выступами равен перемещению точки на поверхности ротора при его вращении за один полный период переменного тока. На магнитопроводе-кольце в промежутках между выступами намотаны первичная и вторичная электрические обмотки. Технический результат заключается в увеличении крутящего момента. 1 ил.
1 ил.
Предполагаемое изобретение относится к электроэнергетике.
В настоящее время трансформатор применяется для преобразования переменного тока с одного напряжения на другое.
Предлагается магнитопровод трансформатора выполнить в виде кольца с выступами по всему периметру сечения кольца и по всей длине его окружности. Внутри магнитопровода-кольца вращается немагнитный ротор, в цилиндрическую поверхность которого утоплены магниты на таком же расстоянии друг от друга, как и выступы на магнитопроводе-кольце.
На концах немагнитного ротора, выступающих за поверхности магнитопровода-кольца, закреплены немагнитные диски и внешнее немагнитное кольцо. Во все их внутренние поверхности утоплены магниты с таким же шагом, как и выступы на магнитопроводе-кольце. Шаг между выступами равен перемещению точки на поверхности ротора при его вращении за один полный период переменного тока.
где Т — шаг между выступами,
Д — диаметр выступающих магнитов ротора и внутренний диаметр выступов магнитопровода-кольца,
N — число периодов переменного тока в секунду.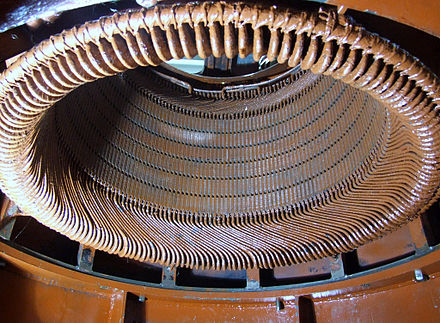
На магнитопроводе — кольце в промежутках между выступами намотаны первичная и вторичная электрические обмотки.
На чертеже показаны четыре исполнения закрепления магнитов: прямого и подковообразного.
1 — магнитопровод-кольцо,
2 — ротор вращающийся.
Необходимо раскрутить немагнитный ротор со встроенными в него магнитами до скорости, при которой за один полный период переменного тока один полюс магнита переместится от одного выступа магнитопровода-кольца до другого выступа.
Тогда при одном полупериоде переменного тока выступы магнитопровода-кольца притягивают концы магнитов ротора, а при другом полупериоде переменного тока они отталкивают эти же концы магнитов. После этого необходимо подать переменный ток на первичную обмотку. В результате во вторичной обмотке получим переменный ток нужного напряжения, а вращающийся ротор с магнитами будет давать крутящий момент, который можно использовать для разнообразных нужд.
Двигатель-трансформатор, содержащий магнитопровод в виде кольца с расположенными по всему периметру сечения кольца выступами, в промежутках между которыми намотаны две обмотки, первичная, обтекаемая переменным током, и вторичная — взаимодействующая с полюсами магнитов чередующейся полярности, установленных на роторе, расстояние между полюсами которых равно расстоянию между выступами магнитопровода, отличающийся тем, что ротор выполнен с немагнитным корпусом и расположен внутри кольцевого магнитопровода и на его цилиндрической поверхности встроены магниты, а через боковые немагнитные диски к ротору прикреплено внешнее немагнитное кольцо со встроенными во все их внутренние поверхности магнитами, взаимодействующими при вращении с выступами магнитопровода, несущего обмотки.
При разработке конструкции и изготовлении своих аппаратов,- рассказывает О. Лавров, — я использовал прежние публикации разных журналов. Начал с изготовления сварочного «малыша» из автотрансформатора «Латр» на 9А, используя его обмотку а качестве сетевой. Для вторичной обмотки специального обмоточного провода в хлопчатобумажной или стеклотканевой изоляции я не нашел, поэтому пришлось использовать гибкий многожильный провод в виниловой изоляции с суммарным сечением медных жил 6 мм 2 . Изготовленный мною «малыш» позволял получить сварочный ток до 140А, но очень сильно перегревался даже при использовании всего одного электрода ∅3 мм.
В связи с этим в опытах по дальнейшему усовершенствованию сварочного аппарата для изготовления магнитопроводов были использованы статоры асинхронных трехфазных электродвигателей. В результате удалось изготовить аппарат, который позволяет вести сварку электродами диаметром от 2 до 5 мм и даже до 6 мм, обеспечивая величину сварочного тока до 200 А при напряжении на холостом ходу 56 В, имеет небольшие размеры — 350x350x200 мм и весит не более 20. ..25 кг. Кроме того, он прост по конструкции, а предлагаемая технология изготовления позволяет выполнить все работы в условиях домашней мастерской.
..25 кг. Кроме того, он прост по конструкции, а предлагаемая технология изготовления позволяет выполнить все работы в условиях домашней мастерской.
Для изготовления магнитопровода удобно использовать статор асинхронного трехфазного электродвигателя мощностью от 4 до 6 кВт. Статор необходимо освободить от корпуса, отлитого из алюминиевого сплава, который легко раскалывается несколькими ударами тяжелого молотка. Далее необходимо удалить из внутренних пазов статорные обмотки. Для этого достаточно спилить выступающие части обмоток с одного из торцов ножовкой по металлу, а затем с противоположного торца оставшиеся части обмоток просто вытягиваются из пазов целиком или по частям.
Освободившиеся от обмоток Т-образные зубцы с внутренней стороны статора надо удалить с помощью зубила и зачистить неровности абразивным кругом. Применять для удаления зубцов газо- или электросварку недопустимо.
На рис. 1 указаны размеры заготовки сердечника, которые должны получиться после выполнения перечисленных операций. Эти размеры необходимо учитывать при выборе статора. Площадь поперечного сечения тороидального сердечника S AB =A·В (см 2), равная произведению высоты сердечника в сантиметрах на его толщину А (в сантиметрах), является величиной, определяющей все основные характеристики будущего сварочного аппарата. Оптимальное значение S AB =20…25 см 2 . При использовании статоров рекомендованных выше двигателей высота заготовки В обычно оказывается равной 150…200 мм, из такой заготовки удается получить магнитопроводы для двух аппаратов.
Эти размеры необходимо учитывать при выборе статора. Площадь поперечного сечения тороидального сердечника S AB =A·В (см 2), равная произведению высоты сердечника в сантиметрах на его толщину А (в сантиметрах), является величиной, определяющей все основные характеристики будущего сварочного аппарата. Оптимальное значение S AB =20…25 см 2 . При использовании статоров рекомендованных выше двигателей высота заготовки В обычно оказывается равной 150…200 мм, из такой заготовки удается получить магнитопроводы для двух аппаратов.
После удаления зубьев и скругления острых кромок абразивным кругом торообразный сердечник необходимо обмотать хлопчатобумажной изоляционной лентой. Чтобы исключить повреждение и замыкание сетевой обмотки, изоляционную ленту необходимо стремиться накладывать плотно и равномерно без пропусков так, чтобы соседние витки перекрывали друг друга.
Сварочный аппарат должен иметь две независимые и изолированные друг от друга обмотки. Принципиальная электрическая схема приведена на рис. 2. Первичная обмотка рассчитывается на подключение к сети 220 В. К вторичной обмотке подключаются держатель электрода и свариваемая деталь. Эта обмотка должна быть рассчитана на напряжение 56 В, а для того, чтобы иметь возможность регулировать силу сварочного тока, необходимо предусмотреть дополнительные отводы с напряжением 50, 44, 38 и 32 В.
2. Первичная обмотка рассчитывается на подключение к сети 220 В. К вторичной обмотке подключаются держатель электрода и свариваемая деталь. Эта обмотка должна быть рассчитана на напряжение 56 В, а для того, чтобы иметь возможность регулировать силу сварочного тока, необходимо предусмотреть дополнительные отводы с напряжением 50, 44, 38 и 32 В.
Число витков первичной обмотки п , можно определить по формуле:
S AB (см. рис. 1) должна быть выражена в см 2 . Полученное значение n 1 , можно смело округлить до целого числа десятков витков. Из своего опыта постройки сварочных аппаратов по предлагаемой технологии могу добавить, что при необходимости расчетное число витков для сетевой обмотки может быть уменьшено, но не более чем на 6%. Длина провода L 1 в метрах, необходимого для выполнения первичной обмотки:
L витка — длина витка первого слоя в метрах (способ измерения показан на рис. 1).
Для выполнения первичной обмотки лучше всего использовать специальный медный обмоточный провод в стеклотканевой изоляции с площадью поперечного сечения 2. ..3 мм 2 . Такие провода можно найти, разобрав старые электродвигатели. Но можно использовать и алюминиевые провода с поперечным сечением в 1,65 раза больше, чем медных. Я, например, с успехом использовал для сетевой обмотки двужильный алюминиевый провод в виниловой изоляции сечением 2…2,5 мм 2 .
..3 мм 2 . Такие провода можно найти, разобрав старые электродвигатели. Но можно использовать и алюминиевые провода с поперечным сечением в 1,65 раза больше, чем медных. Я, например, с успехом использовал для сетевой обмотки двужильный алюминиевый провод в виниловой изоляции сечением 2…2,5 мм 2 .
Необходимо усилить изоляцию на первом слое первичной обмотки, подложив под ребра тора магнитопровода полоски картона с надрезами.
Первичная обмотка с помощью челнока равномерно, виток к витку, укладывается по длине окружности тороидального магнитопровода и изолируется одним-двумя слоями хлопчатобумажной изоляционной ленты. Непосредственно на этот слой изоляции укладывается вторичная обмотка.
Число витков вторичной обмотки можно рассчитывать по формуле:
Для вторичной обмотки следует использовать медный обмоточный провод прямоугольного сечения в стеклотканевой изоляции, но можно намотать обмотку и гибким многожильным проводом с площадью поперечного сечения 10…30 мм 2 .
 Также, как и для первичной обмотки, допустимо использовать алюминиевые провода с сечением в 1,65 раза больше.
Также, как и для первичной обмотки, допустимо использовать алюминиевые провода с сечением в 1,65 раза больше.Корпус сварочного аппарата изготавливается из двух квадратных щитов 10-ти миллиметровой фанеры (рис. 3). Длина сторон квадрата должна на 20…30 мм превышать наибольший диаметр тороидального сердечника с обмотками. Щиты стягиваются шестью шпильками с резьбой М8. Эти же шпильки используются в качестве клемм для подключения выводов вторичной обмотки. Центральное отверстие диаметром 30 мм необходимо для вентиляции. Соединение между шпильками и выводами трансформатора следует выполнить гибким многожильным проводом с сечением не менее 10 мм2 Два отрезка такого же провода длиной по 10 м можно использовать для подключения держателя электрода и свариваемой детали к аппарату. Для сетевых выводов подойдут любые гибкие провода с сечением 1,5…4,0 мм 2 .
Наличие отводов вторичной обмотки с шагом 6 В позволяет подключить к аппарату любую нагрузку, рассчитанную на напряжение 6, 12, 18, 24, 32, 38, 44, 50 или 56 В и потребляющую при этом токдо 200 А. Так, например, подключив к выводам 44 и 56 выпрямитель, рассчитанный на ток 200 А, получим на выходе выпрямителя постоянный ток с напряжением 12 В для запуска от сети стартером двигателя легкового автомобиля.
Так, например, подключив к выводам 44 и 56 выпрямитель, рассчитанный на ток 200 А, получим на выходе выпрямителя постоянный ток с напряжением 12 В для запуска от сети стартером двигателя легкового автомобиля.
От редакции. Описаний сварочных аппаратов, способов их изготовления и применяемых для этого материалов опубликовано уже немало. Но мы решили продолжить разговор на эту волнующую, по-видимому, многих наших читателей тему. Выбирая для этого материал, принесенный в редакцию москвичом О. Лавровым, надеемся, что заинтересованные читатели увидят в нем и интересные находки, и новые идеи.
Хотелось бы сделать лишь самые общие замечания, но… о самом главном: об электробезопасности!
Сварочный аппарат устроен просто, но, как и любой другой прибор с питанием от сети переменного тока, должен отвечать определенным требованиям. Одно из основных состоит в том, что все элементы конструкции прибора, которые при его включении оказываются под напряжением более 12 В, должны быть либо изолированы, либо закрыты изолирующим или металлическим (но заземленным) корпусом. Следуя этому требованию, выводы вторичной обмотки трансформатора следует подключить к простейшей клеммной сборке, например, из болтов М8 с гайками и закрыть крышкой, а все переключения можно выполнять только после отключения аппарата от сети.
Следуя этому требованию, выводы вторичной обмотки трансформатора следует подключить к простейшей клеммной сборке, например, из болтов М8 с гайками и закрыть крышкой, а все переключения можно выполнять только после отключения аппарата от сети.
Другое требование, которым не следует пренебрегать при изготовлении сварочного аппарата, является обязательное наличие предохранителя в цепи сетевой обмотки. Это может быть либо промышленный предохранитель любой конструкции на ток 25…50 А либо простейший самодельный.
И еще одно замечание, которое относится не только к описанной выше конструкции. Стремление наших авторов к созданию легких и компактных сварочных аппаратов приводит к высокой напряженности теплового режима работы обмоток трансформатора. В то же время, недоступность обмоточных проводов большого сечения со специальной термостойкой изоляцией вынуждает применять провода, предназначенные для прокладки электроосветительных сетей. Выбор здесь весьма ограничен. Удовлетворительной теплостойкостью обладают лишь провода в резиновой или резино-тканевой изоляции. И совершенно непригодны для работы при повышенной температуре в обмотках трансформатора провода в поливинилхлоридной (ПВХ) изоляции. Этот изоляционный материал при повышении температуры теряет механическую прочность, расплавляется и, в конце концов, вытекает из обмотки, оставляя плотно уложенными виток к витку голые провода. Последствия очевидны — короткое замыкание. Поэтому ПВХ изоляцию с проводов лучше снять и обмотать их по всей длине хлопчатобумажной изоляционной лентой.
И совершенно непригодны для работы при повышенной температуре в обмотках трансформатора провода в поливинилхлоридной (ПВХ) изоляции. Этот изоляционный материал при повышении температуры теряет механическую прочность, расплавляется и, в конце концов, вытекает из обмотки, оставляя плотно уложенными виток к витку голые провода. Последствия очевидны — короткое замыкание. Поэтому ПВХ изоляцию с проводов лучше снять и обмотать их по всей длине хлопчатобумажной изоляционной лентой.
Но не знаете, как проще всего это сделать, то можно присмотреться к этому проекту. Здесь сварочный трансформатор собирается из статора двигателя. Конструкция хороша тем, что в двигателе уже почти все имеется для создания сварки, нужно только произвести некоторые доработки магнитопровода и правильно намотать трансформатор.
Что касается технических характеристик, то для таких целей подходят асинхронные двигатели мощностью порядка 4 кВт, их часто используют на разных предприятиях.
Материалы и инструменты для самоделки :
— электродвигатель мощностью от 4 кВт;
— гаечные ключи, плоскогубцы, зубило, отвертки и другой инструмент, чтобы разобрать двигатель;
— киперная лента;
— кувалда.![]()
Процесс изготовления электросварки:
Шаг первый. Разбираем электродвигатель
По словам автора, разбирается такой двигатель довольно легко. Нужно только запастись гаечными ключами. С помощью них нужно открутить пару гаек, который стягивают две крышки двигателя друг с другом и корпусом статора. Если двигатель уже ржавый, то порой эти гайки открутить не так просто, в таком случае можно воспользоваться болгаркой и просто перерезать шпильки. Ну а после этого нужно будет воспользоваться молотком или кувалдой, чтобы сбить крышки с двигателя.
После разборки из статора нужно будет вытащить ротор, он для самоделки не понадобится. Статор представляет собой набор стальных пластин, они образуют магнитопровод. На магнитопроводе находится обмотка. Размеры статора у двигателей, а также геометрия, может отличаться. Для создания электросварки лучше всего выбирать такие двигатели, у которых диаметр корпуса большой, а длина при этом маленькая.
Наибольшую ценность в статоре представляет кольцо магнитопровода, все остальное будет только мешать. Магнитопровод обычно запрессовывают в чугунный или алюминиевый корпус. В пазах магнитопровода проходят провода, их нужно удалить. Делать это лучше всего тогда, когда магнитопровод еще находится в корпусе. Чтобы извлечь провода, нужно взять зубило и обрубать их под торец при помощи острого зубила с одной стороны статора. Ну а далее их в виде петель можно будет вытащить с помощью плоскогубцев, предварительно поддев отверткой.
Магнитопровод обычно запрессовывают в чугунный или алюминиевый корпус. В пазах магнитопровода проходят провода, их нужно удалить. Делать это лучше всего тогда, когда магнитопровод еще находится в корпусе. Чтобы извлечь провода, нужно взять зубило и обрубать их под торец при помощи острого зубила с одной стороны статора. Ну а далее их в виде петель можно будет вытащить с помощью плоскогубцев, предварительно поддев отверткой.
Чтобы извлекать провода было проще, их можно обжечь при помощи паяльной лампы. Только не следует слишком сильно греть металл магнитопровода, иначе он может потерять свои технические характеристики.
Чугунный корпус можно расколоть с помощью кувалды. Чтобы он раскололся как надо, по нему можно сделать продольные пропилы. Но в этом деле важно не перестараться, иначе можно согнуть магнитопровод.
Шаг второй. Подготовка магнитопровода
После того как будет удален корпус, нужно внимательно осмотреть магнитопровод, нужно определить, как он скреплен. Бывает, что пластины просто укладывают в корпус и скрепляют при помощи стопорной шайбы. Если это так, то такая конструкция при работе может рассыпаться, лучше всего ее стянуть шпильками или скрепить иным доступным способом. А бывает, конструкция выполнена в виде готового пакета. Если пакет магнитопровода слишком большой, то его можно уменьшить, так как сварочный аппарат будет слишком тяжелым. Если двигатель попался большой, то вполне возможно, что из него получится сделать даже две электросварки.
Бывает, что пластины просто укладывают в корпус и скрепляют при помощи стопорной шайбы. Если это так, то такая конструкция при работе может рассыпаться, лучше всего ее стянуть шпильками или скрепить иным доступным способом. А бывает, конструкция выполнена в виде готового пакета. Если пакет магнитопровода слишком большой, то его можно уменьшить, так как сварочный аппарат будет слишком тяжелым. Если двигатель попался большой, то вполне возможно, что из него получится сделать даже две электросварки.
Что касается пазов магнитопровода, то здесь бытует несколько мнений. Некоторые забивают пазы трансформаторным железом, но наш автор делать этого не рекомендует, так как это сильно снижает КПД и увеличивает потребляемый ток. Что можно сделать — так это полностью срубить пазы с помощью зубила. Хорошо это тем, что трансформатор станет легче. Но так как процедура это довольно кропотливая, то большинство эти пазы вообще не трогают.
Шаг третий. Изолирование и намотка
Когда магнитопровод будет уже подготовлен, понадобится киперная лента, с помощью нее корпус нужно тщательно заизолировать, намотав несколько слоев.
 Особое внимание следует уделить острым краям на пазах, так как здесь может легко пробить изоляцию. Чтобы избежать таких проблем, то предварительно на острые края лучше всего положить какой-то диэлектрический материал, а затем обомотать магнитопровод лентой.
Особое внимание следует уделить острым краям на пазах, так как здесь может легко пробить изоляцию. Чтобы избежать таких проблем, то предварительно на острые края лучше всего положить какой-то диэлектрический материал, а затем обомотать магнитопровод лентой.После этого можно приступать к наматыванию первичной обмотки. Поскольку диаметр кольца статора составляет порядка 150 мм, то в него можно уложить провод довольно большого размера, не переживая, что не хватит места. В связи с тем, что магнитопровод имеет пазы, то площадь поперечного сечения здесь будет постепенно меняться, внутри паза это значение самое маленькое. Рассчитывать количество витков нужно исходя из этого наименьшего эффективного значения.
