Насадки для болгарки. Виды и особенности. Применение
При грамотном применении угловой шлифовальной машины, это устройство становится универсальным инструментом, которому поддается обработка любого материала. В этом деле главным фактором является правильно подобрать насадки для болгарки.
С помощью болгарки можно выполнять множество различных операций, применяя разные диски и насадки: обдирать, точить, полировать, а также выполнять другие виды работ, где можно использовать вращательное движение инструмента.
Виды насадокСуществует множество различных приспособлений и насадок, используемых при работе с угловой шлифовальной машиной. Рассмотрим их основные виды, особенности конструкции и применение.
Отрезные дискиЭто наиболее распространенные насадки, которых выпускается много видов. С помощью них можно обработать любой материал. Популярными из них стали диски по металлу, камню, дереву.
- Отрезные диски по металлу различаются по диаметру и толщине.
 По диаметру в торговой сети можно найти диски диаметром 115 – 230 мм. Толщина дисков колеблется от 1 до 3,2 мм, в зависимости от диаметра. Эти размеры также зависят от скорости вращения и прилагаемой к ним нагрузке.
По диаметру в торговой сети можно найти диски диаметром 115 – 230 мм. Толщина дисков колеблется от 1 до 3,2 мм, в зависимости от диаметра. Эти размеры также зависят от скорости вращения и прилагаемой к ним нагрузке.
 По диаметру в торговой сети можно найти диски диаметром 115 – 230 мм. Толщина дисков колеблется от 1 до 3,2 мм, в зависимости от диаметра. Эти размеры также зависят от скорости вращения и прилагаемой к ним нагрузке.
По диаметру в торговой сети можно найти диски диаметром 115 – 230 мм. Толщина дисков колеблется от 1 до 3,2 мм, в зависимости от диаметра. Эти размеры также зависят от скорости вращения и прилагаемой к ним нагрузке.- Диски для обработки камня отличаются от других видов только абразивными материалами, из которых они изготавливаются. Остальные параметры аналогичны.
- Диски по дереву. Применение таких дисков очень опасно, если работать неаккуратно, то можно получить травму. Такие диски по сути дела являются пилами. Запрещается снимать с болгарки защитный кожух. Лучше применять диск для пиления древесины с мелким зубом, и не использовать большую подачу. Оптимальным вариантом использования такой насадки для болгарки является применение специальных приспособлений для стационарной фиксации болгарки.
- Алмазный диск является универсальным, так как им можно отрезать любой материал. Большую популярность такие насадки получили в работах по резке кафеля, камня, бетона и гранита. Для каждого материала можно подобрать свой вид диска. Некоторые модели имеют режущую кромку с прорезями, а другие сплошные, а также они бывают с мелким или крупным алмазным напылением, в зависимости от назначения. Например, диски для резки камня сплошные, а для резки бетона с поперечными прорезями и мелким напылением.
 Для каждого материала можно подобрать свой вид диска. Некоторые модели имеют режущую кромку с прорезями, а другие сплошные, а также они бывают с мелким или крупным алмазным напылением, в зависимости от назначения. Например, диски для резки камня сплошные, а для резки бетона с поперечными прорезями и мелким напылением.
Для каждого материала можно подобрать свой вид диска. Некоторые модели имеют режущую кромку с прорезями, а другие сплошные, а также они бывают с мелким или крупным алмазным напылением, в зависимости от назначения. Например, диски для резки камня сплошные, а для резки бетона с поперечными прорезями и мелким напылением.По внешнему виду трудно определить, для чего предназначен диск, поэтому при покупке необходимо ознакомиться с характеристиками диска, обозначенными на упаковке.
Полировальные и шлифовальныеСуществует много видов таких кругов. Они могут быть матерчатыми, губчатыми, войлочными и со сменной шлифшкуркой.
Для работы с ними необходимо применять специальные пасты с мелким абразивом, а также различные жидкости. Для зачистки и грубой шлифовки используются мелкоабразивные круги. Применение дисков для шлифовки дает возможность довести поверхность любого материала до нужной шероховатости. Такие насадки для болгарки используются для полировки кузова автомобиля.
Эти диски можно разделить на следующие виды:
- Витые шарошки применяют для обдирки каменных и металлических поверхностей при снятии старого раствора цемента или засохшей краски. Шарошка состоит из двух стальных чашек. По их периметру располагаются стальные проволочные щетки. В зависимости от вида обработки проволока может иметь разный диаметр.
- Заточные диски служат для заточки режущего инструмента, зачистки сварных швов. Чаще всего такие насадки используются на маломощных болгарках, так как ими удобнее работать с такими дисками. Заточные диски отличаются от отрезных моделей по форме и толщине. В средней части диска имеется углубление, позволяющее осуществлять заточку плоской поверхностью диска. Его толщина обычно не менее 5 мм.
- Обдирочные алмазные диски по конструкции похожи на заточные круги. Отличие заключается в том, что алмазный диск работает только своей периферийной частью, на которой имеются режущие кромки. А также алмазный обдирочный диск не подходит для обработки металлов. Он служит для обдирки каменных, бетонных и других аналогичных материалов. Для обдирки застывшего цементного раствора, алмазный диск подойдет как нельзя лучше.
 А также алмазный обдирочный диск не подходит для обработки металлов. Он служит для обдирки каменных, бетонных и других аналогичных материалов. Для обдирки застывшего цементного раствора, алмазный диск подойдет как нельзя лучше.
А также алмазный обдирочный диск не подходит для обработки металлов. Он служит для обдирки каменных, бетонных и других аналогичных материалов. Для обдирки застывшего цементного раствора, алмазный диск подойдет как нельзя лучше.Насадки для болгарки намного повышают функциональность шлифовальной машины. Болгарки широко используются в строительстве и многих других областях. А совместно с различными насадками они становятся универсальным оборудованием.
Насадки для шлифовки древесиныШлифовальную машину можно использовать для шлифовки деревянной поверхности, вырезки деревьев. Для этого применяют специальные виды насадок для определенных видов работ. Перед началом обработки поверхности ее необходимо разметить.
После шлифовки на поверхности остаются круги от диска. Это заметно после покрытия поверхности лаком или краской. В этом заключается особенность работы болгаркой. Поэтому дополнительно необходимо пройтись по поверхности шлифовальной шкуркой вручную. Работать по дереву болгаркой нужно аккуратно, не прилагая больших усилий, не использовать тонкие круги, правильно выполнять их крепление.
Работать по дереву болгаркой нужно аккуратно, не прилагая больших усилий, не использовать тонкие круги, правильно выполнять их крепление.
В эту категорию входят два вида насадок.
Диск-рубанок может полностью заменить ручной рубанок.
Для выполнения грубой обработки бревен при строительстве дома, обработки столбов для ограждения такая насадка будет незаменимым помощником.
Особенностями его использования является:
- Разрешается применение только с шлифовальной машиной, оснащенной второй дополнительной рукояткой. В целях безопасности болгарку необходимо держать только двумя руками.
- Допускается снимать защитный кожух, так как корпус насадки цельнолитой, и вероятность ее разрушения очень мала. Однако требуется защита от летящих щепок: рукавицы, очки, одежда.
Обдирочный диск предназначен для удаления коры дерева и грубой обработки заготовки.
При наличии определенных навыков в массиве дерева таким диском можно выполнить выборку. При возведении сруба из бревен шлифовальная машина с обдирочной насадкой является хорошей альтернативой обычному топору.
При возведении сруба из бревен шлифовальная машина с обдирочной насадкой является хорошей альтернативой обычному топору.
Также обдирочным диском можно распилить доску, но при этом ширина реза будет большой, и образуется больше опилок.
Насадки для фрезерованияТаких насадок существует два вида: диски и фрезы.
Диски производятся разных исполнений. Их отличием является размер зернистости абразивного материала.
Такие абразивные диски подобны структуре поверхности ручного рашпиля, с отличием в быстродействии обработки. При наличии сноровки и приобретенных навыков такие диски применяют для чистовой обработки древесины.
Фрезы по дереву выпускаются в большом ассортименте. Они отличаются размерами, расположением и формой зубьев.
Фрезы предназначены для:
- Выборки различных пазов.
- Вырезания чаш.
- Черновое выравнивание кромок.
- Пиление небольших заготовок из древесины.
Особенности использования фрез:
- Запрещается снимать защитный кожух при работе с фрезой.
- Разрешается использовать фрезу только для работ, указанных в инструкции к ней, с рекомендуемой скоростью вращения, и другими указаниями.

Основным назначением болгарки изначально является шлифование, о чем говорит ее правильное название – угловая шлифовальная машина. Поэтому шлифовка древесины, как операция, для болгарки подходит как нельзя лучше. Рассмотрим основные насадки для болгарки, с помощью которых выполняется шлифовка дерева.
Кордовые щетки применяются в основном для первичной шлифовки дерева, когда необходимо сравнять неровности поверхности.
Название торцевых дисков говорит о их назначении. Ими обрабатывают торцы деревянных деталей. Торцевые диски особенно подходят для обработки угловых распилов.
Лепестковые насадки применяются в определенной последовательности операций обработки. Поэтому их необходимо иметь несколько штук, отдельную насадку для каждой операции. Шлифование начинают грубым диском, далее размер абразива уменьшается, и устанавливают насадки с более мелким зерном абразива.
Шлифование начинают грубым диском, далее размер абразива уменьшается, и устанавливают насадки с более мелким зерном абразива.
Шлифовальные круги являются универсальным приспособлением к шлифовальной машине. Одного круга хватает для выполнения всех этапов шлифовки. Такой круг изготовлен из металлической основы, на которую фиксируются круги с разной зернистостью абразива. Круги по мере изнашивания можно легко менять на другие, они являются расходными элементами. Основа насадки может работать длительное время.
Назначение:
- Зачистка поверхности перед окраской.
- Обработка торцов и кромок.
- Циклевание паркетных полов.
- Шлифование деревянных поверхностей.
Для полировки древесины применяются круги, диски и щетки. Их рабочие части изготавливают из мелкой шлифовальной шкурки, войлока, губки и других материалов.
Рекомендации по применению насадок- Запрещается применять диски от циркулярной пилы с болгаркой при подгонке деталей перед шлифовкой, так как болгарка является высокоскоростным инструментом. В таком режиме работы зубья пилы не выдерживают длительной эксплуатации и разрушаются, разлетаясь в стороны с большой скоростью. Это нарушает технику безопасности.
- Некоторые пилы от циркулярки имеют большой размер, поэтому мастера снимают защитный кожух, что также очень опасно.
- Частые смены режима способствуют перегреву электродвигателя шлифовальной машины, поэтому следует делать перерывы в работе для ее охлаждения.