Автор наматывает первичную обмотку непосредственно по всему кольцу магнитопровода. Потом все это дело снова изолируется сверху с помощью киперной ленты.
Ну а вторичная обмотка наматывается поверх первичной. Чтобы трансформатор можно было при необходимости настроить, вторичную обмотку нужно намотать так, чтобы она не перекрывала концы первичной.![]() Тогда ее можно будет отмотать или домотать при необходимости.
Тогда ее можно будет отмотать или домотать при необходимости.
При необходимости катушку трансформатора можно разнести на два плеча. Тогда к каждому плечу в любой момент можно будет получить доступ. Но при такой конструкции сварка будет терять мощность. Что касается технических характеристик такой самоделки, то сварка может варить без проблем электродом на 4 мм, если она сделана верно, а резать электродом на 3 мм. И все это от обычной розетки.
Потребляет сей агрегат при работе до 10А. Электродом в 3 мм можно варить сколько угодно времени, трансформатор не греется. А если сжечь штук десять на 4 мм, то трансформатор разогреется примерно до 50 градусов.
Расчет обмотки
Для первичной обмотки нужен будет провод диаметром примерно 2-2.5 мм. Вторичная обмотка делается из шины размером 8х4 мм, это касается меди, для алюминия сечение должно быть процентов на 15 больше.
Для расчета количества витков используется формула: 48 / (а х в), где (а х в) является площадью в квадратных миллиметрах.

Напряжение для первичной обмотки нужно выбирать 210В, так как оно садится при нагрузке. После того, как будет достигнуто значение 180В, через каждые 10В нужно будет делать отводы. Они понадобятся в том случае, если сваркой нужно будет пользоваться в месте с низким напряжением.
Что касается вторичной обмотки, то для стабильной дуги на холостом ходу она должна выдавать 55-65В.
Я не стану объяснять, как при помощи сварочного трансформатора можно зарабатывать. Думаю, что всем ясно, хочешь, мотай трансформаторы и продавай, а хочешь — намотай один и шабашничай. Хоть на дому, хоть по вызову.
Идея производить трансформаторы из статоров электродвигателей практиковалась ещё двадцать лет тому назад и пользовалась популярностью среди самоделкиных. Кстати, и доход приносила ощутимый. За 50-75 советских карбованцев от такого изделия можно было избавиться за один — два дня. Чем я и занимался. На эту тему были даже публикации в «Моделист-конструкторе» и «Изобретателе и рационализаторе».
Немного позже были также публикации о сварочных трансформаторах из ЛАТРов. И если с трансформаторами из ЛАТРов особых проблем не возникало, то с теми, что из двигателей, результаты у самоделкиных были весьма далеки от расчетных. А причиной тому — недостаток знаний в электротехнике, да и журналы публиковали материал, скрывая все подводные течения.
Это походило больше на инструкцию юному душману, с рецептами фугасов. Оставалось только крикнуть: «Аллах акбар» или «Банзай» и включить в розетку. А дальше, как минимум, сгоревшие пробки, как максимум — кердык электросчётчику и масса лестных отзывов в адрес изобретателей и их родителей.
Конечно, я понимал все причины неудач, но выдавать секретов не хотелось, чтобы не плодить конкурентов. И лишь только после того, как я нашел себе более интересный заработок, в виде электроудочек, я стал делиться информацией. Я тогда ещё жил в Самаре и возможность заработка на рыбе меня привлекала куда больше, чем кряхтеть и потеть над сварочниками.
Итак, о трансформаторах. Для начала надо правильно выбрать электродвигатель. Из наиболее распространённых серий 2А и 4А предпочтение следует отдать первым. У них больше окно магнитопровода, соответственно, и мотать будет легче. Если вы такой не найдёте, можно выбрать и 4А. Только, для облегчения работы, пакет его магнитопровода лучше разделить на две части. Иначе обмотки могут не поместиться в окно. И затем намотать их по отдельности и соединять последовательно.
Для изготовления ЛАТРа лучше всего использовать электродвигатель, который не жалко. Перемотка электродвигателей может вернуть их в работу и они будут служить верой и правдой еще долгий срок. Поэтому, используйте те, которые точно уже нельзя отремонтировать.
Из всего электродвигателя используется только магнитопровод. Обмотки, ротор, корпус статора — это все направляется в утиль. Поэтому название «трансформатор из электродвигателя» не совсем точно отражает суть.
Итак, какой двигатель выбрать? Понятно что серия 2А, а вот какой мощности? Ориентир — от 7 до 15 Квт. Не промахнётесь.
Не промахнётесь.
Дальше ваша задача добыть заветный статор. Сейчас их легче купить у сборщиков металлолома. Они уже очищены от проводов и, как правило, после 5-6 ударов кувалды раскалываются как орех. Но это происходит далеко не всегда. Двигатели, прошедшие ремонт, заливают лаком, поэтому корпус может не отделиться от пакета железа. Да и корпус может оказаться алюминиевым. Для того чтобы достичь цели, вам придется отжечь весь статор. Для этого надо поставить статор «на попа» и подложить под него пару кирпичей. Внутренняя полость заполняется дровами и поджигается. Прожарив ваш двигатель час, другой, вы без особого труда сможете отделить магнитопровод от корпуса. Из алюминиевых корпусов железо само выпадает в процессе прожарки. Точно также удаляются и провода (если вам попался не разграбленный статор). После термообработки они легко вынимаются из пазов статора.
В результате ваших трудов у вас должна получиться продукция как показано на рис 1 (см. ниже).
Пакет трансформаторного железа (магнитопровод)
Рис. 1
1
Затем необходимо снять размеры, как показано на рис.1. Эту болванку необходимо пропитать жидким масляным лаком. И высушить, используя подогрев. Это необходимо сделать для того, чтобы, после удаления стяжных накладок, пакет не рассыпался. Как правило, накладок от четырех и более штук. На мощных электродвигателях они ещё и проварены электросваркой по бокам.
Надо удалить не только накладки, но и проваренный металл. Делается это при помощи болгарки, шлифмашинки или фрезерного станка.
Вы спросите: для чего это делается? Дело в том, что магнитный поток в будущем трансформаторе, будет распространяться иначе, чем в электродвигателе. А эти накладки будут представлять собой короткозамкнутые витки и соответственно забирать львиную долю мощности и вызывать нагрев. И здесь основное правило — отсутствие короткозамкнутых витков. Их не должно быть, ни в самой конструкции трансформатора, ни в его креплении к корпусу.
Электромагнитные параметры такого железа чаще всего неизвестны, но их с достаточной точностью можно определить экспериментально.
После того, как вы избавитесь от накладок и следов электросварки, вам необходимо будет вырезать из картона или прессшпана две торцовые накладки (см. рис.2) и две картонные гильзы. Одну для внешней стороны, другую для внутренней. Сначала устанавливаются торцовые накладки, а затем внешняя и внутренняя гильзы. Затем все это хозяйство обматыватеся киперной, тафтяной или стеклолентой и снова пропитывается лаком и сушится.
Торцевой изолятор из прессшпана
Рис. 2
Вот теперь ваш тороидальный магнитопровод готов к тому, чтобы стать настоящим трансформатором. Провод нужен будет в х/б или стеклоэмалевой изоляции, можно и в бумажной.
Для продолжения нам необходимо произвести расчёты. Для первичной обмотки достаточен провод диаметром 2-2,5 мм, для вторичной обмотки подойдёт шина 8 х 4 мм длиной около 60 м (зависит от железа). Это вариант для меди. Для алюминия сечение нужно взять на 15% больше. Не путайте сечение с диаметром.
1) Кол-во витков на один вольт производится по формуле:
48 / (а х в), где (а х в) — площадь в квадратных сантиметрах, а не миллиметрах.
Напряжение для первичной обмотки выбираем 210 В (сядет под нагрузкой). Количество витков для первичной обмотки:
210 х (значение, полученное по формуле 1).
Начиная со 180 В, необходимо сделать отводы, через каждые 10 В: то есть: 180 В, 190 В, 200 В. Это вам пригодится в случае низкого напряжения в сети. Для вторичной обмотки V=55-65 В на холостом ходу (условие для стабильности дуги). Витки рассчитываются аналогично.
Если у вас статор от двигателя 4А, то коэффициент 48 можно уменьшить до 46.
После того как выполните расчеты, можете начинать наматывать. Вначале первичную, затем вторичную. Мотать следует виток к витку, а не внавал. Это придаст более высокую индуктивность обмоткам и оптимизирует режим работы трансформатора. Вам понадобится помощник. Мотать шиной на тор — процесс трудоёмкий, особенно если у вас нет круглого челнока. Поэтому упростить процесс можно следующим образом. Шину надо запустить в тор, примерно на половину длины. И потом мотать от середины к концу провода. Сначала одну одну часть шины, затем другую. Иначе голова закружится, бегать туда сюда. Выводы следует фиксировать киперной лентой.
Сначала одну одну часть шины, затем другую. Иначе голова закружится, бегать туда сюда. Выводы следует фиксировать киперной лентой.
После того как процесс намотки окончен, трансформатор следует вновь пропитать лаком. И хорошенько высушить. На это следует обратить особое внимание. Может получиться так, что сухой на ощупь трансформатор, будучи подключенным к сети, на холостом ходу начнет дымиться. Это значит, ему пришел капут. Замкнула первичная обмотка. Дело в том, что под действием сильного магнитного поля некоторые растворители (входящие в состав лака) начинают проводить ток. Даже если вы испытали лак мегомметром перед употреблением. Поэтому сушить лучше на горячую, в шкафу, или подать на обмотку постоянный ток, низкого напряжения.
Трансформатор в сборе
Рис. 4
Если всё выполните тщательно, ваш аппарат будет варить электродом № 4 и резать электродом № 3, работая от домашней розетки. Пробки на счётчик на время работы следует поставить 16А. Аппарат потребляет во время работы около 10 А. То есть так же, как чайник «тефаль». На «тройке» трансформатор вообще не греется, а на «четверке» нужно сжечь непрерывно штук десять, чтобы он нагрелся до 50 градусов. Этого вам хватит за глаза, и для себя, и для шабашки. Если у вас счётчик пятиамперный, то не жгите больше трех-четырех электродов № 4 подряд.
Аппарат потребляет во время работы около 10 А. То есть так же, как чайник «тефаль». На «тройке» трансформатор вообще не греется, а на «четверке» нужно сжечь непрерывно штук десять, чтобы он нагрелся до 50 градусов. Этого вам хватит за глаза, и для себя, и для шабашки. Если у вас счётчик пятиамперный, то не жгите больше трех-четырех электродов № 4 подряд.
Про вес и другие достоинства говорить не буду. О них написано столько, что уже и сказки появляются о чудотворных свойствах. Лучше поговорим о том, где сейчас можно взять провод для трансформатора. Раньше это всё валялось во втормете большими кучами. Сегодня провод можно найти там, где с ним работают. У нас это местные электросети и локомотивное депо. Удвойте цену на этот цветмет в два раза от цены металлолома, и для вас всегда подберут сгоревшую или пробитую катушку от масляного трансформатора. В такой катушке всегда найдется кусок целого провода, который и идет в дело. А если у вас кроме собственных рук есть кое-что в кошельке, то можно заказать в магазине электротоваров. Но себестоимость такого изделия будет выше в разы, чем произведенного из утиля. Поэтому, вспомнив дедушку Маркса, я рекомендую вкладываться по минимуму:-)). А под закат жизни написать книгу «Как воровалась сталь»:-))))).
Но себестоимость такого изделия будет выше в разы, чем произведенного из утиля. Поэтому, вспомнив дедушку Маркса, я рекомендую вкладываться по минимуму:-)). А под закат жизни написать книгу «Как воровалась сталь»:-))))).
Сварочный трансформатор из статора электродвигателя. Сварочный трансформатор
Я не стану объяснять, как при помощи сварочного трансформатора можно зарабатывать. Думаю, что всем ясно, хочешь, мотай трансформаторы и продавай, а хочешь — намотай один и шабашничай. Хоть на дому, хоть по вызову.
Идея производить трансформаторы из статоров электродвигателей практиковалась ещё двадцать лет тому назад и пользовалась популярностью среди самоделкиных. Кстати, и доход приносила ощутимый. За 50-75 советских карбованцев от такого изделия можно было избавиться за один — два дня. Чем я и занимался. На эту тему были даже публикации в «Моделист-конструкторе» и «Изобретателе и рационализаторе».
Немного позже были также публикации . И если с трансформаторами из ЛАТРов особых проблем не возникало, то с теми, что из двигателей, результаты у самоделкиных были весьма далеки от расчетных. А причиной тому — недостаток знаний в электротехнике, да и журналы публиковали материал, скрывая все подводные течения.
Это походило больше на инструкцию юному душману, с рецептами фугасов. Оставалось только крикнуть: «Аллах акбар» или «Банзай» и включить в розетку. А дальше, как минимум, сгоревшие пробки, как максимум — кердык электросчётчику и масса лестных отзывов в адрес изобретателей и их родителей.
Конечно, я понимал все причины неудач, но выдавать секретов не хотелось, чтобы не плодить конкурентов. И лишь только после того, как я нашел себе более интересный заработок, в виде электроудочек, я стал делиться информацией. Я тогда ещё жил в Самаре и возможность заработка на рыбе меня привлекала куда больше, чем кряхтеть и потеть над сварочниками.
Итак, о трансформаторах. Для начала надо правильно выбрать электродвигатель. Из наиболее распространённых серий 2А и 4А предпочтение следует отдать первым. У них больше окно магнитопровода, соответственно, и мотать будет легче. Если вы такой не найдёте, можно выбрать и 4А. Только, для облегчения работы, пакет его магнитопровода лучше разделить на две части. Иначе обмотки могут не поместиться в окно. И затем намотать их по отдельности и соединять последовательно.
Из всего электродвигателя используется только магнитопровод. Обмотки, ротор, корпус статора — это все направляется в утиль. Поэтому название «трансформатор из электродвигателя» не совсем точно отражает суть.
Итак, какой двигатель выбрать? Понятно что серия 2А, а вот какой мощности? Ориентир — от 7 до 15 Квт. Не промахнётесь.
Дальше ваша задача добыть заветный статор. Сейчас их легче купить у сборщиков металлолома. Они уже очищены от проводов и, как правило, после 5-6 ударов кувалды раскалываются как орех. Но это происходит далеко не всегда. Двигатели, прошедшие ремонт, заливают лаком, поэтому корпус может не отделиться от пакета железа. Да и корпус может оказаться алюминиевым. Для того чтобы достичь цели, вам придется отжечь весь статор. Для этого надо поставить статор «на попа» и подложить под него пару кирпичей. Внутренняя полость заполняется дровами и поджигается. Прожарив ваш двигатель час, другой, вы без особого труда сможете отделить магнитопровод от корпуса. Из алюминиевых корпусов железо само выпадает в процессе прожарки. Точно также удаляются и провода (если вам попался не разграбленный статор). После термообработки они легко вынимаются из пазов статора.
В результате ваших трудов у вас должна получиться продукция как показано на рис 1 (см. ниже).
Затем необходимо снять размеры, как показано на рис.1. Эту болванку необходимо пропитать жидким масляным лаком. И высушить, используя подогрев. Это необходимо сделать для того, чтобы, после удаления стяжных накладок, пакет не рассыпался. Как правило, накладок от четырех и более штук. На мощных электродвигателях они ещё и проварены электросваркой по бокам.
Надо удалить не только накладки, но и проваренный металл. Делается это при помощи болгарки, шлиф машинки или фрезерного станка.
Вы спросите: для чего это делается? Дело в том, что магнитный поток в будущем трансформаторе, будет распространяться иначе, чем в электродвигателе. А эти накладки будут представлять собой короткозамкнутые витки и соответственно забирать львиную долю мощности и вызывать нагрев. И здесь основное правило — отсутствие короткозамкнутых витков. Их не должно быть, ни в самой конструкции трансформатора, ни в его креплении к корпусу.
Электромагнитные параметры такого железа чаще всего неизвестны, но их .
После того, как вы избавитесь от накладок и следов электросварки, вам необходимо будет вырезать из картона или пресс шпана две торцовые накладки (см. рис.2) и две картонные гильзы. Одну для внешней стороны, другую для внутренней. Сначала устанавливаются торцовые накладки, а затем внешняя и внутренняя гильзы. Затем все это хозяйство обматывается киперной, тафтяной или стекло лентой и снова пропитывается лаком и сушится.
Вот теперь ваш тороидальный магнитопровод готов к тому, чтобы стать настоящим трансформатором. Провод нужен будет в х/б или стеклоэмалевой изоляции, можно и в бумажной.
Для продолжения нам необходимо произвести расчёты. Для первичной обмотки достаточен провод диаметром 2-2,5 мм, для вторичной обмотки подойдёт шина 8 х 4 мм длиной около 60 м (зависит от железа). Это вариант для меди. Для алюминия сечение нужно взять на 15% больше. Не путайте сечение с диаметром.
Кол-во витков на один вольт производится по формуле:
48 / (а х в), где (а х в) — площадь в квадратных сантиметрах, а не миллиметрах.
Напряжение для первичной обмотки выбираем 210 В (сядет под нагрузкой). Количество витков для первичной обмотки:
210 х (значение, полученное по формуле 1).
Начиная со 180 В, необходимо сделать отводы, через каждые 10 В: то есть: 180 В, 190 В, 200 В. Это вам пригодится в случае низкого напряжения в сети. Для вторичной обмотки V=55-65 В на холостом ходу (условие для стабильности дуги). Витки рассчитываются аналогично.
Если у вас статор от двигателя 4А, то коэффициент 48 можно уменьшить до 46.
После того как выполните расчеты, можете начинать наматывать. Вначале первичную, затем вторичную. Мотать следует виток к витку, а не внавал. Это придаст более высокую индуктивность обмоткам и оптимизирует режим работы трансформатора. Вам понадобится помощник. Мотать шиной на тор — процесс трудоёмкий, особенно если у вас нет круглого челнока. Поэтому упростить процесс можно следующим образом. Шину надо запустить в тор, примерно на половину длины. И потом мотать от середины к концу провода. Сначала одну одну часть шины, затем другую. Иначе голова закружится, бегать туда сюда. Выводы следует фиксировать киперной лентой.
После того как процесс намотки окончен, трансформатор следует вновь пропитать лаком. И хорошенько высушить. На это следует обратить особое внимание. Может получиться так, что сухой на ощупь трансформатор, будучи подключенным к сети, на холостом ходу начнет дымиться. Это значит, ему пришел капут. Замкнула первичная обмотка. Дело в том, что под действием сильного магнитного поля некоторые растворители (входящие в состав лака) начинают проводить ток. Даже если вы испытали лак мегомметром перед употреблением. Поэтому сушить лучше на горячую, в шкафу, или подать на обмотку постоянный ток, низкого напряжения.
Если всё выполните тщательно, ваш аппарат будет варить электродом № 4 и резать электродом № 3, работая от домашней розетки. Пробки на счётчик на время работы следует поставить 16А. Аппарат потребляет во время работы около 10 А. То есть так же, как чайник «тефаль». На «тройке» трансформатор вообще не греется, а на «четверке» нужно сжечь непрерывно штук десять, чтобы он нагрелся до 50 градусов. Этого вам хватит за глаза, и для себя, и для шабашки. Если у вас счётчик пятиамперный, то не жгите больше трех-четырех электродов № 4 подряд.