- Ввиду рыхлой структуры дерева диск пилы может заклинить. Поэтому есть вероятность того, что болгарка вырвется из рук, что может привести к травмам человека.
 В таком режиме работы зубья пилы не выдерживают длительной эксплуатации и разрушаются, разлетаясь в стороны с большой скоростью. Это нарушает технику безопасности.
В таком режиме работы зубья пилы не выдерживают длительной эксплуатации и разрушаются, разлетаясь в стороны с большой скоростью. Это нарушает технику безопасности.Обработка древесины болгаркой проводится только в виде грубой обработки, шлифования, и других поверхностных работ. А для распила и раскроя листовых материалов лучше применять специально предназначенные для этого насадки для болгарки.
Похожие темы:
Какие бывают диски и насадки на болгарку | Столярка своими руками
Болгаркой можно резать, пилить, шлифовать, зачищать, полировать.
 .. В этой публикации я бы хотел обсудить основной перечень дисков и насадок которые используются на болгарке (или УШМ по научному).любимая нами болгарка
.. В этой публикации я бы хотел обсудить основной перечень дисков и насадок которые используются на болгарке (или УШМ по научному).любимая нами болгаркалюбимая нами болгарка
Раз в прошлых публикациях мы рассмотрели технику безопасности при работе с болгаркой и научились ей работать, то теперь давайте узнаем какие диски бывают для болгарки, что можно ими делать и на этом закончим цикл публикация про этот дивный инструмент.
При выборе диска или насадки нужно выбирать такую, что бы ее внешний диаметр не превышал максимально допустимое для вашей болгарки значение. Если ваша болгарка по документам рассчитана на диски 125 мм, ни в коем случае не пихайте в нее диски размером 230 мм. Вы повредите инструмент или нанесете себе травму.
Диски и насадки для болгарки имеют стандартные размеры: 115, 125, 150, 180 и 230 мм. А посадочный диаметр равен 22,2 мм.
Давайте начнем =)
Отрезные диски
В подавляющем большинстве случаев болгарку покупают именно из за этих дисков, и следовательно самой частой функцией этого инструмента является резка материалов. В зависимости от того какой материал мы будем резать зависит и выбор диска.
В зависимости от того какой материал мы будем резать зависит и выбор диска.
1. Отрезные диски по металлу
диски по металлудиски по металлу
Как понятно из названия такой диск нужен, что бы резать металл. Эти диски изготавливаются из кристаллического глинозёма корунда, или из синтетического корунда, называемого электрокорундом. Бывают толщиной от 1 мм до 3,2 мм. Чем толще металл тем толще диск мы выбираем, для трубы со стенками 1,5 мм будет достаточно диска 1 мм — 1,6 мм, а вот для толстенного швеллера этого диска однозначно не хватит. Диски для металла имеют синий цвет и маркируются надписью «Steel (Сталь)».
2. Отрезной диск по камню
диск по камнюдиск по камню
Предназначены для разрезания бетона, белого (силикатного) кирпича и шифера. Для керамической плитки, красного кирпича и собо плотного бетона данный вид дисков не подойдет. Изготавливаются данные диски из абразивного материала – карбида кремния. Диск по камню обычно маркируют зеленым цветом и надписью «Stone (Камень)».
3. Алмазный диск
алмазный дискалмазный диск
Используются для резки керамогранита и керамической плитки, бетона, красного кирпича и так далее. Эти металлические диски покрываются абразивной массой с алмазной крошкой. Бывают сегментированные алмазные диски (как на фото выше) для сухой резки и цельнометаллические диски для резки в водяным охлаждением.
Пильные диски по дереву
пильный диск по деревупильный диск по дереву
Данный тип дисков исползуется для расспила дерева — превращает болгарку в некое подобие ручной циркулярки. Пользоваться такими дисками на болгарке весьма опасно из за заклинивания, отскакивания, соскальзывания инструмента и так далее. Если вы решили пользоваться данным диском, то будте предельно осторонжны и максимально соблюдайте ТБ.
Бывают пильные диски по дереву на которых по торцу установлена цепь от бензопилы, и такие диски считаются наиболее безопасными для распила дерева. В случае если цепь заклинит, диск будет продолжать вертеться и болгарка не нанесет травм.
диск открезной цепной
Шлифовальные диски и насадки
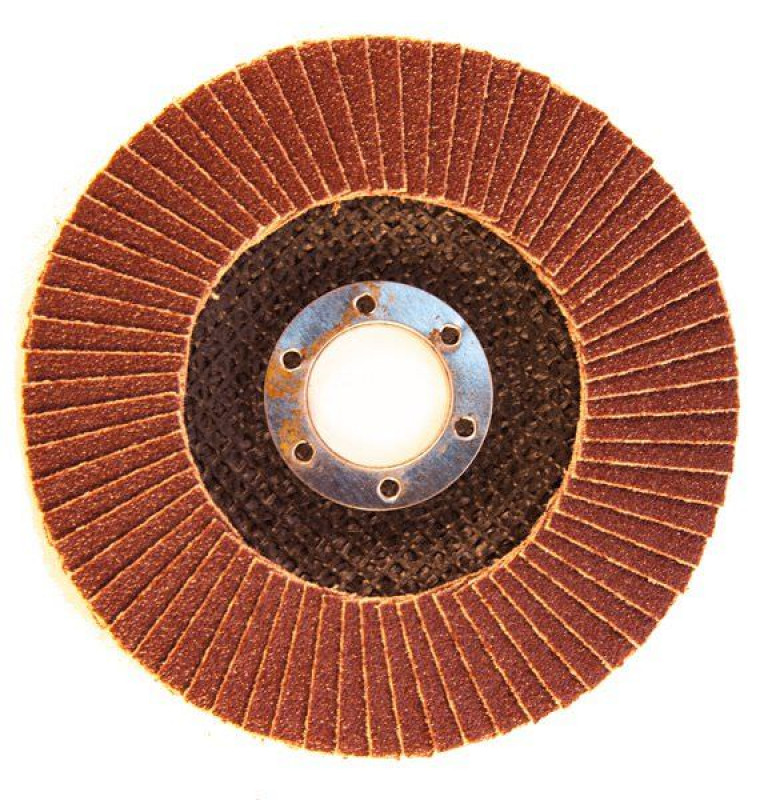
Научное название болгарки Угловая Шлифовальная Машина (УШМ) и уже из названия следует, что данный инструмент должен умет шлифовать. Это может быть шлифовальный круг который называется лепестки. Свое название этот шлифовальный круг получил из за того, что состоит из «лепестков» наждачной бумаги частично наложенных друг на друга. Само собой, данные диски бывают с разной зернистостью, выбирать которые нужно исходя из требуемого типа работ.
лепестковый шлифовальный дисклепестковый шлифовальный диск
Так же бывают шлифовальные круги с липучкой, на которую наждачная бумага пристегивается на липучку. Такие насадки просто прикручиваются на шпиндель болгарки.
побитый жизнью круг и наждачка с липучкойпобитый жизнью круг и наждачка с липучкой
Полировальные круги и насадки
Такой тип дисков и насадок предназначен для окончательной полировки изделий или поверхностей. Выглядят они как подушки или диски из войлока или ткани. Я кстати использую диск на фото ниже вместе с полиролью для машин.
Выглядят они как подушки или диски из войлока или ткани. Я кстати использую диск на фото ниже вместе с полиролью для машин.
Точильные диски
точильный дискточильный диск
Простым движением руки обычная болгарка превращается в точило и теперь мы можем заточить инструмент. Хотя конечно это мера вынужденная, точило намного удобнее, но если его нет под рукой, пользуемся болгаркой. Заточные круги отличаются тем, что имеют толщину не менее 5 мм.
Обдирочные диски и насадки
Еще их называют корщетки, зачистные, витые шарошки и т.д. Это такие железные щеточки в виде чаши или дисковые. Очень удобны когда надо снять старый сой краски. А еще с помощью таких дисков можно брошировать древесину (об этом в будущих публикациях).
обдирочная насадкаобдирочная насадка
На этом все! Если у вас есть пожелания, предложения, дополнения или критика отправляйте на [email protected] или оставляйте в комментариях под этой публикацией.
назначение шлифовальных кругов или дисков, шлифование чашечными шлифкругами диаметров 125 мм
Болгарка относится к универсальному оборудованию, востребованному на строительном рынке. Для угловой шлифовки и полировки дерева на ось инструмента закрепляют заменяемые диски. Шлифовальные и полировочные круги выпускаются во множестве разновидностей и разделяются по типу абразивной поверхности.
Для угловой шлифовки и полировки дерева на ось инструмента закрепляют заменяемые диски. Шлифовальные и полировочные круги выпускаются во множестве разновидностей и разделяются по типу абразивной поверхности.
Что это такое?
Болгарка или углошлифовальная машина – это инструмент, часто применяемый при строительстве и во время проведения ремонтных работ. Если в доме нужен небольшой ремонт, покупать мощную и дорогостоящую строительную технику нет смысла. А вот такую машину приобрести будет полезно и относительно недорого. Универсальность современного инструмента – его главное достоинство: с помощью УШМ пилят и режут, обтачивают и выравнивают поверхности. Принцип работы болгарки прост: операции совершаются вращающимися насадками.
Диски делятся на три вида – заточные, отрезные или шлифовальные (обдирочные). Операции различны по предназначению и сложности, порой одной машиной приходится обрабатывать различные по твердости материалы, как правило, это камень и стальные соединения, а также дерево. Шлифовке подвергают обновляемые и обрабатываемые деревянные детали, окна, полы и мебель.
Насадка на болгарку для шлифовки дерева представляет собой сменный круг, подобный аналогичному для циркулярной пилы. Обдирная фреза для первичной шлифовки изготовлена из прочного металла, имеет зубчики и подбирается по диаметру для каждой УШМ. Размер зубцов определяется толщиной слоя древесины. Имеет значение и форма зуба. Переменные годятся для всех пород дерева, а трапециевидные применяют только для мягких разновидностей. Начерно обрабатывать материал можно и дисками с прямыми зубчиками.
Распиливать древесину перед обработкой нужно другими, распилочными фрезами. Они монолитные, изготовленные из высокопрочной листовой стали. Некоторые разновидности выполняют с напылением на зубцах.
Они монолитные, изготовленные из высокопрочной листовой стали. Некоторые разновидности выполняют с напылением на зубцах.
Дорогие виды древесины разрезают как вдоль, так и поперек особыми дисками с пометкой «тонкий+». Высокоточная резка необходима при изготовлении мебели и серьезной обработке деревянных изделий.