Про вес и другие достоинства говорить не буду. О них написано столько, что уже и сказки появляются о чудотворных свойствах. Лучше поговорим о том, где сейчас можно взять провод для трансформатора. Раньше это всё валялось во втормете большими кучами. Сегодня провод можно найти там, где с ним работают. У нас это местные электросети и локомотивное депо. Удвойте цену на этот цветмет в два раза от цены металлолома, и для вас всегда подберут сгоревшую или пробитую катушку от масляного трансформатора. В такой катушке всегда найдется кусок целого провода, который и идет в дело. А если у вас кроме собственных рук есть кое-что в кошельке, то можно заказать в магазине электротоваров. Но себестоимость такого изделия будет выше в разы, чем произведенного из утиля. Поэтому, вспомнив дедушку Маркса, я рекомендую вкладываться по минимуму. А под закат жизни написать книгу «Как воровалась сталь»
Конструкция предлагаемого сварочного аппарата «сухая» — сделанная на основе статора от электродвигателя. Убедился: лучше всего использовать соответствующий магнитопровод от асинхронной трёхфазной машины мощностью 4-5 кВт. Высвободить такой статор из корпусной оболочки проще всего кувалдой или увесистым молотком, ударяя по самым слабым местам.
Далее удаляется обмотка. Причём — в два приёма. Сначала убирают её с какой-нибудь одной стороны, воспользовавшись ножовкой по металлу. Хотя вполне можно применить для этой же цели молоток со стамеской, направляя силу удара по касательной к диаметру статора. Ну а затем уже, зайдя с противоположной стороны, начинают пассатижами вытаскивать отрезки «наполовину разлохмаченных» проводов из пазов. Освобождающийся от обмотки магнитопровод и станет тороидальным сердечником сварочного трансформатора.
Рис.1. Сварочный трансформатор с магнитопроводом из статора сгоревшего электродвигателя (изоляция между обмотками, их слоями, а также магнитопроводом условно не показана):
1 — ножка-амортизатор (от флаконов с бытовой химией, резина, 6 шт.), 2 — стенка-корпус (10-мм термостойкий листовой изолятор, 2 шт.), 3 — клемма-стяжка (болт М8 из меди или латуни, 6 шт.), 4 — гайка М8 (из меди или латуни, 18 шт.), 5 — шайба медная (28 шт.), 6 — кабель силовой одножильный сечением 20 мм2 (2 шт.), 7 — гайка-барашек М8 (2 шт.), 8 — отвод (отрезок провода электрического многожильного сечением 20 мм2 в хлопчатобумажной изоляции, 4 шт.), 9 — магнитопровод с сечением a x b (из статора сгоревшего электродвигателя), 10 — кабель сетевой двухжильный, 11 — вывод вторичной обмотки трансформатора (2 шт.).
Как показывает практика, при выборе «пакета железа» для него надо стремиться к тому, чтобы размер «а» статора-заготовки находился бы в пределах 30…40 мм. Тогда для получения оптимального сечения в 20…25 см2 придётся расчленить наш исходный тор на 2-3 части, чтобы размер «в» оказался равным 50…80 мм. Лучше это сделать ножовкой по металлу, пропилив наружные литые стяжки в пазах (обычно их 8). Затем, удалив «попорченные» 3…4 листа «статорного железа», расклёпывают стяжки, скрепляя тем самым каждый из будущих тороидальных сердечников. А вот дуговой резкой-сваркой здесь увлекаться не следует, так как возникающие в этих местах вихревые токи Фуко ведут к разогреву магнитопровода и существенно снижают эффективность работы трансформатора.
Рис.2. Заточка зубила-крейцмейселя.
Внутренние зубцы — полюса статора — выбираются зубилом-крейцмейселем с особой заточкой (см. рис.). Естественно, не следует при этом пренебрегать правилами техники безопасности. Обязательно надо использовать очки и рукавицы. Зубило лучше всего держать пассатижами, а не руками.
Ни в коем случае нельзя срезать зубцы электро- или газосваркой. Ведь в магнитопроводе при работе трансформатора опять-таки возникнут токи Фуко. Поэтому лучше всего воспользоваться здесь «дедовским методом» с зубилом и молотком массой в 1 кг. А остающиеся после вырубки зубцов неровности целесообразно убрать шлифовкой с помощью абразивного круга. Готовый магнитопровод-тор обматывается киперной или другой изоляционной лентой на тканевой основе.
Теперь дело за первичной обмоткой. Количество витков в ней с приемлемой для практики точностью можно найти, умножив значение напряжения в сети на частное от деления «40» на площадь поперечного сечения (в см2) сердечника трансформатора. В нашем случае этот коэффициент, характеризующий расчётное число витков на 1 В, равен двум.
Таким образом для сетевой (первичной) обмотки предлагаемого мной «сварочника» потребуется всего лишь 440 витков. Причём лучше всего использовать здесь медный провод сечением 2…3 мм2 (диаметром 1,6…2 мм) в стеклотканевой изоляции. Слои первичной обмотки тщательно изолируются друг от друга. Как, впрочем, и слои вторичной, число витков в которой, исходя из требуемого напряжения (56 В) и вышеназванного коэффициента (2), должно быть равно 112, а сечение — 10…30 мм2. Обмоточные провода можно взять из старых электродвигателей с фазным ротором мощностью 3…6 кВт. Я, например, использовал именно от них провод с стеклотканевой изоляцией (сечение — 3 мм2) для первичной обмотки. Кстати, из этих же электродвигателей можно заимствовать и шинопровод сечением 18 мм для вторичной обмотки сварочного трансформатора. Тем более что всё это — из чистейшей меди.
Естественно, для намотки «сварочника» можно довольствоваться и алюминием. Но тогда размер сечения каждой из обмоток увеличивается в 1,65 раза. Например, для первичной потребуется провод уже не менее 3,3…5 мм2. Помня об этом, я в одном из вариантов сварочных трансформаторов был вынужден использовать двужильный алюминиевый провод — «лапшу» с сечением 2×2,5 мм2 (диаметр одной жилы у него составляет почти 1,9 мм).
Сколько надо взять провода для той или иной обмотки? Определить это, как говорится, проще простого. Измерив расход провода на 1 виток обмотки (см. рис.), надо данную величину помножить на расчётное число витков обмотки. Но взять (учитывая толщину изоляции и пр.) с трёхпроцентным запасом (для первичной) или шестипроцентным (для вторичной обмотки).
В своих «сварочниках» предусматриваю 5 ступеней регулировки (до максимума в 56 В), делая отводы во вторичной обмотке, рассчитанные на напряжения 32 В, 38 В, 44 В и 50 В. При переходе на витки это, соответственно, будут 64, 76, 88 и 100. Отводы предпочитаю выполнять путём подмотки отрезков гибкого провода сечением не менее 10 мм2.
Найти точные места выводов во вторичной обмотке проще всего экспериментально, методом «проб и ошибок». Особенно если её намотка «рыхлая», да ещё и велась гибким проводом. Тогда смело включают трансформатор в сеть и условно, приняв первый вывод вторичной обмотки за «общий», протыкают изоляцию щупом-иглой то в одном, то в другом месте. А найдя таким образом напряжения 32 В, 38 В, 44 В, 50 В, маркируют их. Если же вторичная обмотка намотана шинопроводом, то придётся-таки ограничиться «расчётным» методом. То есть заранее определять, на каком витке будет выполнен тот или иной отвод, умножая вышеназванный коэффициент (2) на требуемое число вольт.
Готовому трансформатору придают удобную и надёжную с точки зрения пользователей форму. Для этого вырезают два квадрата из 10-мм фанеры. А ещё лучше — из стеклотекстолита или другого термостойкого изолятора. В середине высверливают 30-мм круг для вентиляции (см. рис.), а симметрично ему и по углам — семь 8-мм отверстий для прохода клемм-стяжек и сетевого провода.
Корпус, по сути, готов. Ну а остальное, думаю, ясно из иллюстраций, которые здесь приводятся. Убеждён: сделать себе добротный сварочный трансформатор по изложенной выше методике сможет любой желающий.
В предлагаемом сварочном во вторичной обмотке сделаны выводы с шагом в 6 В. Используя же принцип автотрансформатора, можно иметь на выходе целую «гамму» напряжений: от 6 до 56 В. В частности, используя выводы 56 В и 50 В, легко получить разностное напряжение 6 В. Выводы 44 В и 56 В позволяют иметь на выходе 12 В. Подключив, например, к такому трансформатору выпрямитель на 200 А, можно смело запускать стартер двигателя.
Да, «сварочник» действительно выдает до 200 А во вторичной обмотке. А это значит, что можно уже использовать электроды диаметром 2…5 мм! Будучи сделанным по предлагаемой технологии, сварочный трансформатор имеет небольшие габариты (в пределах 350x350x200 мм) и поистине минимальную массу (до 25 кг).
Плененное электричество
Если паровые котлы и механические двигатели к ним сначала были придуманы инженерами и изобретателями, а физики после этого помогли их значительно усовершенствовать, то в области электрических машин все обстояло наоборот.
Здесь открытия ученых — ив первую очередь Фарадея — послужили толчком для изобретательской фантазии инженеров, которые теперь с полным правом могли называть себя электриками и энергетиками…
В технике основными устройствами, использующими явление электромагнитной индукции, являются генераторы электрического тока , электродвигатели и трансформаторы .
Генератор состоит из статора и ротора. Массивный неподвижный статор представляет собой полый стальной цилиндр, на внутренней стенке которого уложено большое число витков металлического провода, ведущего во внешнюю электрическую цепь — к потребителю электроэнергии. Ротор — цилиндр с пазами, большой подвижный электромагнит, установленный внутри статора.
Под действием пара, газа или падающей воды (на гидростанциях) ротор начинает быстро вращаться — ив проводах статора благодаря электромагнитной индукции возникает электрический ток.
В электродвигателях происходит другое превращение: переменный электрический ток, протекая через провода статора, заставляет ротор вращаться. С помощью механических приспособлений движение ротора можно передать ленте траспортера, эскалатору метро, зубчатым и ременным передачам любого станка на современном заводе.
Огромные генераторы и электродвигатели выпускаются сейчас промышленностью многих стран мира. На советских теплоэлектростанциях монтируются генераторы мощностью до 1 миллиона киловатт! Такие генераторы, как правило, вырабатывают низкое электрическое напряжение, которое обязательно повышают, прежде чем передать электроэнергию от расположенных вдалеке электростанций к городам, где ее нетерпеливо ждут промышленные предприятия и жилые дома.
Здесь уже незаменимыми оказываются такие электрические устройства, как трансформаторы , состоящие из сердечника и двух катушек, в которых разное число витков. Если к катушке с большим числом витков подвести переменный электрический ток большого напряжения, то со стороны катушки с малым числом витков можно «снять» больший ток, но значительно меньшее напряжение. Ведь в электрической сети жилой квартиры лучше иметь напряжение, безопасное для жизни… и спиралей электрических лампочек. Тоненькие вольфрамовые спирали легко перегорают при повышенном напряжении. А свет лампочки, как справедливо заметил Владимир Маяковский, для нас столь же важен, как «хороший стих и букварь».
Машинный зал современной электростанции. Электрогенераторы превращают механическое вращение турбин в электрический ток.
Современники Фарадея — английский физик Джоуль и русский ученый Ленц практически одновременно и независимо друг от друга вывели закон, определяющий тепловое действие электрического тока. Количество теплоты, выделяемой проводником с током, гласит закон Джоуля — Ленца , равно произведению квадрата силы тока, времени его протекания и сопротивления проводника. Но ведь переход в тепло означает, что электричество постепенно теряется и при очень длинных проводах может вообще не дойти до места назначения? Конечно, вероятность такого печального исхода тем выше, чем больше сила электрического тока, чем тоньше и протяженнее провода.
Здесь, как мы знаем, выручает трансформатор: повышая напряжение, он уменьшает силу тока, отправляемого в дальний путь…
Скульптор, создавший статую Фарадея, установленную в Королевском институте в Лондоне, изобразил его держащим в руке историческую катушку с навитыми проводами. Маленькая, но очень важная деталь — с этой катушки началась, как мы видим, вся современная электротехника.
Все мы привыкли к электричеству, к его применению в абсолютно разных сферах нашей жизни. Но даже жизнь в 21-ом веке, в огромном мегаполисе и привычка постоянно использовать всевозможные электроприборы, механизмы и т.п. не могут уберечь нас от аварийного отсутствия тока в электрической сети. А работы, связанные со строительством, монтажом – по определению не всегда могут иметь подключение к общему электроснабжению, а значит необходимы какие-то временные или резервные источники электроэнергии. Вот тут-то к нам на помощь и приходят электростанции, по иному называемые – генераторы, которые по своему содержанию представляют систему нескольких устройств, где происходит преобразование механической энергии в электрическую энергию с переменным или постоянным токами.
Практически все электростанции могут использоваться как в быту, в качестве источника энергии осветительных приборов, бытовой и офисной техники, так и для индустриального использования в промышленных масштабах. Конструктивные и эксплуатационные преимущества модельного ряда электростанций позволяют каждому потребителю выбрать необходимое ему оборудование в зависимости от целей и задач его эксплуатации. За счёт повышенной мощности и наличия нескольких розеток потребитель имеет возможность одновременного подключения нескольких электроприборов.
Я не стану объяснять, как при помощи сварочного трансформатора можно зарабатывать. Думаю, что всем ясно, хочешь, мотай трансформаторы и продавай, а хочешь — намотай один и шабашничай. Хоть на дому, хоть по вызову.
Идея производить трансформаторы из статоров электродвигателей практиковалась ещё двадцать лет тому назад и пользовалась популярностью среди самоделкиных. Кстати, и доход приносила ощутимый. За 50-75 советских карбованцев от такого изделия можно было избавиться за один-два дня. Чем я и занимался. На эту тему были даже публикации в «Моделист-конструкторе» и «Изобретателе и рационализаторе».
Немного позже были также публикации о сварочных трансформаторах из ЛАТРов. И если с трансформаторами из ЛАТРов особых проблем не возникало, то с теми, что из двигателей, результаты у самоделкиных были весьма далеки от расчетных. А причиной тому — недостаток знаний в электротехнике, да и журналы публиковали материал, скрывая все подводные течения. Это походило больше на инструкцию юному душману, с рецептами фугасов. Оставалось только крикнуть: «Аллах акбар» или «Банзай» и включить в розетку. А дальше, как минимум, сгоревшие пробки, как максимум — кердык электросчётчику и масса лестных отзывов в адрес изобретателей и их родителей.
Конечно, я понимал все причины неудач, но выдавать секретов не хотелось, чтобы не плодить конкурентов. И лишь только после того, как я нашел себе более интересный заработок, в виде электроудочек, я стал делиться информацией. Я тогда ещё жил в Самаре и возможность заработка на рыбе меня привлекала куда больше, чем кряхтеть и потеть над сварочниками.
Итак, о трансформаторах. Для начала надо правильно выбрать электродвигатель. Из наиболее распространённых серий 2А и 4А предпочтение следует отдать первым. У них больше окно магнитопровода, соответственно, и мотать будет легче. Если вы такой не найдёте, можно выбрать и 4А. Только, для облегчения работы, пакет его магнитопровода лучше разделить на две части. Иначе обмотки могут не поместиться в окно. И затем намотать их по отдельности и соединять последовательно.
Из всего электродвигателя используется только магнитопровод. Обмотки, ротор, корпус статора — это все направляется в утиль. Поэтому название «трансформатор из электродвигателя» не совсем точно отражает суть.
Итак, какой двигатель выбрать? Понятно что серия 2А, а вот какой мощности? Ориентир — от 7 до 15 Квт. Не промахнётесь.
Дальше ваша задача добыть заветный статор. Сейчас их легче купить у сборщиков металлолома. Они уже очищены от проводов и, как правило, после 5-6 ударов кувалды раскалываются как орех. Но это происходит далеко не всегда. Двигатели, прошедшие ремонт, заливают лаком, поэтому корпус может не отделиться от пакета железа. Да и корпус может оказаться алюминиевым. Для того чтобы достичь цели, вам придется отжечь весь статор. Для этого надо поставить статор “на попа” и подложить под него пару кирпичей. Внутренняя полость заполняется дровами и поджигается. Прожарив ваш двигатель час, другой, вы без особого труда сможете отделить магнитопровод от корпуса. Из алюминиевых корпусов железо само выпадает в процессе прожарки. Точно также удаляются и провода (если вам попался не разграбленный статор). После термообработки они легко вынимаются из пазов статора.
В результате ваших трудов у вас должна получиться продукция как показано на рис1 (см. ниже).
Затем необходимо снять размеры, как показано на рис.1. Эту болванку необходимо пропитать жидким масляным лаком. И высушить, используя подогрев. Это необходимо сделать для того, чтобы, после удаления стяжных накладок, пакет не рассыпался. Как правило, накладок от четырех и более штук. На мощных электродвигателях они ещё и проварены электросваркой по бокам.
Надо удалить не только накладки, но и проваренный металл. Делается это при помощи болгарки, шлифмашинки или фрезерного станка.
Вы спросите: для чего это делается? Дело в том, что магнитный поток в будущем трансформаторе, будет распространяться иначе, чем в электродвигателе. А эти накладки будут представлять собой короткозамкнутые витки и соответственно забирать львиную долю мощности и вызывать нагрев. И здесь основное правило — отсутствие короткозамкнутых витков. Их не должно быть, ни в самой конструкции трансформатора, ни в его креплении к корпусу.
После того, как вы избавитесь от накладок и следов электросварки, вам необходимо будет вырезать из картона или прессшпана две торцовые накладки (см. рис.2) и две картонные гильзы. Одну для внешней стороны, другую для внутренней. Сначала устанавливаются торцовые накладки, а затем внешняя и внутренняя гильзы. Затем все это хозяйство обматыватеся киперной, тафтяной или стеклолентой и снова пропитывается лаком и сушится.
Вот теперь ваш тороидальный магнитопровод готов к тому, чтобы стать настоящим трансформатором. Провод нужен будет в х/б или стеклоэмалевой изоляции, можно и в бумажной.
Для продолжения нам необходимо произвести расчёты. Для первичной обмотки достаточен провод диаметром 2-2,5 мм, для вторичной обмотки подойдёт шина 8 х 4 мм длиной около 60 м (зависит от железа). Это вариант для меди. Для алюминия сечение нужно взять на 15% больше. Не путайте сечение с диаметром.
1) Кол-во витков на один вольт производится по формуле:
48 / (а х в), где (а х в)- площадь в квадратных сантиметрах, а не миллиметрах.
Напряжение для первичной обмотки выбираем 210 В (сядет под нагрузкой). Количество витков для первичной обмотки:
210 х (значение, полученное по формуле 1).
Начиная со 180 В, необходимо сделать отводы, через каждые 10 В: то есть: 180 В, 190 В, 200 В. Это вам пригодится в случае низкого напряжения в сети. Для вторичной обмотки V=55-65 В на холостом ходу (условие для стабильности дуги). Витки рассчитываются аналогично.
Если у вас статор от двигателя 4А, то коэффициент 48 можно уменьшить до 46.
После того как выполните расчеты, можете начинать наматывать. Вначале первичную, затем вторичную. Мотать следует виток к витку, а не внавал. Это придаст более высокую индкутивность обмоткам и оптимизирует режим работы трансформатора. Вам понадобится помощник. Мотать шиной на тор — процесс трудоёмкий, особенно если у вас нет круглого челнока. Поэтому упростить процесс можно следующим образом. Шину надо запустить в тор, примерно на половину длины. И потом мотать от середины к концу провода. Сначала одну одну часть шины, затем другую. Иначе голова закружится, бегать туда сюда. Выводы следует фиксировать киперной лентой.
После того как процесс намотки окончен, трансформатор следует вновь пропитать лаком. И хорошенько высушить. На это следует обратить особое внимание. Может получиться так, что сухой на ощупь трансформатор, будучи подключенным к сети, на холостом ходу начнет дымиться. Это значит, ему пришел капут. Замкнула первичная обмотка. Дело в том, что под действием сильного магнитного поля некоторые растворители (входящие в состав лака) начинают проводить ток. Даже если вы испытали лак мегомметром перед употреблением. Поэтому сушить лучше на горячую, в шкафу, или подать на обмотку постоянный ток, низкого напряжения.