Разновидности
Шлифование – базовое предназначение УШМ. В случае работы с древесиной – это сложный процесс, требующий от мастера внимательности и умения. Различное по структуре натуральное дерево доводят до совершенного вида качественными и надежными дисками. Обычные алмазные фрезы здесь не подойдут. Для деревообрабатывающей промышленности существуют особые шлифовальные круги.
Обычные алмазные фрезы здесь не подойдут. Для деревообрабатывающей промышленности существуют особые шлифовальные круги.
Скоростная зачистка и шлифовка проходит в два этапа: грубая и точная.
Различают несколько типов шлифовальных кругов для угловой шлифмашинки. В первую очередь осуществляется первоначальная очистка поверхностей. Эту работу выполняет несколько дисков, отличающиеся по форме и размеру.
- Обдирочные. Они предназначены для удаления старой краски и лака с древесины. Обычно остатки предыдущего покрытия, не поддающиеся ручной очистке, убирают с окон, подоконников и поверхности пола. На диске закреплена щетина из стальной проволоки для грубой обработки. Упругий ворс размещают или по всему периметру круга, то есть вдоль, или же под углом сегментарно как в обычной щетке. Это зависит от назначения насадки.
- Кордщетки с проволокой или шипами. Они позволяют выровнять и сгладить поверхность из любого материала. Проволочной щеткой легко снять с металла слой лака или старой краски, ржавчину. Если доски на полу различной высоты, их можно сравнить между собой шиповым кругом. Они различаются по форме и скорости вращения.
- Торцевики. Ими работают послойно, как напильниками, с боками и краями, углами и косыми распилами. Насадки предназначены для шлифовки по краям или выравнивания скосов.
 Упругий ворс размещают или по всему периметру круга, то есть вдоль, или же под углом сегментарно как в обычной щетке. Это зависит от назначения насадки.
Упругий ворс размещают или по всему периметру круга, то есть вдоль, или же под углом сегментарно как в обычной щетке. Это зависит от назначения насадки.При обдирочных работах шлифмашинкой слой древесины остается неповрежденным, снимается только декоративное покрытие. Это свойство болгарки незаменимо при реставрации изделий. Удалив предыдущее красочное оформление, можно на свежую и гладкую панель наносить другое.
На следующем этапе обработки придают поверхности гладкость. Здесь специалисты советуют использовать полировочные круги. Они бывают губчатые, из войлока и грубой ткани, со сменной наждачной бумагой. Ткань и войлок закрепляют для работы при помощи липучек. Насадки продают в наборах по пять штук для удобства смены. Наждачная бумага выбирается средней или мелкой степени зернистости. Марка обычно указывается на упаковке.
Крупнозернистой бумагой можно снять даже старую краску, среднее зерно подойдет для зачистки мелких повреждений и снятия небольшого слоя. Абсолютную гладкость придает поверхности мелкозернистый материал.
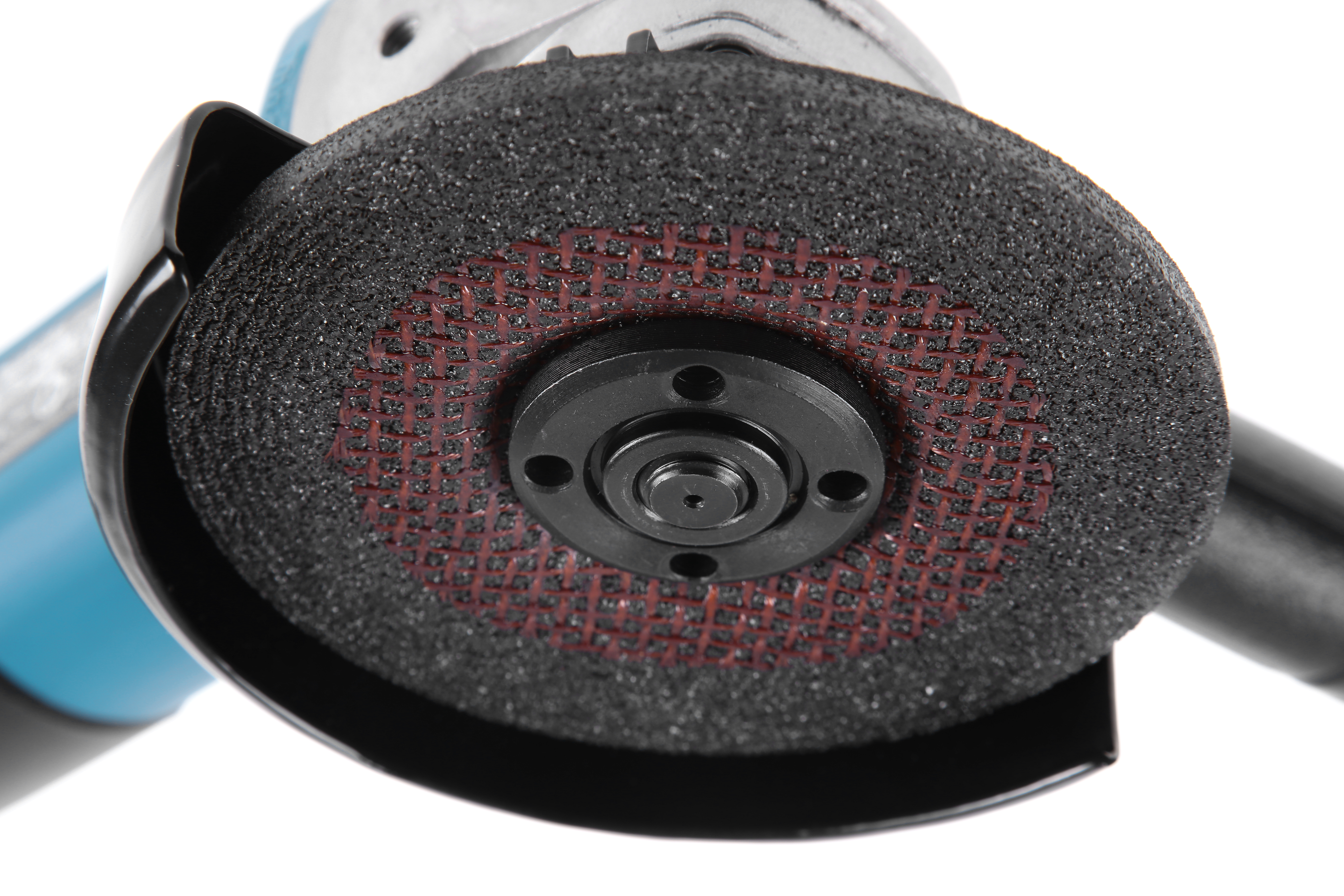
Важна и конструкция насадки. Доводочные или финишные круги разделяют на лепестковые, твердые и подвижные. Применение лепесткового круга позволяет добиться абсолютно гладкой поверхности. На диске размещается в качестве абразива несколько слоев наждака внахлест подобно чешуе рыбы. Такое расположение абразивного материала снижает степень изнашивания. До идеального состояния изделия доводит такая современная насадка, как чашечный круг. Чаша выполняет незначительное текстурирование, легко проникает в стыки. На ней укреплен ворс из синтетического материала или гофрированной проволоки.
Доводочные или финишные круги разделяют на лепестковые, твердые и подвижные. Применение лепесткового круга позволяет добиться абсолютно гладкой поверхности. На диске размещается в качестве абразива несколько слоев наждака внахлест подобно чешуе рыбы. Такое расположение абразивного материала снижает степень изнашивания. До идеального состояния изделия доводит такая современная насадка, как чашечный круг. Чаша выполняет незначительное текстурирование, легко проникает в стыки. На ней укреплен ворс из синтетического материала или гофрированной проволоки.
Нейлоновая щетка для дерева состоит из большого количества мелких ворсинок. Ее применяют при финишной полировке. Насадка в виде чаши позволяет мастеру отшлифовать наиболее труднодоступные места на детали. Щетка удаляет заусенцы и мелкие загрязнения, шлифует лак. Торцевые щетки изготавливают из полимерабразива, цилиндрические – из латунированной и стальной проволоки.
На строительном рынке продаются современные шлифовальные разновидности кругов с абразивом из трех компонентов: оксида алюминия, нейлона и полимерных материалов.
Советы по выбору
Чтобы правильно выбрать диск, специалисты рекомендуют обратить внимание на несколько параметров.
- Толщина. Считается, что более плотные круги эксплуатируются дольше.
- Основной диаметр. Чем он больше, тем быстрее происходит шлифование. Крупные круги более надежны и служат дольше. Мастера отдают предпочтение универсальным кругам с диаметром 125 мм. В этом случае легко удерживать машинку одной рукой для совершения точных операций. Максимальный размер 230 мм применяют редко при работе с древесиной. Натуральное дерево неоднородно, поэтому лучше прибегать к постепенной и мягкой шлифовке. Для ремонта подойдут и диски 150 мм, иногда даже 180 мм.
- Тип сегмента. Грубые абразивы приобретают для первичной обработки, мягкие – для финишной доводки деталей. Обычно в быту для обработки больших поверхностей нужны как жесткие обдирочные, так и полировочные круги.
 Мастера отдают предпочтение универсальным кругам с диаметром 125 мм. В этом случае легко удерживать машинку одной рукой для совершения точных операций. Максимальный размер 230 мм применяют редко при работе с древесиной. Натуральное дерево неоднородно, поэтому лучше прибегать к постепенной и мягкой шлифовке. Для ремонта подойдут и диски 150 мм, иногда даже 180 мм.
Мастера отдают предпочтение универсальным кругам с диаметром 125 мм. В этом случае легко удерживать машинку одной рукой для совершения точных операций. Максимальный размер 230 мм применяют редко при работе с древесиной. Натуральное дерево неоднородно, поэтому лучше прибегать к постепенной и мягкой шлифовке. Для ремонта подойдут и диски 150 мм, иногда даже 180 мм.Как использовать?
Болгарка имеет несложное техническое устройство. Она снабжена электродвигателем, соединенным с угловым редуктором.
Правильно работать с машинкой позволит соблюдение техники безопасности, а именно:
- невнимательность в этом деле недопустима;
- для того чтобы исключить травматизм при использовании УШМ, с диска защитный кожух не удаляют;
- не работают с древесиной, используя сильную подачу;
- перед началом операций обязательно надевают очки и плотные перчатки; руки защищают длинными рукавами, одежда не должна быть легкой, поскольку на тело могут попадать искры;
- в процессе работы важно делать перерывы, чтобы руки не уставали и машина не соскальзывала.