Если всё выполните тщательно, ваш аппарат будет варить электродом № 4 и резать электродом № 3, работая от домашней розетки. Пробки на счётчик на время работы следует поставить 16А. Аппарат потребляет во время работы около 10 А. То есть так же, как чайник «тефаль». На “тройке” трансформатор вообще не греется, а на “четверке” нужно сжечь непрерывно штук десять, чтобы он нагрелся до 50 градусов. Этого вам хватит за глаза, и для себя, и для шабашки. Если у вас счётчик пятиамперный, то не жгите больше трех-четырех электродов № 4 подряд.
Про вес и другие достоинства говорить не буду. О них написано столько, что уже и сказки появляются о чудотворных свойствах. Лучше поговорим о том, где сейчас можно взять провод для трансформатора. Раньше это всё валялось во втормете большими кучами. Сегодня провод можно найти там, где с ним работают. У нас это местные электросети и локомотивное депо. Удвойте цену на этот цветмет в два раза от цены металлолома, и для вас всегда подберут сгоревшую или пробитую катушку от масляного трансформатора. В такой катушке всегда найдется кусок целого провода, который и идет в дело. А если у вас кроме собственных рук есть кое-что в кошельке, то можно заказать в магазине электротоваров. Но себестоимость такого изделия будет выше в разы, чем произведенного из утиля. Поэтому, вспомнив дедушку Маркса, я рекомендую вкладываться по минимуму:-)). А под закат жизни написать книгу ”Как воровалась сталь” :-))))).
инверторный, точечный, из микроволновки и другие
Сварочный аппарат является довольно востребованным устройством как среди профессионалов, так и среди домашних мастеров. Но для бытового использования порой нет смысла покупать дорогостоящий агрегат, поскольку он будет использоваться в редких случаях, например, если потребуется заварить трубу или поставить забор. Поэтому будет разумнее сделать сварочный аппарат своими руками, вложив в него минимальное количество средств.
Главной деталью любого сварочника, работающего по принципу электродуговой сварки, является трансформатор. Данную деталь можно извлечь из старой, ненужной бытовой техники и сделать из нее самодельный сварочный аппарат. Но в большинстве случаев трансформатору требуется небольшая доработка. Существует несколько способов, чтобы сделать сварочник, которые могут быть как самыми простыми, так и более сложными, требующими знания в радиоэлектронике.
Сварочный аппарат из микроволновки
Чтобы изготовить мини-сварочный аппарат, понадобится пара трансформаторов, снятых с ненужной микроволновой печи. Микроволновку несложно найти у друзей, знакомых, соседей и т.д. Главное, чтобы она обладала мощностью в пределах 650-800 Вт, и в ней был исправен трансформатор. Если печка будет иметь более мощный трансформатор, то и аппарат получится с более высокими показателями тока.
Итак, трансформатор, снятый с микроволновки, имеет 2 обмотки: первичную (первичку) и вторичную (вторичку).
Вторичка имеет больше витков и меньшее сечение провода. Поэтому, чтобы трансформатор стал пригодным для сварки, ее требуется убрать и заменить на проводник с большей площадью сечения. Чтобы извлечь данную обмотку из трансформатора, ее необходимо спилить с обеих сторон детали с помощью ножовки по металлу.
Делать это нужно с особой аккуратностью, чтобы случайно не задеть пилой первичную обмотку.
Когда катушка будет спилена, ее остатки потребуется извлечь из магнитопровода. Эта задача намного облегчится, если просверлить обмотки для снятия напряжения металла.
Далее, с помощью сверла или зубила выбейте остатки намотки.
Проделайте такие же операции и с другим трансформатором. В итоге у вас получится 2 детали, имеющие первичную обмотку на 220 В.
Важно! Не забудьте удалить токовые шунты (показаны стрелками на фото ниже). Это процентов на 30 увеличит мощность аппарата.
Для изготовления вторички потребуется приобрести 11-12 метров провода. Он должен быть многожильным и иметь сечение не менее 6 квадратов.
Чтобы сделать сварочный аппарат, для каждого трансформатора потребуется намотать по 18 витков (6 рядов в высоту и 3 слоя в толщину).
Можно оба трансформатора мотать одним проводом либо по отдельности. Во втором случае катушки должны соединяться последовательно.
Намотку следует делать очень плотной, чтобы провода не болтались. Далее, первичные обмотки нужно соединить параллельно.
Чтобы детали соединить вместе, их можно прикрутить к небольшому обрезку деревянной доски.
Если измерить напряжение на вторичке трансформатора, то в данном случае оно будет равняться 31-32 В.
Таким самодельным сварочником без труда варится металл толщиной 2 мм электродами с диаметром 2,5 мм.
Следует помнить, что варить таким самодельным аппаратом следует с перерывами на отдых, поскольку его обмотки сильно нагреваются. В среднем, после каждого использованного электрода аппарат должен остывать в течение20-30 минут.
Тонкий металл агрегатом, сделанным из микроволновки, варить не получится, так как он его будет резать. Для регулировки тока к сварочнику можно подключить балластный резистор или дроссель. Роль резистора может выполнить отрезок стальной проволоки определенной длины (подбирается экспериментально), который подсоединяется к низковольтной обмотке.
Сварочник на переменном токе
Это самый распространенный вид аппаратов для сварки металлов. Его просто изготовить в домашних условиях, и он неприхотлив в эксплуатации. Но главный недостаток аппарата – это большая масса понижающего трансформатора, который является основой агрегата.
Для домашнего использования достаточно, чтобы аппарат выдавал напряжение 60 В и мог обеспечить силу тока в 120-160 А. Поэтому для первички, к которой идет подключение бытовой сети 220 В, потребуется провод с сечением от 3 мм2 до 4 мм2. Но идеальный вариант — это проводник с сечением 7 мм2. При таком сечении перепады напряжения и возможные дополнительные нагрузки аппарату будут не страшны. Из этого следует, что для вторички нужен проводник, имеющий 3 мм в диаметре. Если брать алюминиевый проводник, то расчетное сечение медного умножается на коэффициент 1,6. Для вторички потребуется медная шина с сечением не менее 25 мм2
Очень важно, чтобы проводник для намотки был покрыт тряпичной изоляцией, поскольку традиционная ПВХ оболочка при нагревании плавится, что может вызвать межвитковое замыкание.
Если вы не нашли провод с необходимым сечением, то его можно изготовить самостоятельно из нескольких более тонких проводников. Но при этом значительно увеличится толщина провода и, соответственно – габариты агрегата.
Первым делом, изготавливается основа трансформатора – сердечник. Его делают из металлических пластин (трансформаторной стали). Данные пластины должны иметь толщину 0,35-0,55 мм. Шпильки, соединяющие пластины, требуется хорошо изолировать от них. Перед сборкой сердечника просчитываются его размеры, то есть размеры “окна” и площадь сечения сердечника, так называемого “керна”. Для расчета площади используют формулу: S см2 = a х b (см. рис. ниже).
Но из практики известно, что если сделать сердечник с площадью меньшей 30 см2, то таким аппаратом будет сложно получить качественный шов из-за недостатка запаса мощности. Да и нагреваться он будет очень быстро. Поэтому сечение сердцевины должно быть не менее 50 см2. Несмотря на то, что увеличится масса агрегата, он станет более надежным.
Для сборки сердечника лучше использовать Г-образные пластины и размещать их так, как показано на следующем рисунке, пока толщина детали не достигнет необходимого значения.
Пластины по окончанию сборки необходимо скрепить (по углам) с помощью болтов, после чего зачистить напильником и заизолировать тканевой изоляцией.
Теперь можно начать намотку трансформатора.
- В первую очередь, следует намотать первичку. Для ее изготовления потребуется сделать 215 витков.
- Рекомендуется на 165 и 190 витке сделать ответвление. Чтобы это сделать, необходимо в верхней части трансформатора прикрепить пластину из текстолита. Все ответвления закрепляются на ней с помощью болтов. Но возле них следует ставить маркировку. Например, возле первого провода следует написать “Общий”, возле 2-го отвода – “165 виток”, возле 3-го – “190 виток” и возле 4-го – “215 виток”. В дальнейшем это позволит регулировать силу тока. Если требуется повысить силу тока, то выбирается обмотка с меньшим количеством витков, и наоборот.
- Далее, делается вторичная обмотка, состоящая из 70-ти витков.
Следует учитывать один нюанс: соотношение витков на сердечнике должно быть 40% к 60%. Это значит, что на стороне, где размещена первичка, должно быть меньшее количество витков вторички. Благодаря этому при начале сварки обмотка, имеющая больше витков, частично отключится из-за возникновения вихревых токов. При этом повысится сила тока, что положительным образом скажется на качестве шва.
Когда намотка трансформатора будет завершена, сетевой кабель подключается к общему проводу и к ответвлению 215 витка. Сварочные кабели подключаются к вторичной обмотке. После этого контактный сварочный аппарат готов к работе.
Аппарат на постоянном токе
Чтобы варить чугун или нержавейку, требуется аппарат постоянного тока. Его можно сделать из обычного трансформаторного агрегата, если к его вторичной обмотке подсоединить выпрямитель. Ниже приведена схема сварочного аппарата с диодным мостом.
Схема сварочного аппарата с диодным мостом
Выпрямитель собирается на диодах Д161, способных выдерживать 200А. Они обязательно должны быть установлены на радиаторах. Также для выравнивания пульсации тока потребуется 2 конденсатора (С1 и С2) на 50 В и 1500 мкФ. Данная электросхема также имеет регулятор тока, роль которого выполняет дроссель L1. К контактам Х5 и Х4 подсоединяются сварочные кабели (прямой или обратной полярностью), в зависимости от толщины соединяемого металла.
Инвертор из блока питания компьютера
Сварочный аппарат из блока питания компьютера сделать невозможно. Но использовать его корпус и некоторые детали, а также вентилятор вполне реально. Итак, если сделать инвертор своими руками, то его легко можно разместить в корпусе БП от компьютера. Все транзисторы (IRG4PC50U) и диоды (КД2997А) необходимо устанавливать на радиаторы без использования прокладок. Для охлаждения деталей желательно использовать мощный вентилятор, такой как Thermaltake A2016. Несмотря на свои небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об/мин. Также вентилятор имеет встроенный регулятор оборотов. Последние регулируются с помощью термопары, которую нужно закрепить на радиаторе с установленными диодами.
Совет! В корпусе БП рекомендуется просверлить несколько дополнительных отверстий для лучшей вентиляции и отведения тепла. Защита от перегрева, установленная на радиаторах транзисторов, настроена на срабатывание при температуре 70-72 градуса.
Ниже приведена принципиальная электрическая схема сварочного инвертора (в большом разрешении), по которой можно сделать аппарат, помещающийся в корпусе БП.
Далее приведены схемы, для производства печатных плат, которые нужны, чтобы сделать инвертор.
На следующих фото показано, из каких комплектующих состоит самодельный инверторный сварочный аппарат, и как он выглядит после сборки.
Сварочник из электромотора
Чтобы изготовить простой сварочный аппарат из статора электродвигателя, необходимо подобрать сам мотор, отвечающий определенным требованиям, а именно, чтобы его мощность была от 7 до 15 кВт.
Совет! Лучше всего использовать двигатель серии 2А, поскольку в нем будет большое окно магнитопровода.
Раздобыть нужный статор можно в местах, где принимают металлолом. Как правило, он будет очищен от проводов и после пары ударов кувалдой раскалывается. Но если корпус изготовлен из алюминия, то чтобы извлечь из него магнитопровод, потребуется отжечь статор.
Подготовка к работе
Поставьте статор отверстием вверх и подложите под деталь кирпичи. Далее, сложите внутрь дрова и подожгите их. После пары часов прожарки магнитопровод легко отделится от корпуса. Если в корпусе имеются провода, то их также после термообработки можно вынуть из пазов. В результате вы получите магнитопровод, очищенный от ненужных элементов.
Данную болванку следует хорошо пропитать масляным лаком и дать ей просохнуть. Для ускорения процесса можно использовать тепловую пушку. Пропитка лаком делается для того, чтобы после снятия стяжек не произошло рассыпание пакета.
Когда болванка полностью высохнет, используя болгарку, удалите стяжки, распложенные на ней. Если стяжки не удалить, они будут выполнять роль короткозамкнутых витков и забирать мощность трансформатора, а также вызывать его нагрев.
После очистки магнитопровода от ненужных частей потребуется изготовить две торцевые накладки (см. рисунок ниже).
Материалом для их изготовления может послужить либо картон, либо прессшпан. Также нужно изготовить из данных материалов две гильзы. Одна будет внутренней, а вторая – наружной. Далее, нужно:
- установить на болванке обе торцевые накладки;
- затем вставить (одеть) цилиндры;
- все эту конструкцию обмотать киперной или стеклолентой;
- пропитать получившуюся деталь лаком и высушить.
Изготовление трансформатора
После проведения вышеописанных действий из магнитопровода можно будет изготовить сварочный трансформатор. Для этих целей понадобится провод, покрытый тканевой либо стеклоэмалевой изоляцией. Чтобы намотать первичную обмотку, потребуется провод диаметром 2-2,5 мм. На вторичную обмотку потребуется около 60 метров медной шины (8 х 4 мм).
Совет! Чтобы правильно рассчитать количество витков, необходимо иметь трансформатор на 12 В и амперметр, которым можно измерять переменный ток до 5 А.
Итак, расчеты делаются следующим образом.
- На сердечник следует намотать 20 витков провода, имеющего диаметр не ниже 1,5 мм, после чего, нужно подать на него напряжения 12 В.
- Измерьте ток, протекающий в данной обмотке. Значение должно быть около 2 А. Если получилось значение больше требуемого, то количество витков нужно увеличить, если значение меньше 2А, то уменьшить.
- Подсчитайте количество получившихся витков и разделите его на 12. В результате вы получите значение, которое указывает, сколько нужно витков на 1 В напряжения.
Для первичной обмотки подойдет проводник диаметром 2,36 мм, который требуется сложить вдвое. В принципе, можно взять любой провод с диаметром 1,5-2,5 мм. Но прежде нужно просчитать сечение проводников в витке. Сначала нужно намотать первичную обмотку (на 220 В), а затем – вторичную. Ее провод должен быть изолированным по всей длине.
Если во вторичной обмотке сделать отвод на участке, где получается 13 В, и поставить диодный мост, то данный трансформатор можно использовать вместо аккумулятора, если требуется завести автомобиль. Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
Если вы уложили обе обмотки, и в этой конструкции осталось свободное место, то можно добавить 4 витка шины из меди (40 х 5 мм). В данном случае вы получите обмотку для точечной сварки, которая позволит соединять листовой металл толщиной до 1,5 мм.
Для изготовления корпуса использовать металл не рекомендуется. Лучше его сделать из текстолита или пластика. В местах крепления катушки к корпусу нужно проложить резиновые прокладки для уменьшения вибрации и лучшей изоляции от токопроводящих материалов.
Самодельный аппарат точечной сварки
Готовый аппарат для точечной сварки имеет достаточно высокую цену, которая не оправдывает его внутреннюю “начинку”. Устроен он очень просто, и сделать его самому не составит большого труда.
Чтобы самостоятельно изготовить точечный сварочный аппарат, потребуется один трансформатор от микроволновки мощностью 700-800 Вт. С него нужно убрать вторичную обмотку способом, описанным выше, в разделе, где рассматривалось изготовление сварочного аппарата из микроволновки.
Аппарат для точечной сварки делается следующим способом.
- Сделайте 2-3 витка внутри манитопровода кабелем с диаметром проводника не менее 1 см. Это будет вторичная обмотка, позволяющая получить ток в 1000 А.
- На концах кабеля рекомендуется установить медные наконечники.
- Если подключить к первичной обмотке 220 В, то на вторичной обмотке мы получим напряжение 2 В с силой тока около 800 А. Этого будет достаточно, чтобы за несколько секунд расплавить обычный гвоздь.
- Далее, следует сделать корпус для аппарата. Для основания хорошо подойдет деревянная доска, из которой следует изготовить несколько элементов, как показано на следующем рисунке. Размеры всех деталей могут быть произвольными и зависят от габаритов трансформатора.
- Чтобы придать корпусу более эстетичный вид, острые углы можно убрать с помощью ручного фрезера с установленной на него кромочной калевочной фрезой.
- На одной части сварочных клещей необходимо вырезать небольшой клин. Благодаря ему клещи смогут подниматься выше.
- Вырежьте на задней стенке корпуса отверстия под выключатель и сетевой провод.
- Когда все детали будут готовы и отшлифованы, их можно покрасить черной краской или покрыть лаком.
- От ненужной микроволновки потребуется отсоединить сетевой кабель и концевой выключатель. Также потребуется металлическая дверная ручка.
- Если у вас дома не завалялся выключатель и медный прут, а также медные зажимы, то данные детали необходимо приобрести.
- От медной проволоки отрежьте 2 небольших прутка, которые будут выполнять роль электродов, и закрепите их в зажимах.
- Прикрутите выключатель к задней стенке корпуса аппарата.
- Прикрутите к основанию заднюю стенку и 2 стойки, как показано на следующих фото.
- Закрепите на основании трансформатор.
- Далее, один сетевой провод подсоединяется к первичной обмотке трансформатора. Второй сетевой провод подсоединяется к первой клемме выключателя. Затем нужно прикрепить провод ко второй клемме выключателя и подсоединить его к другому выводу первички. Но на этом проводе следует сделать разрыв и установить в него прерыватель, снятый из микроволновки. Он будет выполнять роль кнопки включения сварки. Данные провода должны быть достаточной длины, чтобы ее хватило для размещения прерывателя на конце клещей.
- Закрепите на стойках и задней стенке крышку аппарата с установленной ручкой.
- Закрепите боковые стенки корпуса.
- Теперь можно устанавливать сварочные клещи. Сначала просверлите на их концах по отверстию, в которые будут вкручиваться шурупы.
- Далее, закрепите на конце выключатель.
- Вставьте клещи в корпус, предварительно положив между ними для выравнивания квадратный брусок. Просверлите в клещах сквозь боковые стенки отверстия и вставьте в них длинные гвозди, которые будут служить в качестве осей.
- На концах клещей закрепите медные электроды и выровняйте их так, чтобы концы стержней были друг напротив друга.
- Чтобы верхний электрод поднимался автоматически, вкрутите 2 шурупа и закрепите на них резинку, как показано на следующих фото.
- Включите агрегат, соедините электроды и нажмите кнопку пуска. Вы должны увидеть электрический разряд между медными стержнями.
- Для проверки работы агрегата можно взять металлические шайбы и сварить их.
В данном случае результат оказался положительным. Поэтому создание точечного сварочного аппарата можно считать оконченным.
Сварочный аппарат своими руками. Зубаль И.Д. 2003 | Библиотека: книги по архитектуре и строительству
Рассмотрены особенности физических процессов при сварке постоянным и переменным током, приведены методики расчета сварочных трансформаторов, дано описание их практических конструкций и доработок, даны практические рекомендации при проведении сварочных работ.
Введение
Глава 1. Что нужно знать, взявшись за изготовление сварочного аппарата. Начальные сведения
Состав электросварочной системы
Сварочный трансформатор
Основные характеристики источника питания и сварочной дуги
Характеристики сварочной дуги
Статическая вольт-амперная характеристика дуги
Исправление внешней характеристики источника питания
Дополнительные характеристики
Динамическая характеристика источника питания
Отношение силы сварочного тока к току короткого замыкания
Эластичность дуги
Улучшение свойств горения дуги
Дуга переменного тока
Дуга постоянного тока
Выбор мощности сварочного трансформатора
Расчет сварочного трансформатора
Стандартная методика расчета
Пример расчета
Расчет нестандартного трансформатора
Выбор сечения магнитопровода
Подбор витков опытным путем
Расположение обмоток
Материальная часть
Глава 2. Конструкции самодельных сварочных трансформаторов
П-образный сварочный трансформатор
Сварочный трансформатор на магнитопроводе от ЛАТРов
Трансформатор с разнесенными плечами — «ушастик»
Тороидальный трансформатор из ЛАТРов
Сварочный трансформатор на магнитопроводе из статора электродвигателя
Сварочный трансформатор из телевизионных трансформаторов
Другие типы сварочных трансформаторов
Глава 3. Дооборудование сварочного трансформатора
Регулировка сварочного тока
Измерение тока при сварке
Надежность сварочного трансформатора
Корпус для сварочного аппарата
Улучшение зажигания дуги при электросварке
Сварочный аппарат в роли пускового и зарядного устройства
Эксплуатация электросварки и падение напряжения в сети
Покупка самодельного трансформатора
Безопасность сварочных работ
Глава 4. Практика ручной дуговой сварки
Кое-что о технике ручной сварки
Формирование области сварного соединения
Напряжения и деформации при сварке
Электроды для ручной сварки
Принадлежности сварщика
Сварка чугунов
Сварка цветных металлов
Ремонт сварочных трансформаторов — перемотка,сервис, диагностика
Ремонт сварочных трансформаторов
Сварочный трансформатор – это одно из наиболее востребованных устройств, которые применяется практически в любой сфере деятельности человека. Без него трудно обойтись как в быту, так и в промышленности, строительстве и сельском хозяйстве. Это надежный и простой по конструкции аппарат.
Основное его назначение – это создание неразъемного соединения между отдельными частями и комплектующими в одну цельную конструкцию. С его помощью сваривают как металлы, так и пластмассовые изделия.
Основные принципы работы сварочных трансформаторов
Сварочный трансформатор работает в режиме короткого замыкания в электрической сети. При возникновении такого режима, за счет увеличения тока, выделяется большое количество тепла, способное расплавить любой металл. Жидкий металл, с двух свариваемых деталей смешивается между собой и после остывания создает прочный сварной шов.
Сварочный трансформатор имеет простую конструкцию: сердечник из трансформаторного железа, и две обмотки. Сетевую обмотку — для создания магнитного потока и рабочую — для формирования сварочного тока.
Учитывая, что такой аппарат в своей конструкции не имеет вращающихся и трущихся деталей, то он очень долговечный. Однако у него есть и слабые места. А это значит, что он может повреждаться.
Преимущества и недостатки сварочных трансформаторов
Преимущества:
- сравнительно небольшая стоимость по сравнению с другими видами сварочных трансформаторов
- приемлемый КПД – 70-90%
- экономный расход электроэнергии. Потребление составляет от 3 до 4 кВт.час на 1 кг металла
- незначительные эксплуатационные расходы
- простота в эксплуатации
Недостатки:
- необходимость использовать специальные электроды с повышенными стабилизирующими характеристиками
- низкая стабилизация горения электрической дуги. Для исправления этого недостатка необходимо применять встроенные стабилизирующие устройства
- высокая чувствительность к уровням сетевого напряжения
Виды основных неисправностей сварочных трансформаторов
В зависимости от их проявления, неисправности можно разделить на несколько групп:
Сварочный аппарат самовольно отключается. После подключения срабатывает защита, и аппарат отключается.
- замыкание в схеме первичной обмотки. Это может быть нарушение изоляции между проводами или проводами и корпусом
- замыкание между витками катушек обмотки высокого напряжения
- замыкание между отдельными пластинами магнитопровода
- пробой конденсаторов
Сильное гудение
- нарушились стягивающие усилия листов железа. Магнитопровод распушился. Ослабли стягивающие болтовые крепления
- неисправности в конструкции крепления пакета магнитопровода
- разбалансирование механизма перемещения катушек
- перегрузка трансформатора, вызванная длительной работой, превышением сварочного тока или выбором электрода завышенного диаметра
- замыкание между сварочными кабелями
- замыкание между отдельными пластинами сердечника
Чрезмерный нагрев трансформатора
Это происходит из-за нарушения следующих эксплуатационных требований:
- превышение паспортных значений сварочного тока
- применение электродов с завышенным диаметром
- перегрев трансформатора из длительной работы, без перерыва на охлаждение
Такой режим приводит к перегреву электрической изоляции, а в итоге может вызвать короткое замыкание между обмотками и выгорание отдельных катушек или всей обмотки.
Чтобы восстановить работоспособность, необходимо выполнить перемотку трансформатора.
Низкое значение сварочного тока
- заниженное напряжение питающей сети
- проблемы в устройстве регулирования сварочного тока
Внезапный обрыв сварочной дуги
Если в процессе сварки самовольно гасится дуга и снова не зажигается, то это значит:
- произошел пробой изоляции между обмоткой высшего напряжения и рабочей обмоткой
- возникло короткое замыкание между сварочными проводами
Превышение потребляемого из сети тока
Это происходит из-за виткового замыкания в обмотке питающего напряжения. Для устранения следует заменить изоляцию или перемотать обмотку.
Профессиональный ремонт сварочных трансформаторов
В случае возникновения проблем со сварочным трансформатором наша фирма может взять на себя обязанности по восстановлению его работоспособности.
Наш персонал может выполнить квалифицированный ремонт следующих типов сварочных трансформаторов:
- переменного и постоянного тока
- однофазных и трехфазных
- оборудованных устройствами регулирования напряжения (дросселем насыщения или магнитным рассеиванием)
- предназначенных для обслуживания одного или нескольких рабочих мест
- бытовых — с рабочим током до 200 А, полупрофессиональных – с током до 300 А, профессиональных – с током свыше 300 А.
Трансформатор — Энциклопедия по машиностроению XXL
Трансформаторы для электродуговой сварки. Трансформаторы для дуговой сварки принадлежат к специальным видам однофазных понижающих трансформаторов. [c.130]Внешняя характеристика трансформаторов, предназначенных для ручной, автоматической и полуавтоматической сварки под флюсом, должна быть падающей. [c.131]
Как и в других источниках питания, при работе сварочного трансформатора постоянно чередуются три режима холостой ход, работа под нагрузкой и короткое замыкание. [c.131]
Конструктивно трансформаторы для питания сварочной дуги можно разделить на следующие основные группы 1) трансформаторы с дросселями, выполненные в виде двух раздельных аппаратов или в виде одного аппарата 2) трансформаторы с развитым магнитным рассеянием 3) трансформаторы с подмагничиванием постоянным током. [c.131]
| Таблица 25. Характеристики некоторых типов трансформаторов для питания дуги переменным током |
При изображении в разрезе пакета листов роторов, якорей, трансформаторов, статоров и дросселей штриховку принято выполнять, как показано на рис. 202, а. [c.261]
Электродвигатель включается в сеть с переменным напряжением 127 в от вторичной обмотки трансформатора Тр , вращаясь со скоростью два оборота в минуту через прерыватель и промежуточное реле напряжение подается на электромагнит ЭМ , который периодически совершает возвратно-поступательные движения, необходимые для разметки углов. [c.313]
Трансформатор однофазный с ферромагнитным сердечником а — двухобмоточный б — трехобмоточный (форма I — упрощенный способ, форма// —развернутый способ) [c.316]
Стандарты устанавливают буквенно-цифровые позиционные обозначения для наиболее распространенных элементов. Например, резистор-R конденсатор — С дроссель и катушка индуктивности-L амперметр — РЛ вольтметр-Р С/ батарея аккумуляторная (или гальваническая)-GB выключатель (переключатель, ключ, контроллер и т. n.)-S генератор-G транзистор и диод полупроводниковый, выпрямительное устройство — V двигатель (мотор)-М предохранитель-F трансформатор-Г электромагнит (или муфта электромагнитная) — У. [c.278]
Сварочные трансформаторы и выпрямители обладают значительно меньшей электромагнитной инерцией и практически их MOJKHO считать безынерционными установками. Однако при коротких замыканиях дуги, образуемых при переносе капель, п малой электромагнитной инерции (малая величина индуктивности сварочной цепи) сила тока дуги нарастает недопустимо быстро. Происходит сильное разбрызгивание наплавляемого металла при сварке плавящимся электродом. [c.127]
Сварочные трансформаторы наиболее дешевы, иадежпы в работе, и экономичны. Поэтому там, где это возможио, стараются использовать их вместо олектромашинпых преобразователей. Для сварки под флюсом трансформаторы используются па силы тока свыше 300 А, так как при меньших силах тока дуга иа переменном токе горит неустойчиво. [c.128]
Напряжение холостого хода на вторичной обмотко трансформатора должно быть таким, чтобы была возможность начального и повторных возбуждений дуги и поддержания ее горения п процессе сварки при всех значениях сварочного тока, па который рассчитан трансформатор. [c.131]
Режим сварки при использовании трансформаторов с дросселем и трансформаторов с подмагпичивацием постоянным током регулируют путем изменения индуктивного сопротивления реактивной обдготки или участка сердечника, насыщаемого от дополнительной обмотки, питаемой no TOHJJUbur токо. г. [c.132]
Трансформаторы могут быть с увеличенным магнитным рассеянием их выполняют с подвижными обмотками или с магнитными шунтами. Режим сварки регулируют с помощью механизма, перемещаюн1,его одну обмотку относительно другой или магнитный пгупт, в результате чего изменяется величина потока рассеяния. [c.132]
Трансформаторы или дроссели с подмагничиванием удобно использовать в установках при автоматическом регулировании силы тока дуги (например, в случаях автоматического вывода кратера с заданной скоростью), а также при дпсташ ,ионном регулировании режима сварки. [c.133]
Трансформаторы для трехфазной сварки имеют пониженное напряжение холостого хода, так как пет перерывов в горении дуги в межэлоктродном пространстве. Поэтому у таких трансформаторов UJUjy = 1,2- 1,25. Основные параметры выпускаемых источников питания дуги переменного тока приведены в табл. 25 [c.133]
В выпрямителях типа ИПП применяются трансформаторы с подвижными магнитными шунтами, перемещаемыми между раздвинутыми первичными и вторичными обдютками. [c.134]
При этом среднее значение напряжения холостого хода выпрямителя непосредствегхно зависит от напряжения на трансформаторе [c.134]
Сварочные выпрямители для многопостового питания обладают предельно жесткой характеристикой. Трансформатор выпрямителя — трехфаапьпг, с нормальныдг рассеянием. Выпрямительные блоки собирают из кремниевых вентилей с принудительным воздушным охлаждением. [c.134]
Сварочный осциллятор представляет собой искровой генератор затухающих колебаний. Он содержит (рис. 75, а) низкочастотный поит.т пающий трансформатор ПТ, вторичное напряжение которого достигает 2—3 кВ, разрядник Р, колебательный контур, состав-леппый из емкости 6 , индуктивности Lk, обмотки связи и блокировочного ] опдепсатора С(. Обмотки и L образуют высокочастотный трансформатор ВТ. Вторичное напряжение ПТ ъ начале полупериода заряжает конденсатор Си и при достижении определенной величины вызывает пробой разрядника Р. В результате колебательный коптур Ь Ск оказывается закороченным и в нем возникают затухающие колебания с резонансной частотой [c.138]
Схема такого генератора с электромагиитныл коммутирующим устройством показана на рис. 75, б. Конденсаторы 67 и С2 заряжаются от источника постоянного тока. Обмотка управления ОУ мощного поляризованного реле РИ питается неносредствеиио от сварочного трансформатора СТ. В цепи обмотки ОУ включены индуктивность L1 и сонротивление R4, позволяющие регулиро- [c.139]
На рис, 79 приведена электрическая схема установки типа УДГ, где показаны основные элементы. Сварочный трансформатор СТ типа ТРПШ позволяет автоматизировать работу установки режим сварки регулируют путем изменения величины постоянного тока в обмотке нодмагничивания ОУ. Управляющим сигналом является потенциал с движка потенциометра R3, который изменяет режим работы транзистора Т1. Ток, пропускаемый этим транзистором, усиленный магнитным усилителем МУ, поступает на обмотку управления ОУ. В случае обрыва дуги на электродах напряжение возрастает до напряжения холостого хода источника питания, в результате чего срабатывает реле Р и подключает в работу осциллятор для возбуждения дуги вновь. [c.149]
Силовая цепь источников питания включает сварочный трансформатор, дроссель иасыщепия и сварочный выпрямитель. Тира-троннып или тиристорный прерыватель тока формирует импульсы [c.150]
Производительность сварки вольфрамовым электродом можно повысить в 3—5 раз, если использовать трехфа.зную дугу. Это повышает мощность источника п позволяет за один проход (па подкладке) сваривать металл толщиной до 30 мм (рис. 15У, а). В специальной горелке с увеличенными размерами сопла 1 расположены два вольфрамовых электрода 2 ш 3. В качестве защитных газов используют аргон или смесь аргона и гелия. Электроды и изделие 4 подключают к трехфазному трансформатору (либо используют два однофазных трансформатора). [c.356]
Механизмы с несколькими степенями свободы находят все болыиее применение в различных отраслях техники разнообразные динамические упругие муфты, трансформаторы крутящих моментов, механизмы для сборки покрышек колес, вариаторы, дифференциальные зубчатые механизмы, механизмы простейших автооператоров и роботов, вибрационные машины. [c.356]
Прочитаем подробно эту схему. В первую очередь ознакомимся с элементами электрической системы прибора. По условным обозначениям определяем, что электрическая часть прибора включает электродвигатель, трансформатор, прерыватель, реле, электромагнит, три триода, постоянные сопротивления и одно полупеременное, а также систему электропроводов, посредством которых и осуществлена связь между всеми этими элементами. Питание от сети подводится через предохранитель и выключатель. По спецификации можно, пользуясь условными буквенными обозначениями каждого элемента, узнать их полное название и основные характеристики. [c.312]
Трансформатор Тр осуществляет понижение напряжения до 36 в, которое используется для освещения рабочего места. При перегрузках, возникающих при больших подачах, двигатель начинает перегреваться, и ток, протекающий через электродвигатель, повышается. На повышение тока реагирует теплоюе реле РТ, которое своим контактом размыкает цепь управления двигателем. [c.319]
Г ид1)опередачи разделяют иа гидродинамические муфты (гидромуфты), которые передают мощность, не изменяя момента, и гидродинамические трансформаторы (гидротрансформаторы), способные изменять персда]5аемын момент. [c.240]
Справочник металлиста. Т.1 (1976) — [ c.136 ]
Физика. Справочные материалы (1991) — [ c.245 ]
Тепловое и атомные электростанции изд.3 (2003) — [ c.591 , c.598 ]
Ручная дуговая сварка (1990) — [ c.46 ]
Справочник по электротехническим материалам (1959) — [ c.362 , c.365 , c.379 ]
Технический справочник железнодорожника Том 2 (1951) — [ c.307 , c.319 ]
Карманный справочник инженера-метролога (2002) — [ c.122 ]
Справочное руководство по физике (0) — [ c.273 ]
Справочник авиационного техника по электрооборудованию (1970) — [ c.11 , c.12 , c.13 ]
Справочник металлиста Том 1 Изд.3 (1976) — [ c.136 ]
Сварочный трансформатор своими руками. Трансформатор электродвигатель сварочный
Не буду объяснять, как с помощью сварочного трансформатора можно заработать. Я думаю, что всем все понятно, хочешь трансформаторы намотать и продать, а хочешь — намотать и Шабашнчай. Хотя дома хоть звоню.
Идея изготовления трансформаторов из трансформаторов электродвигателей практиковалась двадцать лет назад и была популярна среди самовольных.Кстати, доход приносил ощутимый. На 50-75 советских карловеров от такого продукта можно было избавиться за один-два дня. Что я сделал. Были даже публикации в журналах «Модельер-конструктор» и «Изобретатель и новатор» на эту тему.
Чуть позже появились публикации о сварке трансформаторов из бревен. И если с трансформаторами из бревен особых проблем не было, то с двигателями результаты амоделькингов были очень далеки от расчетных.И причина тому — недостаток знаний в области электротехники, и журналы опубликовали материал, скрывающий все подводные течения. Он больше походил на инструкцию молодой пыли, с рецептами Fugas. Оставалось только крикнуть: «Аллах Акбар» или «Банзай» и включить в розетку. А то, как минимум, сгоревшие пробки, как максимум — Кердык, измеритель мощности и масса лестных отзывов в адрес изобретателей и их родителей.
Я, конечно, понимал все причины неудач, но не хотел давать секреты, чтобы не выпускать конкурентов.И только после того, как я нашел себе более интересный заработок, в виде работы на электричестве, я начал делиться информацией. Я тогда жил в Самаре, и возможность заработать на рыбе привлекала меня гораздо больше, чем то, что я вырос и вспотел над сварщиками.
Итак о трансформаторах. Для начала нужно правильно выбрать электродвигатель. Из наиболее распространенных серий 2а и 4а следует отдавать предпочтение в первую очередь. У них больше окна магнитопровода, соответственно и ветер будет легче. Если таких нет, можно выбрать 4а.Только для облегчения работы пакет его магнитопровода лучше разделить на две части. В противном случае обмотки могут не влезть в окно. А потом наматывать их по отдельности и последовательно соединять.
От всего электродвигателя используется только магнитная цепь. Обмотка, ротор, корпус статора — все уходит в утиль. Поэтому название «трансформатор от электродвигателя» не совсем точно отражает суть.
Так какой двигатель выбрать? Понятно, что серия 2а, но какая мощность? Ориентир — от 7 до 15 кВт.Не промахнись.
Далее ваша задача — извлечь заветный статор. Теперь их проще купить у сборщиков металлолома. Они уже очищены от проводов и, как правило, после 5-6 ударов кувалды раскалываются как орех. Но так бывает не всегда. Отремонтированные двигатели отполированы лаком, поэтому корпус может не отделиться от упаковки железа. Да и корпус может быть алюминиевым. Для достижения цели вам нужно будет соединить статор целиком. Для этого нужно статор поставить «на зад» и подложить под него пару кирпичей.Внутренняя полость засыпается дровами и поджигается. Eripure свой двигатель час, другой, вы можете легко отделить магнитный кожух от корпуса. Из алюминиевых корпусов в процессе обжига выпадает само железо. Также снимаются провода и снимаются провода (если вы поймали не разворованный статор). После термической обработки они легко удаляются из пазов статора.
В результате вашей работы вы должны получить продукцию, показанную на рис. 1 (см. Ниже).
Затем необходимо снять размеры, как показано на рис.1. Эту заготовку необходимо пропитать жидким масляным лаком. И сушат с подогревом. Это необходимо сделать для того, чтобы после снятия накладок муфты пакет не рассыпался. Как правило, накладки из четырех и более штук. На мощных электродвигателях их еще заготавливают электросваркой по бокам.
Удалять нужно не только облицовку, но и вышедший из строя металл. Делается это с помощью болгарки, шлифовального или фрезерного станка.
Вы спросите: для чего это делается? Дело в том, что магнитный поток в будущем трансформаторе будет распределяться иначе, чем в электродвигателе.И эти накладки будут закоротить витки и соответственно подхватить львиный кол и вызвать нагрев. И здесь главное правило — отсутствие короткозамкнутых витков. Их не должно быть ни в конструкции трансформатора, ни в его креплении к корпусу.
После того, как вы избавитесь от накладок и следов электросварки, вам потребуется вырезать из картона или пресса два торцевых подкладки (см. Рис. 2) и два картонных рукава. Один для внешнего, другой для внутреннего. Сначала устанавливаются торцевые слои, а затем наружная и внутренняя втулка.Затем все это хозяйство заворачивается в мышку, тафер или стакан и стекло и гудок и пропитывается лаком и просушивается.
Теперь ваша тороидальная магнитная цепь готова стать настоящим трансформатором. Потребуется провод в х / б или стеклянная эл. Изоляция, можно в бумажной.
Для продолжения нам нужно произвести расчеты. Для первичной обмотки достаточно провода диаметром 2-2,5 мм, для вторичной обмотки подойдет шина 8 х 4 мм длиной около 60 м (зависит от железа).Это вариант под медь. Для алюминия поперечное сечение должно быть на 15% больше. Не путайте сечение с диаметром.