Удобно работать с инструментом, у которого есть опорная ручка. Наиболее безопасны те болгарки, которые снабжены цепью от бензопилы. Если неожиданно машинку заклинивает, диск продолжает вращение, что позволяет до минимума снизить риск получить травму. Важно также плавно перемещать машину по поверхности пола, не допуская вибрации. Перед началом работы следует еще раз убедиться, что круг надежно и точно закреплен на оси.
Начинать осваивать инструмент лучше фрезами с маленькими зубцами. Чем мельче зубчики, тем проще и безопаснее выполнение операций. В процессе работы любой диск изнашивается, изменяется диаметр круга, нужна замена. Меняют диски при переходе с одного вида обработки на другой в процессе шлифовки.
Случается и так, что диск треснул или кожух сломан. Обязательно нужно снять и поменять такой диск, дальнейшая работа опасна.
Стоит придерживаться следующей пошаговой инструкции:
- отсоединить инструмент от сети, прекратить вращение вала нажатием блокирующей кнопки, только после этого разрешается откручивать диск и снимать его;
- открутить удерживающую гайку – стопор снимают при помощи ключа, если гайка слишком сильно затянута на диске, понадобится газовый ключ, который нагревают и охлаждают перед применением, а оставшуюся часть диска вырезают ножовкой;
- произвести съем негодного диска;
- надеть новый и закрепить его стопорной гайкой, прочно зафиксировать резьбу на точно установленном диске, после этого можно продолжать работу.

Подробнее смотрите в следующем видео.
Диски по дереву на болгарку — виды, особенности и применение – Мои инструменты
В распоряжении у каждого домашнего мастера имеется углошлифовальная машинка или по-простому болгарка. Основное предназначение инструмента известно всем. Расширение спектра возможностей достигается за счет применения различных насадок — диски или круги. Чтобы увеличить способности болгарки, производители выпускают диски по дереву. Какими они бывают, и для каких целей применяются, ознакомимся подробно.
Расширение спектра возможностей достигается за счет применения различных насадок — диски или круги. Чтобы увеличить способности болгарки, производители выпускают диски по дереву. Какими они бывают, и для каких целей применяются, ознакомимся подробно.
Болгарка для распиливания древесины — почему под запретом
Производители выпускают специальные диски для УШМ, посредством которых можно резать древесину и древесные материалы — фанеру, ДВП, ДСП и т.п. Однако болгарка — это далеко не самый лучший инструмент для резки и распиливания этих материалов. Это обусловлено низкой безопасностью применения инструмента при работах с древесиной.
Это касается не только отрезных дисков по дереву, но и фрезеровочных. Опасность использования УШМ для резки дерева в том, что инструмент развивает большие обороты. Насадка или круг с большими зубьями при соприкосновении с древесиной провоцирует возникновение такого эффекта, как «обратный удар» при заклинивании. Причем этот эффект возникает в 95% случаев, и если человек не подготовлен, то попытка распилить древесину обернется получением травм. Степень травмоопасности может представить себе каждый, когда инструмент, с вращающимся на скорости 12 тысяч оборотов в минуту диск, выскакивает из рук.
Степень травмоопасности может представить себе каждый, когда инструмент, с вращающимся на скорости 12 тысяч оборотов в минуту диск, выскакивает из рук.
С эффектом обратного удара знакомы пильщики, которые работают с бензопилами. На бензопиле обратный удар возникает в случае прикосновения к древесине торцевой частью шины бензопилы. Именно поэтому на большинстве бытовых бензопил устанавливаются шины с зауженной торцевой частью, чтобы исключить возникновение обратного удара. Обратный удар очень опасен, поэтому при покупке отрезного диска по дереву для болгарки продавец обязательно уточнит, умеете ли вы этим пользоваться?
Это интересно! Если нужно распилить древесину, то для этого лучше взять ручную ножовку или бензопилу. Использовать болгарку для таких целей нужно в самом крайнем случае. Причем делать это необходимо с установленным в шпинделе специальным диском (с их разновидностями познакомимся далее). Применять круги по бетону или металлу для резки дерева болгаркой строго противопоказано. Такие диски перегреваются в древесине или могут застрять, что повлечет их нарушение целостности во время вращения.
Такие диски перегреваются в древесине или могут застрять, что повлечет их нарушение целостности во время вращения.
Выбираем подходящую болгарку для резки и обработки древесины
Если предстоит распилить древесный материал, то сделать это болгаркой можно, но с учетом правильного выбора инструмента. Болгарки выпускают разных размеров и мощности, от чего зависит возможность применения насадок диаметром 115, 125, 150, 180 и 230 мм. УШМ для отрезных дисков по дереву на 115 мм — это не лучшее решение. Это обусловлено такими недостатками:
- На инструмент устанавливается диск маленького размера, которым практически ничего не возможно распилить или обработать
- Неудобство проведения работ маленькой болгаркой при обработке больших поверхностей
Лучшее решение для распила древесины болгаркой — это инструмент под круги с диаметром 125 мм. Он не только позволяет осуществлять эффективное распиливание материала, но еще и считается максимально безопасными. Однако не настолько безопасными, что их можно использовать даже новичкам. Инструменты под 150, 180 и 230 круги лучше не использовать для резки дерева, так как высокая мощность таких болгарок требует много усилий.
Однако не настолько безопасными, что их можно использовать даже новичкам. Инструменты под 150, 180 и 230 круги лучше не использовать для резки дерева, так как высокая мощность таких болгарок требует много усилий.
Это интересно! Болгарка — это не бензопила, и не электропила, поэтому без надлежащих навыков ее не стоит использовать для распила древесины.
Самым безопасным вариантом считается УШМ под круги диаметром 125 мм. Именно такую машинку следует применять, когда требуется воспользоваться инструментом для распиливания деревообрабатывающих материалов. Перед тем, как купить насадку с зубьями для резки дерева, нужно учитывать не только ее наружный диаметр, но и внутренний — посадочное отверстие. Для современных стандартных инструментов выпускаются диски с диаметром 22,2 мм.
 youtube.com/embed/Tb2Xyj9JyeY?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/Tb2Xyj9JyeY?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Режущие круги на болгарку для древесных материалов
Эксплуатация УШМ в паре с отрезным диском по дереву обязательно предусматривает соблюдение техники безопасности. Работы следует проводить в специальном защитном обмундировании, а распиливаемая заготовка должна быть крепко зафиксирована в тисках или струбциной. Инструмент важно держать двумя руками, чтобы исключить вероятность выбивания его из рук. Предпочтение следует отдать УШМ, которая имеет регулятор оборотов.
Производители выпускают диски для болгарок по дереву четырех основных видов, о которых узнаем подробно:
- Циркулярный или зубчатый — появились самыми первыми, но не получили широкой популярности в силу обладания эффектом обратного удара. Диск имеет наружное (торцевое) расположением больших зубьев. Производители выпускают режущие диски по дереву на болгарки с максимальным диаметром до 180 мм. Зубья могут оснащаться специальными напайками из твердосплавных материалов. Такие круги хотя и являются самыми распространенными, однако это самая опасная насадка в действии. По возможности откажитесь от ее использования. Надо отметить, что использовать такие диски на болгарки можно только в случае, если инструмент используется в качестве стационарной циркулярной пилы
- Цепной — имеют вид диска, только по наружной окружности вместо зубьев располагается цепь, как на бензопилах. Такой тип насадок является более безопасным, и им можно резать древесностружечный массив средней плотности. На кругах такого типа опасность заклинивания и возникновения обратного удара сведена к минимуму. Достигается это за счет специальной конструкции насадки, которая подобна шине бензопилы. Круг состоит из двух частей, а с торцевой стороны имеется паз. В этом пазу располагается пильная цепь, перемещающаяся за счет силы инерции. Такая конструкция исключает заклинивание диска, и тем самым является более безопасным вариантом, по сравнению с первым типом. Категорически противопоказано пилить древесину с гвоздями. Зубья при этом быстро тупятся, и выходят из строя
- Универсальный — получил такое название за счет того, что позволяет не только пилить древесину, но еще резать металл, а также проделывать пазы. Насадка универсального типа имеет вид обычного стального диска, но с дополнительными зубьями в количестве трех штук в виде пазов. Зубья имеют напайки из твердого металла, что увеличивает срок службы режущей насадки. Достоинство универсального отрезного диска на болгарку кроется в том, что он также является безопасным, как и цепной круг, и при этом стоит в 2 раза дешевле. Выпускается компанией Graff, отчего получил название «графский»
- С карбид-вольфрамовой кромкой — производители не останавливаются на достигнутом, и постоянно совершенствуют выпускаемые изделия. Еще один тип отрезного диска, который полностью похож на насадку для резки бетона. Отличие лишь в том, что на торцевой части круга находится напыление из карбида вольфрама (встречаются и алмазные напыления). Диск оснащен прорезями с отверстиями, которые служат для отвода тепла при работе с плотными материалами, как например, древесина. Эффективны круги с карбид-вольфрамовой кромкой не только для резки дерева, но и прочих материалов — пластик, металл и т.п. Только такую насадку для резки одного металла лучше не применять, ведь она быстро выйдет из строя. Отлично справляется круг с распиливанием древесины, в которой есть гвозди, шурупы и прочие металлические предметы
 Зубья могут оснащаться специальными напайками из твердосплавных материалов. Такие круги хотя и являются самыми распространенными, однако это самая опасная насадка в действии. По возможности откажитесь от ее использования. Надо отметить, что использовать такие диски на болгарки можно только в случае, если инструмент используется в качестве стационарной циркулярной пилы
Зубья могут оснащаться специальными напайками из твердосплавных материалов. Такие круги хотя и являются самыми распространенными, однако это самая опасная насадка в действии. По возможности откажитесь от ее использования. Надо отметить, что использовать такие диски на болгарки можно только в случае, если инструмент используется в качестве стационарной циркулярной пилы Категорически противопоказано пилить древесину с гвоздями. Зубья при этом быстро тупятся, и выходят из строя
Категорически противопоказано пилить древесину с гвоздями. Зубья при этом быстро тупятся, и выходят из строя Диск оснащен прорезями с отверстиями, которые служат для отвода тепла при работе с плотными материалами, как например, древесина. Эффективны круги с карбид-вольфрамовой кромкой не только для резки дерева, но и прочих материалов — пластик, металл и т.п. Только такую насадку для резки одного металла лучше не применять, ведь она быстро выйдет из строя. Отлично справляется круг с распиливанием древесины, в которой есть гвозди, шурупы и прочие металлические предметы
Диск оснащен прорезями с отверстиями, которые служат для отвода тепла при работе с плотными материалами, как например, древесина. Эффективны круги с карбид-вольфрамовой кромкой не только для резки дерева, но и прочих материалов — пластик, металл и т.п. Только такую насадку для резки одного металла лучше не применять, ведь она быстро выйдет из строя. Отлично справляется круг с распиливанием древесины, в которой есть гвозди, шурупы и прочие металлические предметыТеперь не трудно выбрать пильные диски по дереву для болгарки, зная о том, какие их виды бывают. Для работ по дому рекомендуется использовать пильный диск по дереву универсальный или с карбид вольфрамовой кромкой. Они не только считаются эффективными, но еще и безопасными. Круги с пильной цепью стоят дороже, но при этом они также безопасны при распиле древесины болгаркой. Самыми опасными являются круги с зубьями. Их использовать рекомендуется только в ситуациях, когда из болгарки делается стационарная циркулярная пила.