1) Количество витков на один вольт составляется по формуле:
48 / (a x c), где (и x c) — площадь в квадратных сантиметрах, а не миллиметрах.
Напряжение первичной обмотки выбрано 210 В (смотри под нагрузкой). Число витков первичной обмотки:
210 x (значение, полученное по формуле 1).
Начиная с 180 В необходимо делать отводы каждые 10 В: то есть: 180 В, 190 В, 200 В.Это пригодится вам в случае низкого напряжения в сети. Для вторичной обмотки V = 55-65 на холостом ходу (условие устойчивости дуги). Повороты рассчитываются аналогично.
Если у вас статор от двигателя 4а, то коэффициент 48 можно уменьшить до 46.
После выполнения расчетов можно начинать заводить. Вначале первичный, потом вторичный. Следует намотать поворот до поворота, а не надевать. Это позволит получить более высокие индукторные обмотки и оптимизирует режим работы трансформатора.Вам понадобится помощник. Намотать вышку на технологический процесс — процесс трудоемкий, особенно если у вас нет круглого челнока. Следовательно, можно упростить процесс следующим образом. Шину нужно запускать в тор, примерно на половину длины. А затем намотайте от середины к концу проволоки. Сначала одна часть шины, потом другая. Иначе голова закружится, беги туда сюда. Выводы следует закрепить лепной лентой.
По окончании намотки трансформатор следует пропитать лаком.И довольно сухо. На это следует обратить особое внимание. Может оказаться, что сухой на ощупь трансформатор, подключенный к сети, на холостом ходу начнет дымить. Это значит, что пришла кепка. Замкнута первичная обмотка. Дело в том, что под действием сильного магнитного поля некоторые растворители (входящие в состав лака) начинают проводить ток. Даже если вы испытали лак мегомметром перед использованием. Поэтому сушить лучше горячим, в кладовке, или давать на обмотку постоянный ток, низкое напряжение.
Если вы все сделаете аккуратно, ваш прибор закипит электрод № 4 и перережет электрод № 3, работая от домашней розетки. Пробки на счетчике на работе надо ставить на 16а. Устройство потребляет при работе порядка 10 А. то есть, как и чайник «Тефал». На «Тройке» трансформатор вообще не греется, а на «четверке» нужно непрерывно сжигать по десять штук, чтобы он нагрелся до 50 градусов. Этого хватит и на глаза, и на себя, и на сабушки.Если у вас пятикамерный счетчик, то вы не сжигаете больше трех-четырех электродов №4 подряд.
О весе и прочих достоинствах говорить не буду. О чудодейственных свойствах написано столько, что рождаются сказки. Лучше поговорим о том, где теперь можно взять провод для трансформатора. Раньше все это валялось в волнениях большими сваями. Сегодня проволоку можно найти там, где с ней работают. У нас есть локальная электросеть и локомотивное депо.Двойная цена на этот цвет — это вдвое меньшая цена на металлолом, а к вам всегда подберете обгоревшую или обгоревшую катушку от масляного трансформатора. В такой катушке всегда есть кусок целого провода, который идет в дело. А если у вас кроме собственных рук что-то есть в кошельке, то вы можете заказать в магазине электротоваров. Но стоимость такого продукта будет в разы выше, чем произведенного из лома. Поэтому, вспоминая дедушку Маркса, рекомендую вкладывать минимум :-)).А под закатом жизни написать книгу «Как начинается сталь» :-))))).
Для трансформатора подойдет любой неисправный электродвигатель. Лучше использовать двигатель мощностью не менее 7,5 кВт, с числом оборотов в минуту 740-960, т.к. диаметр его ротора больше, чем у большего числа оборотов. Соответственно, внутренний диаметр сердечника больше. Электродвигатель разбирается, с него снимается обмотка статора.Затем корпус статора ломается и из него извлекается железный пакет.
Пришлось сделать такой сварочный аппарат. Если корпус чугунный, то легче просверлить по длине корпуса выигрышным сверлом ряд отверстий и кувалдой, чтобы расколоть корпус. При использовании в качестве клина удобно использовать тонкую стамеску. Разобрав корпус ножкой или «болгаркой», обрежьте обмотку и выбейте провод. Старую обмотку проще разрезать с одной стороны, а с противоположной стороны вытащить, используя, например, крепление.
После этого утюг тщательно изолируется лепной лентой. Далее на утюг наматываются необходимые обмотки — точно так же, как на О-образном сердечнике, т.е. с помощью челнока. Для уточнения количества витков предварительно намотать провод сечением не менее 1,5 мм 2 в количестве 20 витков. Затем на эту обмотку подается напряжение 12 В и амперметром (предел измерения 5 А) измеряется протекающий ток. Ток должен быть около 2 А. Если ток меньше, то количество витков уменьшают, и наоборот.
После этого можно определить необходимое количество витков 1 вольт, разделив полученное количество витков на 12.
Значительную сложность представляет выполнение вторичной обмотки. Желательно применять провод в стеклянной изоляции, а для вторичной обмотки использовать провод ПТТВ-2 диаметром 2,36 мм, который складывается в 7 раз. Сечение вторичной обмотки будет около 17 мм 2.
Первичная обмотка также выполнена из проволоки диаметром 2,36 мм, сложенной вдвое.Можно использовать любой провод диаметром от 1,5 до 2,5 мм, предварительно пересчитав необходимое количество жил в скрутке в ее сечение.
Вначале наматывается первичная обмотка на 220 В, затем все остальные. Обратите особое внимание на качество изоляции между обмотками. Сделав снятие во вторичной обмотке для получения напряжения 13 вольт и поставив диоды, получаем пусковое устройство для автомобиля. Напряжение во вторичной обмотке порядка 60-70 В. Если после прокладки обмоток осталось место, то точечную сварку все же можно сделать.Например, сделав 4 витка медной полосой сечением 40 × 5 мм. Толщина точечной сварки склеиваемого железа — 1,5 мм. При таких параметрах сварочный аппарат успешно работает с электродами диаметром 3-5 мм.
Дополнение
Применяемые в промышленности асинхронные электродвигатели. Имеют статор в виде тороидального пакета из железа, изготовленного из электротехнической стали. По форме магнитопровод статора имеет сложную форму с пазами различной конфигурации.Магнитный выключатель обычно запрессован в чугунный или алюминиевый корпус. Для изготовления сварочного аппарата можно использовать трехфазные асинхронные электродвигатели разной мощности. Целесообразно применять тихоходные и мощные электродвигатели 4-18 кВт с внутренним диаметром кольца 150 мм и внешним — 2400 мм. Высота колец магнитопровода 122 мм. Эффективная площадь магнитопровода в этом случае составляет 29 см 2. Первичная обмотка содержит 315 витков медного провода 2.Диаметр 2 мм. Вторичная обмотка рассчитана на 50 вольт и выполнена из нескольких проводов общим сечением 22 мм2. Первичная обмотка намотана пополам с лишним слоем. Вторичная обмотка укладывается на длину ½ кольца. Общий вид Трансформатор показан на рисунке 1. Вес устройства около 40 кг. Ток сварки около 180 А.
Рис.1
В ваших записях я нашел расчеты, которые помогут вам в разработках. К сожалению, в библиотеке я не нашел оригиналов публикации.Расчет оптимальных параметров исходя из того, что ток холостого хода не должен превышать I. H.H.S. Сеч. = 45 см 2 Количество витков первичной обмотки 220, а вторичной -50 +20.
Если данные вашего тора отличаются от номинальных параметров, то данные пересчитываются. Например, с. сеч. = 30 см 2. Тогда количество витков первичной обмотки равно:
н. 1 = ( S. ном. / S.) · 220.
Тех. п. 1 = (45/30) · 220 = 330 витков.
Эти расчеты сводятся к таблице, где.
Для изготовления сварочного трансформатора можно использовать статор от асинхронного двигателя. Размер сердечника определяется в данном случае площадью поперечного сечения статора, которая должна быть не менее 20 см2. Если это условие выполняется, то подойдет любой статор. Площадь поперечного сечения определяется, как показано на рисунке чуть ниже.
Наиболее рациональный размер сечения жилы находится в диапазоне 20 см 2 — 50 см 2. Можно использовать жилу с площадью менее 20 см 2, но необходимо уменьшить сечение жилы. провод в обмотках, а это приведет к заметному снижению мощности станка и сужению его параметров. Использовать жилы с площадью сечения более 50 см 2 тоже летает, так как устройство будет слишком тяжелым и громоздким.
Сварочный трансформатор Схема обучения
Как видно из схемы, сварочный ток регулируется с помощью SA1.Для этого на панели устройства закрепляют несколько обычных сетевых розеток по количеству выводов дополнительной обмотки. Контроллер представляет собой сетевой штекер, у которого ножки разъема скручены между собой одножильным проводом, диаметр которого составляет 1/4 диаметра провода первичной обмотки. Это дает возможность использовать в роли предохранителя провод, который сгорает с возможными перегрузками.
Помните, что использование в выпрямителе мощных диодов с прямым током от 200 А дает возможность сваривать часть дуги постоянного тока, что обеспечивает лучшее зажигание дуги и более точный шов.
Сварочный трансформатор При правильной сборке он не требует настройки и сразу готов к работе.
Помните, что сварочные работы следует проводить в специальной маске и спецодежде, исключая брызги расплавленного металла и светового спектра на открытых участках тела человека.
Трансформатор сварочный на магнитопроводах из бревен |
Обычным материалом для изготовления домашнего хлеба являются обожженные уборные.Те, кто имел дело с ними, хорошо знают, что это такое. Как правило, все решетки имеют примерно одинаковый внешний вид: хорошо вентилируемый сердечник кольцевой формы с оловянной или эбонитовой лицевой крышкой со шкалой от 0 до 250 В и вращающейся ручкой.
Внутри корпуса находится тороидальный автотратор, построенный на магнитопроводе большого сечения. Именно эта сердцевина и понадобится от латры для изготовления нового искусства. Обычно используются 2 одинаковых магнитных кольца из крупных бревен.
Не буду объяснять, как с помощью сварочного трансформатора можно заработать.Я думаю, что всем все понятно, хочешь трансформаторы намотать и продать, а хочешь — намотать и Шабашнчай. Хотя дома хоть звоню.
Идея изготовления трансформаторов из трансформаторов электродвигателей практиковалась двадцать лет назад и была популярна среди самовольных. Кстати, доход приносил ощутимый. На 50-75 советских карбоверов от такого продукта можно было избавиться за один-два дня. Что я сделал. Были даже публикации в журналах «Модельер-конструктор» и «Изобретатель и новатор» на эту тему.
Чуть позже появились публикации о сварке трансформаторов из бревен. И если с трансформаторами из бревен особых проблем не было, то с двигателями результаты амоделькингов были очень далеки от расчетных. И причина тому — недостаток знаний в области электротехники, и журналы опубликовали материал, скрывающий все подводные течения.
Больше походило на инструкцию молодой пыли, с рецептами Fugas.Оставалось только крикнуть: «Аллах Акбар» или «Банзай» и включить в розетку. А то, как минимум, сгоревшие пробки, как максимум — Кердык, измеритель мощности и масса лестных отзывов в адрес изобретателей и их родителей.
Я, конечно, понимал все причины неудач, но не хотел давать секреты, чтобы не выпускать конкурентов. И только после того, как я нашел себе более интересный заработок, в виде работы на электричестве, я начал делиться информацией. Я тогда жил в Самаре, и возможность заработать на рыбе привлекала меня гораздо больше, чем то, что я вырос и вспотел над сварщиками.
Итак о трансформаторах. Для начала нужно правильно выбрать электродвигатель. Из наиболее распространенных серий 2а и 4а следует отдавать предпочтение в первую очередь. У них больше окна магнитопровода, соответственно и ветер будет легче. Если таких нет, можно выбрать 4а. Только для облегчения работы пакет его магнитопровода лучше разделить на две части. В противном случае обмотки могут не влезть в окно. А потом наматывать их по отдельности и последовательно соединять.
Для изготовления латра лучше всего использовать электромотор, чего не жалко. Перемотку электродвигателей можно вернуть в работу и они служат верой и правдой долгое время. Поэтому используйте те, которые точно не подлежат ремонту.
От всего электродвигателя используется только магнитная цепь. Обмотка, ротор, корпус статора — все уходит в утиль. Поэтому название «трансформатор от электродвигателя» не совсем точно отражает суть.
Так какой двигатель выбрать? Понятно, что серия 2а, но какая мощность? Ориентир — от 7 до 15 кВт.Не промахнись.
Далее ваша задача — извлечь заветный статор. Теперь их проще купить у сборщиков металлолома. Они уже очищены от проводов и, как правило, после 5-6 ударов кувалды раскалываются как орех. Но так бывает не всегда. Отремонтированные двигатели отполированы лаком, поэтому корпус может не отделиться от упаковки железа. Да и корпус может быть алюминиевым. Для достижения цели вам нужно будет соединить статор целиком. Для этого ставим статор «на зад» и подкладываем под него пару кирпичей.Внутренняя полость засыпается дровами и поджигается. Eripure свой двигатель час, другой, вы можете легко отделить магнитный кожух от корпуса. Из алюминиевых корпусов в процессе обжига выпадает само железо. Также снимаются провода и снимаются провода (если вы поймали не разворованный статор). После термической обработки они легко удаляются из пазов статора.
В результате вашей работы вы должны получить продукты, показанные на Рисунке 1 (см. Ниже).
Корпус трансформаторного железа (магнитопровод)
Рис.один
Затем необходимо снять размеры, как показано на рис.1. Эту заготовку необходимо пропитать жидким масляным лаком. И сушат с подогревом. Это необходимо сделать для того, чтобы после снятия накладок муфты пакет не рассыпался. Как правило, накладки из четырех и более штук. На мощных электродвигателях их еще заготавливают электросваркой по бокам.
Удалять нужно не только облицовку, но и вышедший из строя металл. Делается это с помощью болгарки, шлифовального или фрезерного станка.
Вы спросите: для чего это делается? Дело в том, что магнитный поток в будущем трансформаторе будет распределяться иначе, чем в электродвигателе. И эти накладки будут закоротить витки и соответственно подхватить львиный кол и вызвать нагрев. И здесь главное правило — отсутствие короткозамкнутых витков. Их не должно быть ни в конструкции трансформатора, ни в его креплении к корпусу.
Электромагнитные параметры такого железа чаще всего неизвестны, но могут быть определены экспериментально с достаточной точностью.
После того, как вы избавитесь от накладок и следов электросварки, вам потребуется вырезать из картона или пресса два торцевых подкладки (см. Рис. 2) и два картонных рукава. Один для внешнего, другой для внутреннего. Сначала устанавливаются торцевые слои, а затем наружная и внутренняя втулка. Затем все это хозяйство заворачивается в мышку, тафер или стакан и стекло и гудок и пропитывается лаком и просушивается.
Лесной изолятор от PressStan
Рис.2.
Теперь ваша тороидальная магнитная цепь готова стать настоящим трансформатором. Потребуется провод в х / б или стеклянная эл. Изоляция, можно в бумажной.
Для продолжения нам нужно произвести расчеты. Для первичной обмотки достаточно провода диаметром 2-2,5 мм, для вторичной обмотки подойдет шина 8 х 4 мм длиной около 60 м (зависит от железа). Это вариант под медь. Для алюминия поперечное сечение должно быть на 15% больше. Не путайте сечение с диаметром.
1) Количество витков на один вольт составляется по формуле:
48 / (a x c), где (и x c) — площадь в квадратных сантиметрах, а не миллиметрах.
Напряжение первичной обмотки выбрано 210 В (смотри под нагрузкой). Количество витков первичной обмотки:
210 x (значение, полученное по формуле 1).
Начиная с 180 В необходимо делать отводы, каждые 10 В: то есть: 180 В, 190 В, 200 В. Это вам пригодится в случае низкого напряжения в сети.Для вторичной обмотки V = 55-65 на холостом ходу (условие устойчивости дуги). Повороты рассчитываются аналогично.
Если у вас статор от двигателя 4а, то коэффициент 48 можно уменьшить до 46.
После выполнения расчетов можно начинать заводить. Вначале первичный, потом вторичный. Следует намотать поворот до поворота, а не надевать. Это повысит индуктивность обмоток и оптимизирует режим работы трансформатора. Вам понадобится помощник.Намотать вышку на технологический процесс — процесс трудоемкий, особенно если у вас нет круглого челнока. Следовательно, можно упростить процесс следующим образом. Шину нужно запускать в тор, примерно на половину длины. А затем намотайте от середины к концу проволоки. Сначала одна часть шины, потом другая. Иначе голова закружится, беги туда сюда. Выводы следует закрепить лепной лентой.
По окончании намотки трансформатор следует пропитать лаком.И довольно сухо. На это следует обратить особое внимание. Может оказаться, что сухой на ощупь трансформатор, подключенный к сети, на холостом ходу начнет дымить. Это значит, что пришла кепка. Замкнута первичная обмотка. Дело в том, что под действием сильного магнитного поля некоторые растворители (входящие в состав лака) начинают проводить ток. Даже если вы испытали лак мегомметром перед использованием. Поэтому сушить лучше горячим, в кладовке, или давать на обмотку постоянный ток, низкое напряжение.
Трансформатор в сборе
Фиг.4
Если вы все сделаете аккуратно, ваш прибор закипит электрод № 4 и перережет электрод № 3, работая от домашней розетки. Пробки на счетчике на работе надо ставить на 16а. Устройство потребляет при работе порядка 10 А. то есть, как и чайник «Тефал». На «Тройке» трансформатор вообще не греется, а на «четверке» нужно постоянно сжигать десять штук, чтобы нагреть до 50 градусов.Этого хватит и на глаза, и на себя, и на сабушки. Если у вас пятикамерный счетчик, то вы не сжигаете больше трех-четырех электродов №4 подряд.
О весе и прочих достоинствах говорить не буду. О чудодейственных свойствах написано столько, что рождаются сказки. Лучше поговорим о том, где теперь можно взять провод для трансформатора. Раньше все это валялось в волнениях большими сваями. Сегодня проволоку можно найти там, где с ней работают.У нас есть локальная электросеть и локомотивное депо. Двойная цена на этот цвет — это вдвое меньшая цена на металлолом, а к вам всегда подберете обгоревшую или обгоревшую катушку от масляного трансформатора. В такой катушке всегда есть кусок целого провода, который идет в дело. А если у вас что-то есть в руках, что-то есть в кошельке, то вы можете заказать в магазине электротоваров. Но стоимость такого продукта будет в разы выше, чем произведенного из лома.Поэтому, вспоминая дедушку Маркса, рекомендую вкладывать минимум :-)). И под закат жизни написать книгу «Как выросла сталь» :-))))).
Но не знаю как это сделать проще, тогда можно посмотреть этот проект. Здесь сварочный трансформатор собирается от статора двигателя. Конструкция хороша тем, что в двигателе для создания сварки доступно практически все, нужно только внести некоторые изменения в магнитопровод и правильно намотать трансформатор.
Что касается технических характеристик, то для таких целей подходят асинхронные двигатели мощностью около 4 кВт, они часто используются на разных предприятиях.
Материалы и инструмент самодельные:
— электродвигатель мощностью 4 кВт;
— гаечный ключ, плоскогубцы, зубило, отвертка и другой инструмент для разборки двигателя;
— Лента Киппера;
— Кувалда.
Процесс изготовления электросварки:
Шаг первый. Разбираем электродвигатель
По словам автора, разобрать такой двигатель достаточно просто.Вам нужен только гаечный ключ на складе. С их помощью нужно открутить пару гаек, которые стянуты двумя крышками двигателя между собой и корпусом статора. Если двигатель уже заржавел, иногда эти гайки не так-то просто открутить, в этом случае можно воспользоваться болгаркой и просто нарезать шпильки. Ну а после нужно будет молотком или кувалдой выбить крышки с двигателя.