Шлифовальные и полировальные круги на УШМ — разновидности
Работа с древесиной подразумевает не только ее резку, но и другие виды обработки. К таковым видам работ относится полировка и шлифование. Прежде чем приступать к выполнению таких работ, понадобится подготовить материал. Обрабатываемая древесина должна быть высушенной, иначе это негативно повлияет на качество выполнения работ. Для полировки и шлифования древесины болгаркой применяются следующие насадки:
- Лепестковые — разновидность кругов под УШМ, состоящие из металлического круглого основания с приклеенными полосками наждачной бумаги по окружности. Лепестковые диски подходят не только под шлифовку деревянных поверхностей, но и для их полировки. Важно также понимать, что лепестковые круги выпускаются не только для обработки древесины, но и металла, а отличаются они по типу используемых абразивов на наждачной бумаге
- Торцевые — нужны для подгона размеров детали. С торцевой стороны диска приклеены листы наждачной бумаги, как на фото ниже. Работают насадки по принципу напильника. Торцевые диски характеризуются таким параметром, как шероховатость, что зависит от характера выполняемых работ. Чем больше показатель шероховатости (то есть частицы абразивов мелкие), тем более мягкие шлифовальные манипуляции можно осуществлять насадкой. Служат они зачастую для реставрации мебели и снятия лакокрасочного покрытия
- Полировальные — для конечной обработки деревянных поверхностей. Изделия имеют разную степень зернистости, а также простую конструкцию. Основу насадки составляет подложка с липучей частью. На липучую часть крепятся сменные полировальные насадки, которые изготавливаются из мягких абразивов. Достоинство таких изделий в том, что их можно быстро менять при необходимости перехода к другой зернистости. Используются полировальные диски на болгарку, чтобы выполнить финишную зачистку деревянной поверхности
 Лепестковые диски подходят не только под шлифовку деревянных поверхностей, но и для их полировки. Важно также понимать, что лепестковые круги выпускаются не только для обработки древесины, но и металла, а отличаются они по типу используемых абразивов на наждачной бумаге
Лепестковые диски подходят не только под шлифовку деревянных поверхностей, но и для их полировки. Важно также понимать, что лепестковые круги выпускаются не только для обработки древесины, но и металла, а отличаются они по типу используемых абразивов на наждачной бумаге Достоинство таких изделий в том, что их можно быстро менять при необходимости перехода к другой зернистости. Используются полировальные диски на болгарку, чтобы выполнить финишную зачистку деревянной поверхности
Достоинство таких изделий в том, что их можно быстро менять при необходимости перехода к другой зернистости. Используются полировальные диски на болгарку, чтобы выполнить финишную зачистку деревянной поверхностиВ зависимости от вида запланированных работ по дереву, не составит труда выбрать соответствующий вид полировальной или шлифовочной насадки на УШМ.
Диски для фрезеровки и обдирки на болгарку — назначение и виды
Возможности углошлифовальных машинок на резке, шлифовке и полировке древесины не заканчиваются. Для расширения спектра возможностей инструмента, производители выпускают насадки на болгарку для фрезеровки и обдирки древесных материалов. Обдирочные насадки предназначены для удаления коры и снятия лакокрасочного слоя с деревянных поверхностей. Выпускаются круги для обдирки разных видов, и отличаются по конструкции, форме и предназначению.
- С кромкой — главное их назначение заключается в снятии верхнего слоя древесины, а также стачивания торцевой части деревянных изделий. Наносимая кромка из твердосплавных материалов обеспечивает продолжительный эксплуатационный ресурс насадок. После обработки древесины такими насадками, понадобится дополнительно провести шлифовку и полировку поверхности
- Шипованные — причем они делятся на изделия с крупными и мелкими шипами. Насадки с мелкими шипами предназначены для снятия лакокрасочного слоя с поверхности дерева, а с большими шипами — для выравнивания. Если деревянный пол имеет дефект в виде разного расположения досок по высоте, то обдирочные диски с крупными шипами позволяют быстро и эффективно сгладить поверхность
- С рабочей частью из проволоки или щеточные — такие насадки применяются не только для обработки металла, но и дерева. Диск в форме стакана с угловым расположением проволоки используется для удаления лакокрасочного слоя с больших поверхностей. Насадка с торцевым расположением проволоки применяется для удаления лакокрасочного слоя в местах с ограниченным доступом, например, в пазах обрабатываемых деревянных конструкций. Еще один вид насадок, которые используют мастера для работы с деревом — щетка с тонкой проволокой. Применяется для проведения чистовой обдирки деревянной поверхности
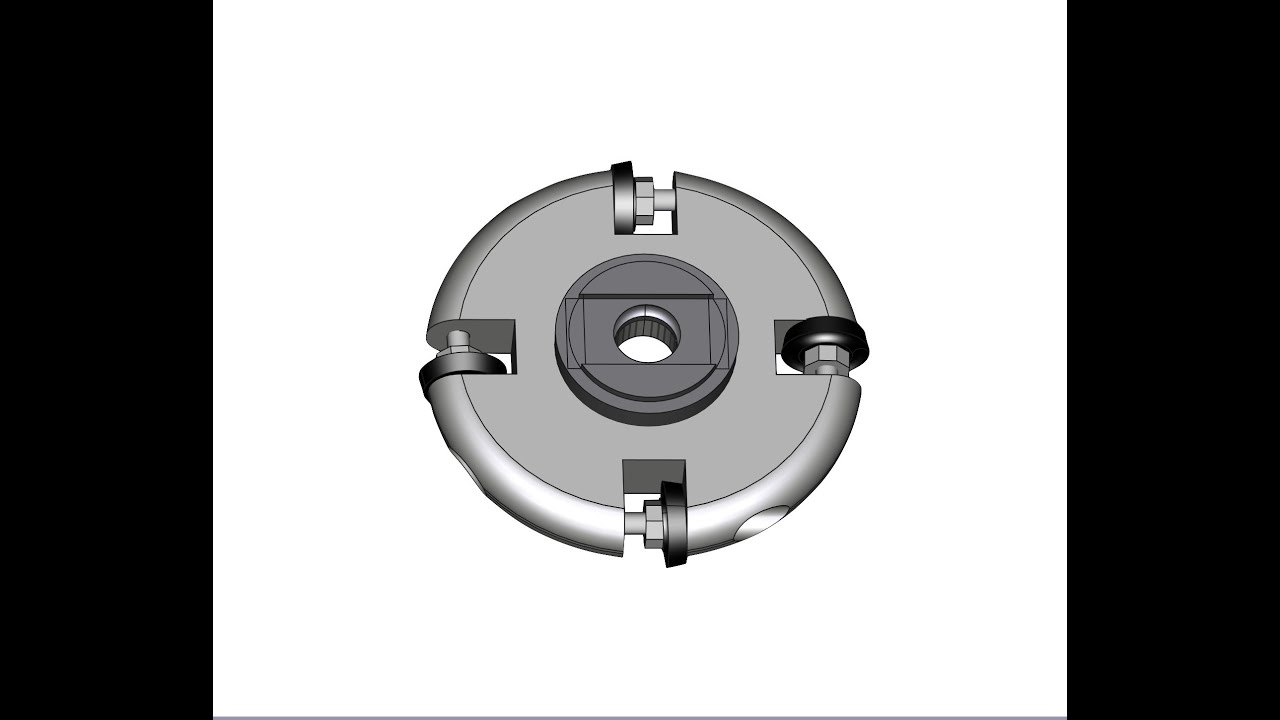
- Диск-рубанок — альтернативная замена обычному ручному или электрическому рубанку. Недостаток первого варианта — для выполнения работ надо много сил и времени. Покупать электрорубанок рационально только в случае, когда выполняются большие объемы работ по снятию поверхностного слоя. На помощь домашнему мастеру пришли специальные диски на болгарку, заменяющие электрорубанки. Насадка представляет собой массивный круг с тремя плоскими ножами. Предназначается она для снятия коры с дерева, причем конечный результат достигается очень быстро. Затупляемые ножи можно затачивать
 Наносимая кромка из твердосплавных материалов обеспечивает продолжительный эксплуатационный ресурс насадок. После обработки древесины такими насадками, понадобится дополнительно провести шлифовку и полировку поверхности
Наносимая кромка из твердосплавных материалов обеспечивает продолжительный эксплуатационный ресурс насадок. После обработки древесины такими насадками, понадобится дополнительно провести шлифовку и полировку поверхности Еще один вид насадок, которые используют мастера для работы с деревом — щетка с тонкой проволокой. Применяется для проведения чистовой обдирки деревянной поверхности
Еще один вид насадок, которые используют мастера для работы с деревом — щетка с тонкой проволокой. Применяется для проведения чистовой обдирки деревянной поверхностиОсобым классом насадок для болгарки являются фрезеровальные круги. Специальные диски, приводимые в действие шпинделем болгарки, служат для выпиливания и вырезания пазов разной ширины. Стоит также отметить, что применение фрезеровальных насадок на болгарке является не безопасным. Каждый год количество вариантов кругов-фрез на болгарку увеличивается, однако с такими насадками работать нужно крайне осторожно. Рассмотрим популярные варианты фрезеровальных кругов на УШМ:
Каждый год количество вариантов кругов-фрез на болгарку увеличивается, однако с такими насадками работать нужно крайне осторожно. Рассмотрим популярные варианты фрезеровальных кругов на УШМ:
- Колесный диск — имеет вид утолщенного круга с расположенными на торцевой части шипами конусной формы. Применяется для проделывания пазов в деревянных заготовках. Насадка имеет зубья по основанию, главным предназначением которых является получение чистых пазов без сколов
- Зубчатый диск с шипами на зубьях — используется для проделывания неглубоких пазов прямоугольной формы в деревообрабатывающих материалах
- Зубчатый диск с дополнительными шипами по всей поверхности — позволяет проделывать глубокие пазы в заготовках из дерева
Производство различных насадок для болгарки с целью обработки древесины позволяет значительно расширить функционал незаменимого в хозяйстве инструмента. Болгарка сегодня заменяет большинство ручных и электрических инструментов, поэтому у каждого мастера обязательно присутствует как минимум один вид этого инструмента.
Работа болгаркой для обработки древесины — какие правила нужно соблюдать
Углошлифовальная машинка применяется для обработки различных материалов, и независимо от того, что обрабатывается, металл, пластик, бетон, кирпич или дерево, надо соблюдать технику безопасности. Ниже приведён перечень рекомендаций, к которым нужно прислушаться при обработке древесины болгаркой, чтобы уменьшить вероятность получения травм.
- Перед тем, как устанавливать насадку в шпиндель инструмента, необходимо отключить последний от электрической сети
- Работы нужно проводить с защитным кожухом на инструменте. Некоторые умельцы снимают кожух не только для того, чтобы облегчить и ускорить выполнение работ, но еще и с целью закрепления в шпинделе насадки большего диаметра, чем предназначенная производителем
- Работать нужно с применением перчаток, защитных очков, наушников и специального рабочего комбинезона
- Категорически противопоказано использовать мощные УШМ для обработки древесины. Оптимальный вариант — инструмент под 125 мм круги
- Не используйте насадки с зубьями больших размеров. Чем больше размер зубьев, тем выше вероятность защемления и получения обратного удара
- Наличие регулятора оборотов является обязательным условием, если инструмент применяется для работы с древесиной. Если регулятор оборотов отсутствует, то можно воспользоваться специальным устройством для понижения напряжения
- Инструмент при работе должен располагаться строго под прямым углом к распиливаемой поверхности. Небольшой наклон способствует увеличению нагрузки, и тем самым повышается вероятность его вырывания из рук мастера
- Кнопка пуска инструмента должна управляться мастером, и ее нельзя фиксировать, так как в случае вырывания инструмента из рук, УШМ продолжит работать, и может нанести серьезные травмы
- Не используйте насадки для работы с древесиной, на которых присутствуют дефекты и следы сильного износа
 Оптимальный вариант — инструмент под 125 мм круги
Оптимальный вариант — инструмент под 125 мм круги Безопасный диск для УШМ. МИФ или РЕАЛЬНОСТЬ??? Обзор.» data-lazy-type=»iframe» data-src=»https://www.youtube.com/embed/Im-pZjtSn-I?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Безопасный диск для УШМ. МИФ или РЕАЛЬНОСТЬ??? Обзор.» data-lazy-type=»iframe» data-src=»https://www.youtube.com/embed/Im-pZjtSn-I?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
В завершении необходимо подвести итог, и отметить, что УШМ — это универсальный инструмент, без которого любой домашний мастер попросту не может обойтись. Независимо от того, какие материалы обрабатываются инструментом, главное, чтобы перед покупкой соответствующих насадок человек представлял опасность их применения. При отсутствии достаточного опыта при работе с УШМ, лучше воспользоваться ручными или специализированными инструментами.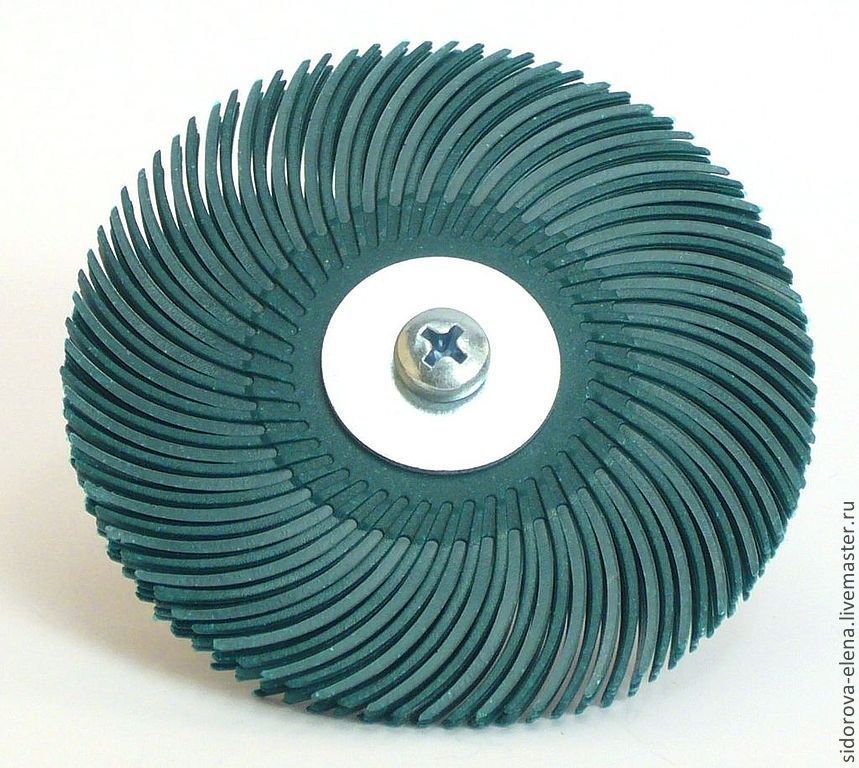
Публикации по теме
Диски и насадки для УШМ: типы, назначение, особенности
Угловая шлифмашина (“болгарка”, или УШМ) — многофункциональный инструмент. С её помощью можно резать металл, бетон, кирпич, плитку, пластик и дерево; шлифовать, зачищать, полировать, снимать краску и ржавчину; использовать в качестве точильного станка. Для разных работ нужна различная оснастка. Давайте разберемся, какие бывают диски и насадки для УШМ.
РАЗМЕРЫ
Каждая угловая шлифовальная машина рассчитана на диски определенного внешнего диаметра. От этого параметра зависит глубина резки или площадь шлифуемой поверхности.
От этого параметра зависит глубина резки или площадь шлифуемой поверхности.
- 115 мм — глубина резки 20-30 мм
- 125 мм — глубина резки 30-40 мм
- 180 мм — глубина резки 50 мм
- 230 мм — глубина резки 50-60 мм
Есть еще два стандартных диаметра: 180 мм и 400 мм. Однако они редко используются.
Всегда устанавливайте на УШМ насадку соответствующего ей диаметра и перед началом работы узнавайте допустимую максимальную скорость вращения диска. Обычно это написано прямо на нём. Чем больше диаметр диска, тем на меньшее число оборотов он рассчитан. Не превышайте RPM, иначе диск может сломаться, разлететься, ранить вас и других. Кроме того, при установке большого диска придется снимать защитный кожух, что также небезопасно.
Диаметр внутреннего отверстия диска имеет стандартный размер — 22,2 мм. Об этой величине не стоит беспокоиться, она у всех одинакова.
Перед началом работы узнайте допустимую максимальную скорость вращения диска.
ОТРЕЗНЫЕ ДИСКИ
Резка материала — одна из главных функций угловой шлифовальной машины. Для этого существуют специальные отрезные диски. Их изобрели, чтобы быстро и точно разрезать материал компактным устройством и делать это, где угодно. УШМ + отрезные диски — это мобильность, простота использования и доступность.
Работать надо так же, как пилой. Вы включаете болгарку, слегка нажимаете на изделие и через несколько секунд оно разрезано! Однако в отличие от пилы резка отрезным диском, по сути, является тем же шлифованием. Поэтому общая длина изделия уменьшается, так как вы удаляете материал из определенной точки. Если взять шлифмашину диаметром в пару миллиметров и долго шлифовать одно и то же место, получится тот же результат.
Если взять шлифмашину диаметром в пару миллиметров и долго шлифовать одно и то же место, получится тот же результат.
Тонкость — это характерная черта отрезных дисков. Они напоминают DVD. Тонкость дает им возможность так легко разрезать изделия из любого материала. Они значительно тоньше всех других видов дисков для УШМ.
Чем тоньше отрезной диск, тем он опасней. Тонкие диски легко изгибаются и легче ломаются. Если вы работаете за верстаком с зажатым в тиски изделием, тонкий диск — это то, что нужно. Но если вы находитесь, например, под машиной в неудобном положении, лучше взять диск потолще (от 3 мм), который не сломается, если вы случайно шелохнетесь или потеряете равновесие.
С помощью болгарки можно разрезать практически любой материал: металл, бетон, камень, кирпич, керамическую плитку и дерево. Для каждого материала существует отдельный вид отрезных дисков.
Отрезные диски по металлу
Если вы терпеливы, можете пилить металл ножовкой. Но если требуется быстрое решение, ничто не сравнится с болгаркой в скорости. Отрезные диски по металлу сделают работу хорошо и быстро. Они используются для резки арматуры, болтов, железных ограждений, тонколистового и толстолистового металла.
Но если требуется быстрое решение, ничто не сравнится с болгаркой в скорости. Отрезные диски по металлу сделают работу хорошо и быстро. Они используются для резки арматуры, болтов, железных ограждений, тонколистового и толстолистового металла.
Диски по металлу изготавливаются из оксида алюминия. Стоят недорого, но лучше покупать сразу пачку, так как они быстро изнашиваются. Обычно имеют синий цвет.
Вам могут пригодиться
Отрезные диски по бетону и камню
Для камня, силикатного кирпича и шифера существует отдельный вид отрезных дисков. Они изготавливаются из карбида кремния со связующим веществом из синтетических смол. Обычно имеют зеленый цвет.
Вам могут пригодиться
Отрезные диски по дереву
Предназначены для работы со всеми видами древесины. Однако они будут ограничены только этим материалом, что не совсем рационально. Лучше всё же для резки дерева приобретать диски, которые имеют возможность резать как дерево, так и металл. Это особенно полезно, если придется срезать гвозди, вколоченные в деревяшки.
Однако они будут ограничены только этим материалом, что не совсем рационально. Лучше всё же для резки дерева приобретать диски, которые имеют возможность резать как дерево, так и металл. Это особенно полезно, если придется срезать гвозди, вколоченные в деревяшки.
Алмазные диски
Совсем другая история! Это высококачественный вариант для работы с различными материалами. Намного превосходит другие виды отрезных дисков и является достаточно твёрдым, чтобы разрезать практически любой даже очень твёрдый материал.
Алмазные диски используются при резке красного кирпича, мрамора, гранита, бетона, асфальтобетона, железобетона, керамической плитки и керамогранита, а также металла, стали, пластика и всего, что угодно. Отлично подходят для удаления лишнего цемента между кирпичами в кладке.
С точки зрения стоимости алмазные диски теперь стали гораздо более доступными, к тому же они имеют более долгий срок службы, чем обычные отрезные диски.
Понятно, что они не полностью сделаны из алмазов. Насадка изготавливается из металла, а режущая кромка покрывается тонким слоем алмазной крошки.