После разборки со статора нужно будет вытащить ротор, для самоделки он не понадобится.Статор представляет собой набор стальных пластин, образующих магнитную цепь. На магнитопроводах есть обмотка. Размеры статора в двигателях, а также геометрия могут отличаться. Для создания электросварки лучше всего выбирать такие двигатели, которые имеют большой диаметр корпуса, а длину небольшую.
Наибольшее значение в статоре представляет кольцо магнитопровода, все остальное только мешает. Магнитопровод обычно запрессовывают в чугунный или алюминиевый корпус.В пазах магнитопровода есть провода, их нужно удалить. Лучше всего это делать, когда магнитопровод все еще находится в корпусе. Чтобы снять провода, нужно взять стамеску и с помощью острой стамески с одной стороны статора нарезать их под конец. Ну тогда в виде петель его можно вытащить с помощью плоскогубцев, предварительно зацепив отвертку.
Чтобы провода снять было проще, их можно прожечь паяльной лампой. Только не слишком следите за металлом магнитопровода, иначе он может потерять свои технические характеристики.
Чугунный корпус можно расколоть кувалдой. Чтобы он как следует раскололся, можно делать продольные толчки. Но в этом вопросе важно не переставлять, иначе можно погнуть магнитопровод.
Шаг второй. Подготовка магнитопровода
После снятия корпуса нужно внимательно осмотреть магнитопровод, нужно определить, как он приклеен. Бывает, что пластины просто кладут в корпус и скрепляют стопорной шайбой.Если так, то такая конструкция при работе может рассыпаться, лучше всего натягивать шпильками или выпрашивать другой способ. И бывает, дизайн выполнен в виде готовой упаковки. Если магнитный трубопроводный пакет слишком велик, его можно уменьшить, так как сварочный аппарат будет слишком тяжелым. Если двигатель загорелся, вполне возможно, что из него сделают даже две электросварки.
По поводу пазов магнитопровода тут есть несколько мнений.Некоторые забиты сальником трансформатора, но наш автор этого не рекомендует, так как это сильно снижает КПД и увеличивает потребляемый ток. Что можно сделать, так это полностью вырезать канавки с помощью стамески. Ну в том-то и дело, что трансформер станет легче. Но поскольку процедура достаточно кропотливая, большинство этих бороздок вообще не соприкасаются.
Шаг третий. Изоляция и намотка
Когда магнитопровод уже подготовлен, понадобится формовочная лента, с ее помощью корпус необходимо тщательно заизолировать, намотать в несколько слоев.Особое внимание следует обратить на острые края канавок, так как изоляция здесь может легко сломаться. Чтобы избежать таких проблем, лучше всего нанести диэлектрический материал на острые края, а затем обзавестись ленточным магнитопроводом.
После этого можно начинать наматывать первичную обмотку. Так как диаметр колец статора около 150 мм, в него можно положить достаточно большой провод, не беспокоясь о том, что места не хватит. Из-за того, что магнитопровод имеет паз, то площадь поперечного сечения здесь будет постепенно меняться, внутри паза находится наименьшее значение.Рассчитывать количество витков необходимо исходя из этого наименьшего действующего значения.
Автор проложил первичную обмотку непосредственно по кольцу магнитопровода. Затем все это дело снова утепляется сверху при помощи расплавленной ленты.
Ну вторичная обмотка намотана поверх первичной. Чтобы трансформатор при необходимости настроить, вторичную обмотку необходимо покрыть таким образом, чтобы она не перекрывала концы первичной. Затем его можно наполнить или сделать при необходимости.
При необходимости катушку трансформатора можно разделить на двуплечие. Затем к каждому плечу в любой момент можно получить доступ. Но при такой конструкции сварка потеряет мощность. Что касается технических характеристик такой самоделки, то сварка без проблем может закипеть с электродом на 4 мм, если она сделана правильно, и срезать электрод на 3 мм. И все это из обычной розетки.
Потребляет данный агрегат при работе до 10а. Электрод в 3 мм может кипеть сколько угодно раз, трансформатор не греется.А если обжечь штук десять на 4 мм, трансформатор нагреется примерно до 50 градусов.
Расчет обмотки
Для первичной обмотки потребуется провод диаметром примерно 2-2,5 мм. Вторичная обмотка сделана из шины размером 8х4 мм, это касается меди, у алюминия сечение должно быть процентов на 15 больше.
Для расчета количества витков используется формула: 48 / (a x c), где (и C) — площадь квадратных миллиметров.
Напряжение для первичной обмотки нужно подбирать 210В, так как при нагрузке садится. После того, как будет достигнуто значение 180В, каждые 10В нужно будет делать отводы. Они понадобятся, если сварку нужно будет использовать в месте с низким напряжением.
Что касается вторичной обмотки, то она должна выдавать 55-65В для стабильной дуги на холостом ходу.
Сварочный аппарат от электродвигателя. Сварка … ничего
Часто тороидальные сварочные трансформаторы наматываются на магнитную цепь, взятую из образовавшегося большого асинхронного трехфазного электродвигателя.Асинхронные электродвигатели наиболее распространены в промышленности и оборудовании среди других типов двигателей. Для изготовления сварочного трансформатора подходят двигатели мощностью около 4 кВт и более.
Конструкция асинхронного электродвигателя довольно проста — он состоит из ротора и неподвижного статора, вращающихся на валу, запрессованном в металлическом корпусе электродвигателя. Все это связано двумя боковыми заглушками, натянутыми на шпильки. Разобрать его очень просто, достаточно открутить гайки на пятках крышек.В данном случае нас интересует только статор.
Статор состоит из набора стальных пластин — магнитопровода круглой формы с установленными на нем обмотками. Форма магнитопровода статора не совсем кольцевая, на внутренней он имеет продольные канавки, в которые уложена обмотка двигателя. W. разные марки ДВИГАТЕЛИ Даже одинаковой мощности могут быть состояния с разными геометрическими размерами. Для изготовления трансформаторов те, у которых диаметр корпуса больше, а длина соответственно меньше.
Самая важная деталь для нас в статоре — это кольцо магнитопровода, все остальное мешает. Магнитопровод запрессован в чугунный или алюминиевый корпус двигателя. В пазах магнитопровода плотно укладываются провода, которые нужно удалить. Сделайте лучше, когда статор еще зажат в корпусе. Для этого на одной стороне статора все выходы обмотки бывшего двигателя подрезаются под торец острым зубилом. С противоположной стороны Провод не останавливается — там обмотки образуют что-то вроде петель, за которые провода можно вытащить.С помощью крепления или массивной отвертки разводят изгибы петель проводов и вытягивают сразу несколько проводов. Конец кожуха двигателя сфокусирован, образуя рычаг. Провода легче, если они сначала сгорят. Можно прожечь паяльной лампой, направив струю пламени строго по желобу. Тут надо следить, чтобы не перезреть железо статора, иначе оно может потерять свои электрические качества. Чугунный корпус тогда легко разрушить — несколько выстрелов хорошего молотка, и он расколется — главное в этом деле не переставлять.Можно проделать вдоль корпуса два пила болгаркой или ножовкой.
При снятии корпуса необходимо сразу обратить внимание на способ крепления комплекта пластин магнитопровода. Пластины могут быть склеены между собой в единый пакет, их можно просто уложить в корпус и зафиксировать стопорной шайбой. В последнем случае при снятии обмоток и разрушении корпуса незакрепленный магнитопровод приседает на пластинах. Чтобы этого не произошло, до полного разрушения корпуса пакет пластин необходимо соединить вместе.Их можно заправлять шпильками через пазы. Слишком большой по площади комплект магнитного трубного пакета, что характерно для особо крупных двигателей, тоже нежелателен, так как это огромный вес. Перед окончательной сборкой магнитопровода необходимо разделить все ненужное оборудование, может хватить и на два трансформатора.
Иногда можно услышать, что оставшиеся пазы обмоток тоже должны увлекаться вводом трансформатора, якобы для увеличения площади магнитопровода.В любом случае это делать нельзя: иначе свойства трансформатора резко ухудшатся, он начнет потреблять нерекламный ток, а его магнитопровод будет очень горячим даже в режиме холостого хода. Все-таки вам не нравится форма поцарапанных бороздок. А некоторые рекомендуют полностью вырезать выступы пазов остро заточенными стамесками, при этом нужно работать в очках, а рядом должны быть удары предметами. Несомненно, после такой операции арочного соединения улучшится как форма магнитопровода, так и после удаления ненужных элементов его вес уменьшится.Однако на сварочные свойства трансформатора, канавки в целом влияет мало — сварочные характеристики остаются хорошими. По этой причине пазы по большей части никто не трогает.
Если кольцо магнитопровода двигателя уже надежно закреплено и отделено от обмоток и корпуса, оно плотно изолируется (несколько слоев сигаретной ленты), при этом особое внимание уделяется острым углам на краях канавок. . Лучше предварительно надеть на концы магнитопровода вырезанные из жесткого диэлектрического материала кольца, чтобы закрыть канавки и заблокировать их острые углы.
Кольцо статора имеет внушительные размеры — если внутренний диаметр порядка 150 мм, то в таком большом сечении провода, не беспокоясь о месте места. Площадь поперечного сечения этого магнитопровода периодически изменяется по длине кольца за счет канавок, внутри канавки его величина намного меньше. Именно на это эффективное значение и следует ориентироваться при расчете количества витков первичной обмотки.
Первичная обмотка намотана на изолированный статор.
Первичная обмотка изолирована расплавленной лентой.
Из первичной обмотки намотана вторичная.
При намотке тороидального трансформатора вторичной обмотки рекомендуется укладывать его так, чтобы он не перекрывал последнюю часть первичной, тогда первичную обмотку всегда можно обработать или сбросить во время окончательной конфигурации. Такой трансформатор может быть покрыт обмотками, расположенными на разных плечах. В этом случае вы всегда можете получить доступ к каждому из них, но в этом случае над властью будут смеяться.
При использовании содержания этого сайта вам необходимо разместить активные ссылки на этот сайт, видимые для пользователей и поисковых роботов.
Все мы привыкли к электричеству, к его использованию в абсолютно разных сферах нашей жизни. Но даже жизнь в 21 веке, в огромном мегаполисе и привычка постоянно пользоваться всевозможными электроприборами, механизмами и т. Д. Не может спасти нас от аварийного пропадания тока в электрической сети. А работы, связанные со строительством, монтажом — по определению не всегда могут иметь подключение к общему источнику питания, а значит, необходимы какие-то временные или резервные источники электроэнергии.Именно здесь на помощь и приходят на помощь электростанции, генераторы, которые по своему составу представляют собой систему из нескольких устройств, в которых происходит преобразование механической энергии в электрическую с переменным или постоянным током.
Практически все электростанции можно использовать в быту как источник энергии. осветительные приборы, бытовая и оргтехника промышленного назначения и промышленного назначения. Конструктивная I. Эксплуатационные преимущества модели «Рядные электростанции» позволяют каждому потребителю выбрать необходимое оборудование в зависимости от целей и задач его эксплуатации.Благодаря повышенной мощности и наличию нескольких розеток у потребителя появляется возможность одновременно подключать несколько электроприборов.
Трансформаторный двигатель состоит из трансформатора переменного тока, в котором магнитопровод выполнен в виде кольца с выступами по периметру кольцевого сечения и по всей длине его окружности, а внутри вращается немагнитный ротор. магнитопровод — вращается кольцо, в цилиндрическую поверхность которого утоплены магниты на одинаковом расстоянии друг от друга.От знакомого понравились выступы на магнитопроводе-кольце. На концах немагнитного ротора, выступающих за поверхность колец магнитопровода, закреплены немагнитные диски и внешнее немагнитное кольцо. На всех своих внутренних поверхностях магниты утоплены с тем же шагом, что и выступы на кольце магнитопровода. Шаг между выступами равен перемещению точки на поверхности ротора при его вращении в течение одного полного периода переменного тока.На магнитопроводе первичная и вторичная электрические обмотки намотаны между выступами. Технический результат — увеличение крутящего момента. 1 ил.
Предлагаемое изобретение относится к электроэнергетике.
В настоящее время трансформатор используется для преобразования переменного тока из одного напряжения в другое.
Магнитопровод трансформатора предлагается выполнить в виде кольца с выступами по периметру кольцевого сечения и по всей длине его окружности.Внутри магнитопровода вращается немагнитный ротор, в цилиндрическую поверхность которого на одинаковом расстоянии друг от друга утоплены магниты, а также выступы на кольце магнитопровода.
На концах немагнитного ротора, выступающих за поверхность колец магнитопровода, закреплены немагнитные диски и внешнее немагнитное кольцо. На всех своих внутренних поверхностях магниты утоплены с тем же шагом, что и выступы на кольце магнитопровода.Шаг между выступами равен перемещению точки на поверхности ротора при его вращении в течение одного полного периода переменного тока.
где T — шаг между выступами,
D — диаметр выступающих магнитов ротора и внутренний диаметр выступов колец магнитопровода,
N — количество периодов переменного тока в секунду.
На магнитопроводе — кольце в промежутках между выступами расположены первичная и вторичная электрические обмотки.
На чертеже показаны четыре исполнения фиксирующих магнитов: прямое и подковообразное.
1 — кольцо магнитопровода,
2 — ротор вращающийся.
Необходимо продвигать немагнитный ротор со встроенными в него магнитами до скорости, при которой один полюс магнита перемещается от одного выступа магнитопровода к другому выступу.
Затем при одном полупериоде переменного тока выступы магнитопровода — кольца притягивают концы магнитов ротора, а при другом полупериоде переменного тока отталкивают одни и те же концы магнитов.После этого необходимо подать на первичную обмотку переменный ток. В результате во вторичной обмотке мы получим переменный ток нужного напряжения, а вращающийся ротор с магнитами будет давать крутящий момент, который можно использовать для самых разных нужд.
Двигатель трансформатора, содержащий магнитопровод в виде кольца с кольцами, расположенными по всему периметру колец, между которыми намотаны две обмотки, первичная, обтекаемая переменным током, и вторичная — взаимодействующие с полюсами переменного тока. полярность расплавляется на роторе, расстояние между полюсами которого равно расстоянию между выступами магнитопровода, отличающийся тем, что ротор выполнен с немагнитным телом и расположен внутри кольцевого магнитопровода и встроены магниты. в его цилиндрическую поверхность, а к ротору прикреплено внешнее немагнитное кольцо со встроенными внутренними поверхностями, взаимодействующими со всеми своими внутренними поверхностями.Вращение с выступами несущей обмотки магнитопровода.
Для изготовления сварочного трансформатора можно использовать статор от асинхронного двигателя. Размер сердечника определяется в данном случае площадью поперечного сечения статора, которая должна быть не менее 20 см2. Если это условие выполняется, то подойдет любой статор. Площадь поперечного сечения определяется, как показано на рисунке чуть ниже.
Наиболее рациональный размер сечения жилы находится в пределах 20 см 2 — 50 см 2.Можно использовать сердечник площадью менее 20 см 2, но необходимо уменьшить сечение провода в обмотках, а это приведет к заметному снижению мощности станка и сужению его параметров. Использовать жилы с площадью сечения более 50 см 2 тоже летает, так как устройство будет слишком тяжелым и громоздким.
Принципиальная схема сварочного трансформатора наклон
Как видно из схемы, сварочный ток регулируется с помощью SA1.Для этого на панели устройства закрепляют несколько обычных сетевых розеток по количеству выводов дополнительной обмотки. Контроллер представляет собой сетевой штекер, у которого ножки разъема скручены между собой одножильным проводом, диаметр которого составляет 1/4 диаметра провода первичной обмотки. Это дает возможность использовать в роли предохранителя провод, который сгорает с возможными перегрузками.
Помните, что использование в выпрямителе мощных диодов с прямым током от 200 А позволяет сваривать детали дугой постоянным током, обеспечивает лучшее зажигание дуг и более точные швы.
Сварочный трансформатор При правильной сборке он не требует настройки и сразу готов к работе.
помните, что сварочные работы следует проводить в специальной маске и спецодежде, исключая брызги расплавленного металла и светового спектра на открытых участках тела человека.
Трансформатор сварочный на магнитопроводах из бревен |
Обычным материалом для изготовления домашнего хлеба являются обожженные уборные.Те, кто имел дело с ними, хорошо знают, что это такое. Как правило, все решетки имеют примерно одинаковый внешний вид: хорошо вентилируемый сердечник кольцевой формы с оловянной или эбонитовой лицевой крышкой со шкалой от 0 до 250 В и вращающейся ручкой.
Внутри корпуса находится тороидальный автотратор, построенный на магнитопроводе большого сечения. Именно эта сердцевина и понадобится от латры для изготовления нового искусства. Обычно используются 2 одинаковых магнитных кольца из крупных бревен.
Но не знаю как это сделать проще, тогда можно посмотреть этот проект.Здесь сварочный трансформатор Сбор от статора двигателя. Конструкция хороша тем, что в двигателе для создания сварки доступно практически все, нужно только внести некоторые изменения в магнитопровод и правильно намотать трансформатор.
Что касается технических характеристик, то для таких целей асинхронные двигатели мощностью около 4 кВт часто используются на разных предприятиях.
Материалы и инструмент самодельные:
— электродвигатель мощностью 4 кВт;
— гаечный ключ, плоскогубцы, зубило, отвертка и другой инструмент для разборки двигателя;
— Лента Киппера;
— Кувалда.
Процесс изготовления электросварки:
Шаг первый. Разбираем электродвигатель
По словам автора, разобрать такой двигатель достаточно просто. Вам нужен только гаечный ключ на складе. С их помощью нужно открутить пару гаек, которые стянуты двумя крышками двигателя между собой и корпусом статора. Если двигатель уже заржавел, иногда эти гайки не так-то просто открутить, в этом случае можно воспользоваться болгаркой и просто нарезать шпильки.Ну а после нужно будет молотком или кувалдой выбить крышки с двигателя.
После разборки со статора нужно будет вытащить ротор, для самоделки он не понадобится. Статор представляет собой набор стальных пластин, образующих магнитную цепь. На магнитопроводах есть обмотка. Размеры статора в двигателях, а также геометрия могут отличаться. Для создания электросварки лучше всего выбирать такие двигатели, которые имеют большой диаметр корпуса, а длину небольшую.
Наибольшее значение в статоре представляет кольцо магнитопровода, все остальное только мешает. Магнитопровод обычно запрессовывают в чугунный или алюминиевый корпус. В пазах магнитопровода есть провода, их нужно удалить. Лучше всего это делать, когда магнитопровод все еще находится в корпусе. Чтобы снять провода, нужно взять стамеску и с помощью острой стамески с одной стороны статора нарезать их под конец. Ну тогда в виде петель его можно вытащить с помощью плоскогубцев, предварительно зацепив отвертку.
Чтобы провода вытащить было проще, их можно прожечь паяльной лампой. Только не слишком следите за металлом магнитопровода, иначе он может потерять свои технические характеристики.
Чугунный корпус можно расколоть кувалдой. Чтобы он как следует раскололся, можно делать продольные толчки. Но в этом вопросе важно не переставлять, иначе можно погнуть магнитопровод.
Шаг второй. Подготовка магнитопровода
После снятия корпуса нужно внимательно осмотреть магнитопровод, нужно определить, как он приклеен.Бывает, что пластины просто кладут в корпус и скрепляют стопорной шайбой. Если так, то такая конструкция при работе может рассыпаться, лучше всего натянуть шпильками или расточить другим доступным способом. И бывает, дизайн выполнен в виде готовой упаковки. Если магнитный трубопроводный пакет слишком велик, его можно уменьшить, потому что сварочный аппарат будет слишком тяжелым. Если двигатель загорелся, вполне возможно, что из него сделают даже две электросварки.