При покупке такого отрезного диска следует проверить, для сухой или мокрой резки он предназначен. Диск для мокрой резки требует водяного охлаждения во время работы, другими словами, при резке он должен быть мокрым. Диск для сухой резки смачивать не надо, он отличается по внешнему виду — его края сегментированы.
Вам могут пригодиться
ЗАЧИСТНЫЕ КРУГИ
Они же абразивные или заточные диски. Их главное отличие от отрезных кругов — толщина, которая составляет не менее 5 мм.
Наиболее распространены зачистные круги двух видов: для металла и для камня. Чаще всего используются при работе с металлом. Нужны для грубой черновой обработки. Быстро снимают большой слой материала. Используйте их, если хотите подготовить изделие к сварке, зашлифовать сварной шов или места отреза. Зачистные круги бывают разной зернистости. Чем ниже значение зернистости, тем для более грубой обработки они предназначены.
При грубой обработке на металле обычно остаются царапины и заусенцы. Их можно шлифовать с помощью лепесткового диска, чтобы материал стал гладким и блестящим.
При работе зачистным кругом образуется много искр, которые могут прожечь стекло, одежду, кожу. Поэтому будьте осторожны. Чем меньше зернистость, тем больше искры.
Болгарка с установленным на неё зачистным кругом — отличная альтернатива точильному станку. Используйте её для заточки лезвий газонокосилки, лопаты, тяпки, топора и другого садового инвентаря.
Во время заточки металлические лезвия быстро нагреваются и меняют цвет. Это может сделать металл хрупким и ломким и повредить лезвие. Чтобы избежать перегрева, применяйте только легкое давление и постоянно двигайте болгарку. Кроме того, держите под рукой ведро воды с губкой или тряпкой и периодически смачивайте металл для охлаждения. После заточки зачистным кругом дополнительно можно пройтись по лезвию шлифовальным диском.
ШЛИФОВАЛЬНЫЕ ДИСКИ
Используются для черновой и чистовой обработки изделий из металла, дерева, пластика и других материалов. В то время как зачистной круг — это абразивный материал из прочного композита, шлифовальный диск — это симбиоз болгарки и обычной наждачки для эффективного и быстрого зашкуривания. Идеальный вариант, если надо сгладить неровные углы, убрать заусенцы и произвести финишную обработку после грубого зачистного круга. Также отлично подходит для удаления большого количества древесины.
Шлифовальные диски бывают разной зернистости. Она подбирается в зависимости от того, черновая или чистовая обработка требуется. Чем меньше зернистость, тем более грубой будет работа. Наждачка на 40, 60 и даже 80 грит будет довольно агрессивна, с ее помощью вы быстро удалите много материала. Для аккуратной финишной обработки подойдут шлифдиски с зернистостью 100-120.
Наиболее распространенными видами шлифдисков являются круги на липучке и лепестковые. Первые — это просто круги наждачной бумаги, которые крепятся с помощью липучки к базовой насадке, которая в свою очередь устанавливается на УШМ. Замена таких кругов очень проста. Как только один изнашивается, его отлепляют и приклеивают новый.
Лепестковые диски состоят из большого количества “лепестков” наждачки. С их помощью можно удалить больше материала, и они медленнее изнашиваются.
ПОЛИРОВАЛЬНЫЕ КРУГИ
Для полировки лакокрасочных покрытий и других поверхностей существуют специальные полировальные круги. Обычно они изготавливаются из войлока, текстиля или мягких полимерных материалов. Для особенно деликатных поверхностей рекомендуется пользоваться большими болгарками на 230 мм, поскольку они работают на более низких скоростях.
Вам могут пригодиться
ШЛИФОВАЛЬНЫЕ ЩЁТКИ
Шлифщётки — это что-то вроде корщётки, которую закруглили и надели на болгарку. Крайне эффективная вещь для удаления ржавчины и старой шелушащейся краски. С её помощью также можно очищать инструменты и садовый инвентарь от затвердевшего цемента и грязи.
В магазинах шлифовальные щётки обычно представлены либо в виде проволочного диска, либо в виде проволочной чаши. Диски используются для щелей, узких пространств, углов и труднодоступных мест. Чаши отлично подходят для обработки поверхностей с большой площадью.
Проволока на шлифовальных щётках может быть тонкой или толстой, простой и переплетённой. Скручивание проволоки делает её ещё прочнее. Поэтому, если требуется агрессивная и грубая обработка, применяют щётки с толстой и витой проволокой. Они сделают “фарш” из большинства покрытий, поэтому используйте их только в том случае, если хотите полностью очистить поверхностный слой. Убедитесь, что изделие, с которым вы будете работать, достаточно крепкое, иначе проволочная щетка может его повредить.
Если хотите снять краску с более деликатных объектов, не исцарапать и не повредить детали, используйте менее агрессивные насадки. Например, для снятия краски с мотоцикла подойдет сочетание щётки с прямыми и тонкими щетинками и абразивного диска из нейлона, пропитанного кремнийорганическим соединением. Дешевая альтернатива пескоструйной обработке.
Вам могут пригодиться
НЕ ПЫТАЙТЕСЬ РЕЗАТЬ ШЛИФОВАЛЬНЫМ ДИСКОМ И ШЛИФОВАТЬ ОТРЕЗНЫМ ДИСКОМ
Угловая шлифмашина решает широкий спектр задач, и каждый вид диска или насадки имеет свое назначение. На каждом написано, для какого материала он предназначен, его размеры и максимальное число оборотов.
Попытавшись использовать, например, режущий диск для шлифования или наоборот, вы рискуете расколоть его, и многочисленные осколки могут нанести серьезные травмы вам и окружающим людям. Болгарка — довольно опасный инструмент и требует соблюдения техники безопасности.
24.06.2019
Подписаться на рассылку
Диски для болгарки и их назначение — гайд по 5 основным видам
С болгаркой можно резать, точить, шлифовать самые разные материалы и поверхности. Но для каждого из них нужен подходящий диск. О том, какие бывают круги для УШМ и для чего они нужны — в этом гайде. Тут также есть инструкция по замене насадки и советы, которые помогут справиться с заклиниванием аксессуара.
Что такое диск для болгарки
Он представляют собой насадку для УШМ. Нужный вариант подбирается по размеру (диаметру) и материалу в зависимости от задачи.
Узнайте: Как выбрать болгарку для домашнего использования — 10 основных критериев
Сортировка по назначению
Исходя из типа работ, диски для болгарок делят на пять видов. Ниже — краткое описание каждого из них.
Отрезные
Эти насадки отличаются небольшой толщиной (от 1 до 3,2 мм) и оснащены режущей кромкой.
Обдирочные и зачистные
Рабочая часть кругов выглядит как два скрепленных друг с другом диска или выполнена в форме чашки. Кромка же часто выглядит как щетка или проволока. Такие круги нужны, чтобы снять с поверхности ржавчину, лак или краску. Это — отличный вариант для выполнения ремонтных работ, связанных с кузовной частью авто. Обдирочные насадки также помогут счистить штукатурку, избавиться от следов бетона.
Шлифовальные и полировальные
Применяются при циклевке паркета, черновой и окончательной обработке. Видов шлифовальных насадок бывает много: у каждой насадки — свое предназначение и материал, который подходит для определенного типа поверхности. Подробнее об этом можно прочитать в соответствующем разделе.
Фрезеровочные
Они делятся на два вида: круги и фрезы. Первый вариант сбоку напоминает рашпиль. Его используют для грубых работ с деревом. Фрезы же используют, чтобы создавать пазы, углубления, обрабатывать торцы, кромки. С их помощью также можно распиливать небольшие заготовки.
Заточные
Классические круги, которые также используют в точильных станках. Они имеют не такую толщину, как отрезные: сечение их равно не менее 5 мм. С помощью таких насадок можно не только затачивать инструменты, но и счищать сварочные швы. Подойдут они и для грубой шлифовки металлических поверхностей.
Читайте также: Как выбрать перфоратор: 5 советов для правильного выбора
Классификация по материалу
В зависимости от назначения различается и материал насадок на болгарку. Каждый вид имеет характеристики, которые делают его наиболее подходящим для определенных работ. Арсенал шлифовальных и полировальных кругов довольно внушителен.
| Краткое описание | |
| Кордовая щетка | Для черновой отделки: выравнивания, очистки поверхности. |
| Торцевые абразивные насадки | Для шлифовки торцов деталей. |
| Лепестки | Круги в виде абразивных полотен различной зернистости, степень которой определяет качество шлифовки. |
| Тканевые или войлочные круги | Предназначены для зеркальной полировки. Возможно использование дополнительных жидких средств или мелкоабразивной пасты. |
| Фибровые насадки | Оптимально для обработки разных поверхностей из металла. |
| Цепные и круги-рубанки цельнолитого типа | Позволяют выполнять грубую обработку бревен, бруса и других видов древесины. Их следует использовать исключительно с болгарками, укомплектованными дополнительными рукоятками. |
Отрезные диски на УШМ тоже делятся на несколько разновидностей, в зависимости от материала:
- Для работы по металлу — варианты из стали с абразивной поверхностью из глиноземного или электрорунда.
- Работа с камнем проводится при помощи режущего элемента, выполненного из карбид-кремниевым абразивом. Они бывают цельными и разбитыми на сегменты. Первый вариант используют для доломита, известняка, а второй — для плитки и других твердых поверхностей.
- Для дерева используются пильные круги. Они отличаются формой зубчиков. Так, есть переменно-скошенные и прямые модели. Первые универсальны, вторые же предназначены для хвои и прочего мягкого дерева. Также есть зубчики в форме трапеции. Они подходят для среднего и высокого в плане плотности материала.
Отдельно стоит поговорить об алмазных аксессуарах. Их делают из стали с вкраплением алмазной крошки. Особенность таких кругов — повышенная износостойкость.
| По технологии фиксации | гальваника — для песчаника и относительно мягких пород |
| лазерная сварка или спекание — подходит для работы с бетоном, гранитом и прочими материалами | |
| По типу исполнения режущей кромки | сегментированные — грубая резка бетона, камня и прочих высокопрочных материалов сухим или мокрым способом |
| сплошные — высокоточная резка, в том числе металлов и камня | |
| косые насечки (турбо) — быстрая и точная обработка разных материалов сухим методом | |
| По виду используемых искусственных алмазов | монокристаллические — применяются для обработки металла или камня |
| поликристаллические — для более мягких материалов | |
Пригодится: Как выбрать аккумуляторный шуруповерт: 6 советов и рейтинг из 5 крутых моделей
Как сменить диск на болгарке
Круги для УШМ — по сути, расходники. Со временем они изнашиваются, и тогда необходимо заменить износившуюся насадку новой.