По поводу пазов магнитопровода тут есть несколько мнений.Некоторые забиты сальником трансформатора, но наш автор этого не рекомендует, так как это сильно снижает КПД и увеличивает потребляемый ток. Что можно сделать, так это полностью вырезать канавки с помощью стамески. Ну в том-то и дело, что трансформер станет легче. Но поскольку процедура достаточно кропотливая, большинство этих бороздок вообще не соприкасаются.
Шаг третий. Изоляция и намотка
Когда магнитопровод уже подготовлен, понадобится формовочная лента, с ее помощью корпус необходимо тщательно заизолировать, намотать в несколько слоев.Особое внимание следует уделять пазам с острыми краями, так как это может легко нарушить изоляцию. Чтобы избежать таких проблем, лучше всего нанести диэлектрический материал на острые края, а затем обзавестись ленточным магнитопроводом.
После этого можно начинать наматывать первичную обмотку. Так как диаметр колец статора около 150 мм, то в него можно ставить большие размеры, не беспокоясь о том, что места не хватит. Из-за того, что магнитопровод имеет паз, то площадь поперечного сечения здесь будет постепенно меняться, внутри паза находится наименьшее значение.Рассчитывать количество витков необходимо исходя из этого наименьшего действующего значения.
Автор проложил первичную обмотку непосредственно по кольцу магнитопровода. Затем все это дело снова утепляется сверху при помощи расплавленной ленты.
Ну вторичная обмотка намотана поверх первичной. Чтобы трансформатор при необходимости настроить, вторичную обмотку необходимо покрыть таким образом, чтобы она не перекрывала концы первичной. Затем его можно наполнить или сделать при необходимости.
При необходимости катушку трансформатора можно разделить на двуплечие. Затем к каждому плечу в любой момент можно получить доступ. Но при такой конструкции сварка потеряет мощность. Что касается технических характеристик такой самоделки, то сварка без проблем может закипеть с электродом на 4 мм, если она сделана правильно, и срезать электрод на 3 мм. И все это из обычной розетки.
Потребляет данный агрегат при работе до 10а. Электрод в 3 мм может кипеть сколько угодно раз, трансформатор не греется.А если обжечь штук десять на 4 мм, трансформатор нагреется примерно до 50 градусов.
Расчет обмотки
Для первичной обмотки потребуется провод диаметром примерно 2-2,5 мм. Вторичная обмотка сделана из шины размером 8х4 мм, это касается меди, у алюминия сечение должно быть процентов на 15 больше.
Для расчета количества витков используется формула: 48 / (a x c), где (а x c) — площадь в квадратных миллиметрах.
Напряжение для первичной обмотки нужно подбирать 210В, так как при нагрузке садится. После того, как будет достигнуто значение 180В, каждые 10В нужно будет делать отводы. Они понадобятся, если сварку нужно будет использовать в месте с низким напряжением.
Что касается вторичной обмотки, то для стабильной дуги на холостом ходу она должна выдавать 55-65В.
Главная »Отделочные работы» Сварочный аппарат от электродвигателя. Сварка … ничего
Урок 1 — Основы дуговой сварки
Урок 1 — Основы дуговой сварки © АВТОРСКИЕ ПРАВА 1999 ГРУППА ЭСАБ, ИНК.УРОК I, ЧАСТЬ B 1.9.3.1.1 Трансформатор типа производят только переменный ток. Они обычно называется «Сварочные трансформаторы». Все типы переменного тока используют однофазное первичное питание и имеют тип постоянного тока. 1.9.3.1.2 Выпрямитель типы обычно называются «Сварочные выпрямители» и производят DC или, AC и Сварочный ток постоянного тока.Они могут использовать как однофазные, так и трехфазные входная мощность. Они содержат трансформатор, но исправляют переменный или постоянный ток с помощью селена выпрямители, кремниевые диоды или кремний управляемые выпрямители. Доступен либо в константе ток или постоянное напряжение, некоторые производители предлагают устройства, которые представляют собой комбинацию оба и могут использоваться для сварки покрытым электродом, сварки неплавящимся электродом и для сварки твердым телом или флюсом порошковая проволока.1.9.3.2 Вращающийся Типы — Источники питания вращающегося типа можно разделить на две классификации: 1. Мотор-генераторы 2. Двигатель Управляемый 1.9.3.2.1 Мотор-генератор типы состоят из электродвигателя, соединенного с генератором или генератор, который производит желаемый мощность сварки. Эти машины давали отличные сварные швы, но из-за движущихся частей требовал значительного обслуживания. Мало, если любые, сейчас построен сегодня. 1.9.3.2.2 Двигатель приводные типы состоят из бензинового или дизельного двигателя, соединенного с генератором. или генератор, который производит желаемый мощность сварки.Они широко используются в других сферах. коммерческие линии электропередач, а также мобильные ремонтные предприятия. Оба вращающихся типа может доставить либо Сварочная мощность на переменном или постоянном токе или их комбинация. Доступны оба типа как постоянный ток или постоянное напряжение модели. 1.9.4 Власть Управление источниками — источники сварочного тока различаются также в методе контроля выходной ток или напряжение. Производительностью можно управлять механически как в машинах, имеющих реактор с отводом, подвижный шунт или дивертер, или подвижная катушка.Элект- три типа управления, например, магнитное усилители или насыщаемые реакторы, также используются и самые современные типы, содержащие выпрямители с кремниевым управлением, дают точные электронное управление. 1.9.4.1 А подробное обсуждение многих типов источников сварочного тока на рынке сегодня слишком длинная тема для этого курса, хотя дополнительная информация о типе Источники питания для различных сварочных процессов будут рассмотрены в Уроке II.1.9.4.2 Отлично литературу можно получить у производителей источников питания, и следует проконсультироваться для получения дополнительной информации.IRJET-Запрошенная вами страница не найдена на нашем сайте
IRJET приглашает статьи из различных инженерных и технологических дисциплин, научных дисциплин для Тома 8, выпуск 10 (октябрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 10, Октябрь 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 10 (октябрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 10, октябрь 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 10 (октябрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 10, октябрь 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 10 (октябрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 10, октябрь 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 10 (октябрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 10, октябрь 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 10 (октябрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 10, октябрь 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 10 (октябрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 10, октябрь 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 10 (октябрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 10, октябрь 2021 г. Публикация продолжается…
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством.
Работа синхронного двигателя | электрооборудование
Объективы
После изучения данного раздела студент сможет:
• Опишите работу и применение синхронного двигателя
• Опишите отставание и опережающий коэффициент мощности, а также причины каждого
• Опишите, как использование синхронного двигателя повышает эффективность электрической системы с запаздывающим коэффициентом мощности. Определите бесщеточный синхронный двигатель.
Одной из отличительных особенностей синхронного двигателя является то, что он работает без проскальзывания со скоростью, определяемой частотой подключенного источника питания и числом содержащихся в нем полюсов.Этот тип двигателя создает вращающееся поле через катушки статора, питаемые переменным током. (Это действие аналогично принципу работы асинхронного двигателя.) Независимое поле создается ротором, питаемым постоянным током через контактные кольца, установленные на валу. Ротор имеет такое же количество витков, как и статор. При рабочей скорости эти поля (север и юг) магнитно сцепляются друг с другом, так что скорость ротора синхронизируется с вращающимся магнитным полем статора.Другими словами, ротор вращается с синхронной скоростью. Изменения подключенной нагрузки не вызывают соответствующего изменения скорости, как это произошло бы с асинхронным двигателем.
Ротор, рис. 55-1, возбуждается источником постоянного тока, поэтому он создает чередующиеся северный и южный полюса. Затем эти полюса притягиваются вращающимся магнитным полем статора. Ротор должен иметь такое же количество полюсов, что и обмотка статора. Каждый полюс ротора, северный и южный, имеет чередующиеся полюса статора, южный и северный, с которыми он может синхронизироваться.
Ротор имеет обмотки возбуждения, на которые через коллекторные кольца (контактные кольца) подается постоянный ток. Ток подается либо от внешнего источника, либо от небольшого де-генератора, подключенного к концу вала ротора.
Магнитные поля полюсов ротора синхронизируются с вращающимся полем статора и притягиваются им. Предполагая, что ротор и статор имеют одинаковое количество полюсов, ротор движется с частотой статора (в герцах), фактически создаваемой генератором, питающим двигатель.
Синхронные двигатели сконструированы почти так же, как генераторы переменного тока. Они отличаются только теми конструктивными особенностями, которые могут сделать двигатель более приспособленным к его конкретному назначению.
Синхронный двигатель не может запуститься без посторонней помощи, поскольку неподвижные полюса ротора поочередно притягиваются и отталкиваются вращающимся полем статора. Следовательно, индукционная короткозамкнутая клетка или пусковая обмотка встроена в полюсные поверхности ротора. Это называется обмоткой amortisseur (ah-more-ti sir).
Эта пусковая обмотка напоминает обмотку с короткозамкнутым ротором. Эффект индукции пусковой обмотки обеспечивает требуемый пусковой, ускоряющий и тянущий моменты. Обмотка предназначена только для пуска и гашения колебаний во время работы. Его нельзя использовать как обмотку обычного двигателя с короткозамкнутым ротором. Он имеет относительно небольшую площадь поперечного сечения и будет перегреваться, если двигатель используется в качестве асинхронного двигателя с короткозамкнутым ротором.
Пробуксовка равна 100 процентам в момент пуска.Таким образом, когда переменное вращающееся магнитное поле статора разрезает обмотки ротора, которые остаются неподвижными при запуске, создаваемое индуцированное напряжение может быть достаточно высоким, чтобы повредить изоляцию, если не будут приняты меры предосторожности.
Если поле ротора подключено как замкнутая цепь или подключено к разрядному резистору в течение начального периода, результирующий ток вызывает падение напряжения, противоположное генерируемому напряжению. Таким образом, наведенное напряжение на полевых выводах уменьшается.Обмотка с короткозамкнутым ротором используется для запуска синхронного двигателя так же, как и для индукционного двигателя с короткозамкнутым ротором. Когда ротор достигает максимальной скорости, до которой он может быть ускорен как двигатель с короткозамкнутым ротором (около 95 процентов или более синхронной скорости), постоянный ток подается на катушки возбуждения ротора для установления северного и южного полюсов ротора. Эти полюса притягиваются полюсами статора. Затем ротор ускоряется, пока не зафиксируется синхронное движение с полем статора.
Синхронные двигатели используются в приложениях с большими тихоходными машинами с постоянными нагрузками и постоянными скоростями. Такие применения включают компрессоры, вентиляторы и насосы, многие типы дробилок и измельчителей, а также целлюлозно-бумажные, резиновые, химические, мукомольные и металлопрокатные заводы, рис. 55-2.
КОРРЕКЦИЯ МОЩНОСТИ СИНХРОННЫМ ДВИГАТЕЛЕМ
Синхронный двигатель преобразует электрическую энергию переменного тока в механическую.Кроме того, он также обеспечивает коррекцию коэффициента мощности. Он может работать с опережающим коэффициентом мощности или с единичным. В очень редких случаях он может работать с запаздывающим коэффициентом мощности.
Коэффициент мощности имеет большое значение для промышленных потребителей электроэнергии с точки зрения энергосбережения. Коэффициент мощности — это отношение фактической мощности, используемой в цепи, выраженной в ваттах или киловаттах, к мощности, явно потребляемой из линии, выраженной в вольтамперах или киловольт-амперах (кВА).Значение кВА получается путем умножения показания вольтметра и показания амперметра той же цепи или оборудования. Индуктивность в цепи заставит ток отставать от напряжения.
Когда значения полной и фактической мощности равны или совпадают по фазе, отношение этих значений составляет 1: 1. Другими словами, когда напряжение и сила тока совпадают по фазе, отношение этих значений составляет 1. : 1. Это случай чисто резистивных нагрузок. Единичное значение коэффициента мощности — это наивысший коэффициент мощности, который может быть получен.Чем выше коэффициент мощности, тем выше КПД электрооборудования.
Нагрузкипеременного тока обычно имеют отстающий коэффициент мощности. В результате эти нагрузки нагружают энергосистему большой реактивной нагрузкой. См. Индукционный двигатель на рисунке 55-3. Синхронный двигатель с перевозбужденным полем может использоваться для компенсации низкого коэффициента мощности других нагрузок в той же электрической системе. Перевозбужденный синхронный двигатель означает, что он работает с коэффициентом мощности, превышающим единицу.Поэтому он работает над улучшением коэффициента мощности энергосистемы.
БЕСЩЕТКИЕ СИНХРОННЫЕ ДВИГАТЕЛИ
Твердотельная технология привела к использованию бесщеточных синхронных двигателей. Возбуждение де-поля для такого двигателя обеспечивается специальным генератором переменного тока, установленным на валу главного двигателя. Возбуждение преобразуется в постоянный ток вращающимся выпрямительным узлом.
Рабочие характеристики такие же, как у синхронных двигателей со щетками.Однако отсутствие коллекторных колец, щеток, коллектора и некоторых управляющих контакторов дает бесщеточному двигателю несколько выдающихся преимуществ:
• Искрение от щетки исключается, что снижает угрозу безопасности в некоторых областях.
• Управление полем и возбуждение обеспечивается статической системой, требующей гораздо меньшего обслуживания.
• Возбуждение поля автоматически снимается всякий раз, когда двигатель сбивается. Автоматическая ресинхронизация может быть достигнута всякий раз, когда это возможно.
ПРОСМОТР ВОПРОСОВ
1. Почему необходимо, чтобы ротор и статор имели одинаковое количество полюсов?
2. Как влияет пусковая обмотка синхронного двигателя на скорость вращения?
3. Каковы типичные области применения синхронных двигателей?
4. Объясните, как создается магнитное поле ротора.
5. Нагруженный синхронный двигатель не может работать непрерывно без снятия возбуждения на роторе. Почему?
6.Почему для запуска в цепь возбуждения должен быть включен разрядный резистор?
7. Что имеется в виду, когда синхронный двигатель называют перевозбужденным?
8. Каков диапазон опережающего коэффициента мощности, в котором работают синхронные двигатели, в зависимости от номинального коэффициента мощности?
9. С каким коэффициентом мощности работают лампы накаливания?
10. С каким коэффициентом мощности работают высокоскоростные двигатели с фазным ротором?
1. Скорость синхронного двигателя фиксируется
.а.обмотка ротора
г. обмотка амортизатора
г. напряжение питания
г. частота питания и количество полюсов
2. Изменение напряжения поля ротора изменяет
а. скорость двигателя
г. коэффициент мощности
г. фазовое возбуждение
г. скольжение
3. Обмотки амортизатора расположены
а. в грани полюса статора
г. в грани полюса ротора
г. в контроллере
г.опережающий коэффициент мощности
4. Снятие возбуждения применяется к
а. пусковая обмотка
г. обмотка статора
г. обмотка ротора
г. обмотка амортизатора
5. Асинхронным двигателям и сварочным трансформаторам требуется ток намагничивания, который вызывает
а. отстающий коэффициент мощности
г. опережающий коэффициент мощности
г. единичный коэффициент мощности
г. нулевой коэффициент мощности
6. Синхронный двигатель может использоваться для увеличения коэффициента мощности электрической системы на
.а.снижение скорости
г. перевозбуждение поля статора
г. перевозбуждение роторного поля
г. приложение постоянного тока к полю статора
Б / У АЛЬЯНС НАМОТОЧНОЕ ОБОРУДОВАНИЕ | 34098
Вертикальный сварочный аппарат IW-10-B Вертикальный сварочный аппарат IW-10-B & nbsp
— (4) Горелки TIG для выполнения (4) или (8) сварных швов на статоре O.D. с поворотным столом — (4) Горелки TIG для выполнения (4) или (8) сварных швов на внешнем диаметре статора. с поворотным столом & nbsp
для разгрузки / перезагрузки статоров во время цикла сварки для разгрузки / перезагрузки статоров во время цикла сварки & nbsp
Вертикальный изолятор с щелевыми ячейками SCV-10 Вертикальный изолятор с щелевой ячейкой SCV-10 & nbsp
— манжеты, формы и вставки изоляции в пазы статора — манжеты, формы и вставки изоляции в пазы статора & nbsp
BWS-10-B Система ветра / впрыска / дрейфа / формы BWS-10-B Система Wind / Inject / Drift / Form & nbsp
— (1) Устройство для намотки листовок LFW-8 — (1) Устройство для намотки листовок LFW-8 & nbsp
Максимальная высота стопки: Максимальная высота стопки: 10 » 254.00мм
Максимальная длина клина: Максимальная длина клина: 11,3 » 287,02 мм
Минимальная длина стопки: Минимальная длина стопки: 2 » 50,80 мм
— (1) Устройство для намотки флаеров сарая LFW-10 — (1) Устройство для намотки флаеров сарая LFW-10 & nbsp
— Станция Wedgemaker — Станция Wedgemaker & nbsp
— Станция впрыска — Станция впрыска & nbsp
— Станция дрифта / формования — Станция дрифта / форм & nbsp
Оснащен:
Размеры и вес: Call Perfection Global для размеров, 0 фунтов Размеры и вес: 0 фунтов, 0 кг
Предварительные спецификации….
Motor Laminations — Thomson Lamination Company, Inc.
Компания Thomson Lamination Company (TLC) является ведущим производителем штампованных компонентов для ламинирования двигателей. Мы можем изготовить прототипы для крупносерийного производства пластин ротора и статора из металлов с высокой проводимостью с жесткими допусками.
Что такое ламинация двигателя?
Пластины двигателя образуют сердечник статора и ротора электродвигателя. Они состоят из тонких металлических листов, уложенных друг на друга, сваренных или склеенных друг с другом.Поскольку их изготавливают из отдельных кусков металла, а не из цельных кусков, они испытывают меньшие потери на вихревые токи.
Наши материалы для ламинирования двигателей
Наш опыт в ламинировании мотора позволяет нам использовать различные материалы для штамповки моторных пластин, например:
Мы можем штамповать моторные ламинаты из материалов толщиной от 0,003 до 0,025 дюйма с очень жесткими допусками. Наши возможности следующие:
Наши возможности для ламинирования двигателя и штамповки
На нашем предприятии площадью 76 000 кв. Футов размещены различные высокоскоростные прессы с производительностью до 250 тонн и возможностью спуска штампов размером до 36 на 72 дюйма, а также обширный каталог, содержащий более 1500 штампов. Это оборудование позволяет штамповать пластину двигателя по полному кругу от 0.Внешний диаметр от 5 дюймов до 15 дюймов для использования в сборках сердечника. Если у клиента есть очень специфические или уникальные требования и ограничения, мы можем спроектировать и изготовить запатентованные матрицы, которые точно соответствуют их потребностям, независимо от того, требует ли проект специальных твердосплавных прогрессивных матриц или матриц с основной пластиной.
В дополнение к нашим возможностям штамповки металла, мы также предлагаем услуги по отжигу, шлифованию, сборке и другие услуги после штамповки, чтобы гарантировать, что мы можем предоставить комплексные решения для изготовления ламинирования двигателей.После штамповки тонких ламинированных листов мы складываем их в стопку путем склеивания, сварки, клепки или заклепки в матрицу для формирования узлов сердечника. После завершения проекта мы храним каждую матрицу в физическом и цифровом виде, чтобы мы могли быстро изготовить больше деталей, когда они потребуются.
Ваш продукт. Наша точность. Это TLC.
Если вам нужны стандартные или уникальные моторные пластинки, TLC сможет удовлетворить ваши требования. Наш более чем 57-летний опыт и оборудование позволяют нам удовлетворить практически любой индивидуальный запрос, независимо от того, нужна ли вам конкретная конструкция штампа, конкретный материал, особые требования к отжигу или точные допуски.Вот почему клиенты из самых разных отраслей — аэрокосмической, энергетической, станкостроительной, медицинской и военной — знают, что могут доверять нам в поставке пластин для двигателей, соответствующих их спецификациям и стандартам качества.