Как это сделать:
- Убедиться, что инструмент не подключен к источнику питания и обесточить в случае необходимости.
- Зафиксировать шпиндель, используя кнопку блокировки на фронтальной части корпуса.
- Вставить ключ.
- Одной рукой надо придерживать фиксатор, а другой — крутить гайку, пока она не поддастся. После этого ее можно снять.
- Установить новую насадку и проделать те же действия в обратном порядке, чтобы надежно еее закрепить.
Примечание: диск всегда устанавливается наружу стороной, на которой написана его маркировка.
Интересно: Какой из 2 типов перфораторов лучше – вертикальный или горизонтальный?
Что делать, если диск заклинило
Такие случаи — не редкость при работе с материалами повышенной прочности и внушительной толщины. Решить задачу можно разными способами.
- Использовать пару газовых ключей. Стоит действовать уверенно, но аккуратно, чтобы не сломать стопор. Нужно выломать остатки круга, чтобы получить доступ к нижнему фланцу. Для этого можно воспользоваться плоскогубцами. После необходимо зажать ключами верхний и нижний крепеж, после чего повернуть их в разных направлениях.
- Разобрать редуктор. Метод используется, если фиксатор пришел в негодность. Тут тоже надо выломать остатки диска. Затем надо снять крепежную деталь и крышку. Теперь нужно закрепить вал, воспользовавшись тисками. Между их губками нужно положить прокладки, сделанные из алюминия. Потом с помощью ключа понадобится открутить крепеж.
- Стесать круг. Вынуть торчащие части диска, как написано выше. Потом — взять лист металла в тиски (его толщина должна соответствовать кругу), включить болгарку и о торец листа сточить остатки абразива.
Совет: чтобы насадку не заклинило, можно разместить между нею и гайкой кусочек картона.
- Прогреть гайку. Для этого понадобится паяльная лампа. Также можно взять строительный фен или же воспользоваться газовой горелкой типа 44E118. Прогретый фланец, как правило, без проблем откручивается комплектным ключом. Но тут стоит помнить о безопасности: лучше надеть перчатки, чтобы случайно не коснуться горячей детали.
- Воспользоваться смазкой типа WD-40. Нужно хорошенько полить место, где соединяются вал и фланец. Подождать минут пять, пока вещество проникнет вглубь материала, а потом попробовать открутить крепежный элемент.
- Постучать в середину гайки. Для этого используют перфоратор в ударном режиме и с насадкой типа зубило. Стопор во время работы должен быть активирован. Хватит и пары движений, чтобы снять крепеж.
- Разрезать деталь ножовкой. Кнопку стопора при этом необходимо удерживать.
Полезно: Электрорубанок: как выбрать инструмент для дома — 6 основных критериев
Зная, какие бывают болгарочные диски, нетрудно подыскать подходящий. Вооружившись нужными кругами, можно выполнять самые разные работы, связанные со стройкой, ремонтом.
алмазные чашки, лепестковые круги и другие
Не секрет, что болгарка с успехом применяется в сфере строительства как инструмент для резки различных материалов, шлифовки поверхностей, а также их полировки. Для болгарки разработано множество насадок, которые значительно ускоряют и облегчают рабочий процесс при обработке дерева, металла, камня и бетона. В этой статье мы рассмотрим шлифовальные и полировальные круги для углошлифовальной машины.
Шлифовка бетона
При выполнении строительных работ мастерам часто приходится убирать различные неровности, швы и наплывы на бетонных поверхностях. Чтобы бетонная стена или пол стали гладкими и шлифованными, применяется специальная насадка — алмазная чашка. Они, в свою очередь, имеют несколько разновидностей. В зависимости от вида работ, которые нужно провести по бетону, выбирается и тип насадки. Далее перечислено, какие бывают насадки для обработки бетона и других твердых поверхностей.
Двойной сегмент
Данная насадка широко используется для черновой обработки “дикого” камня, кирпичных и бетонных стен. Режущая часть насадки позволяет устранять различные дефекты на вышеперечисленных поверхностях, а также срезать неравномерные, толстые слои на бетонных стяжках.
Дельфин
Считается более щадящим инструментом, чем шлиф насадка “Двойной сегмент”. С ее помощью можно более деликатно отшлифовать поверхность. Инструмент имеет небольшой вес, хорошую производительность и износоустойчивость.
Квадрат
Имеет большой вес и предназначается для черновых и при этом высокопроизводительных работ по бетону. Во время работы инструмента происходит не только шлифовка поверхности, но и скалывание материала. Благодаря этому в разы повышается производительность и снижается износ режущих элементов насадки.
Чаще всего шлифовальный диск “Квадрат” применяют, чтобы подготовить поверхность для нанесения на нее разного рода полимерных покрытий. Этот факт объясняется тем, что данная насадка не имеет выраженного шлифовального эффекта. Поверхность после обработки инструментом “Квадрат” остается шероховатой, что увеличивает сцепляемость с полимерными составами.
Бумеранг
Применяется для выполнения чистовых работ и является самой популярной насадкой, поскольку имеет малый вес и многофункциональность. По производительности “Бумеранг” не уступает двухрядным алмазным фрезам, но работает более “мягко” и устойчиво. Также с помощью данной чашки гораздо легче выровнять плоскости.
Турбо
Насадка отличается своей высокой производительностью, устойчивостью к износу. Ее, в основном, применяют для обработки твердых поверхностей: камня высокой твердости, железобетона и плотного бетона, мрамора и гранита. Также с помощью инструмента “Турбо” можно снимать фаски и кромки на мраморных плитах. Кроме этого, насадка для шлифовки позволяет профессиональным мастерам-каменотесам делать фигурные вырезы при создании памятников из камня.
Тайфун
Применяется для высокоскоростного, грубого и получистового шлифования гранита, камня, мрамора и твердого бетона. Алмазная шлифовальная чашка отличается высокой производительностью и долговечностью. Часто применяется для снятия старых покрытий с бетонных поверхностей.
Черепашка
Насадка «Черепашка» применяется для полировки гранита и мрамора и придания поверхности зеркального блеска. Такая абразивная насадка может иметь разный размер зерна, как самый крупный (для грубой шлифовки), так и очень мелкий (для финишной обработки).
Также для полировки мрамора применяются круги из фетра или войлока. Все эти расходники крепятся к основе с помощью липучки.
Шлифовка металла
Чтобы отшлифовать или отполировать металлическую поверхность, для болгарки разработаны специальные абразивные и полировальные круги.
Абразивные шлифкруги предназначены для:
- зачистки деталей;
- шлифовки поверхностей;
- обдирки заготовок;
- удаления ржавчины.
Абразивные круги могут быть лепесткового типа или в виде расходников для специальных насадок. Лепестковый круг изготовлен в виде диска с наклеенными на нем кусочками наждачной бумаги. Зернистость подбирается с учетом требований к обрабатываемой поверхности.
Наждачный лепестковый круг также применяется для обдирки краски с различных поверхностей и для шлифования дерева.
Сменные наждачные круги закрепляются с помощью липучки к основе, которая устанавливается на болгарку.
Также для шлифовки металла часто используются насадки, изготовленные из нейлоновых нитей со специальным покрытием, и называются они Clean and Strip. Эти шлифовочные насадки гибкие, не забиваются, и позволяют производить обработку в труднодоступных местах.
Полировальные насадки предназначены для:
- придания металлической поверхности зеркального блеска;
- придания полировочным покрытиям глянца.
Полировальные и шлифовальные круги также крепятся с помощью липучки к специальной насадке для болгарки.
Вначале, шлифовка металла производится наждачным кругом требуемой зернистости. Далее, если в этом есть необходимость, поверхность можно отполировать. Для этого используют полировочный круг (безабразивный), который может быть тканевым, войлочным или поролоновым. Круги используют с применением полировочных паст, которые наносятся на их поверхность. Обычно безабразивные круги применяются для полировки автомобиля.
Если для обработки кузова машины применяется какой-либо полировальный состав, то перед его нанесением рекомендуется все щели вокруг фар заклеить малярным скотчем.
Шлифовка труб
Для шлифовки труб потребуется приобрести или сделать самому специальную роликовую насадку на болгарку. На следующем фото показано, как это приспособление выглядит.
С помощью данной насадки для болгарки можно быстро зачищать трубы от ржавчины и краски, выравнивать сварные швы. В качестве расходников к этому приспособлению используют ленточную наждачную бумагу. Кроме этого, приспособа может использоваться как насадка для полировки труб из нержавейки. Если на нее одеть ленту из войлока, то труба полируется до зеркального блеска.
Системы сопел для медленного, поверхностного и зубошлифовального шлифования — Cool-Grind
Наши форсунки Creep Feed основаны на плоских поворотных форсунках шириной 1,125 дюйма x 0,075 дюйма с шагом 1,25 дюйма в общей камере с внутренней резьбой 3/4 дюйма (34F) или 1 дюйм (44F) для впускного шланга, в зависимости от количества подаваемых сопел. Также могут быть установлены круглые форсунки. Сопла можно вращать и поворачивать, чтобы направлять их в области с высокой энергией измельчения, а затем фиксировать их с помощью ручки с накаткой. Сопла легко снимаются, а шарики вставляются, чтобы заблокировать отверстия.Для облегчения регулировки может поставляться система лазерного прицеливания. Также доступны большие отверстия сопла, например 0,095 дюйма и 0,125 дюйма. Сопла и камеры для плоского шлифования меньше, чем их собратья для ползучести, а также имеют меньший размер поворота. Стандартное отверстие сопла составляет 0,88 «x 0,05», что покрывает приращение ширины колеса 1 дюйм. Также могут быть установлены круглые сопла. Доступны камеры шириной до 4 сопел. Сопла легко снимаются и закрываются шариком. Также доступны версии с плунжером для отключите ненужные сопла при использовании более узких колес.Входная резьба — это внутренняя резьба 3/4 «NPT. Сопло для шлифования зубчатых колес может подавать либо угловую плоскую форсунку 0,88 дюйма (или круглую форсунку 0,187 дюйма) с каждой стороны узкого зубошлифовального круга, либо пара может подавать две форсунки 0,88 дюйма на с каждой стороны более широкого колеса. Система может поставляться с переходниками (50 долларов США), подходящими для станка Gleason Pfauter, но обычно присоединяется к наружной резьбе 1/2 дюйма NPT для использования на любом зубошлифовальном станке. Также доступны одноструйные и тройные струи для очень узких или широких зубошлифовальных кругов.Cool-Grind поставляет сопла на основе коллектора для всех зубошлифовальных машин. Пожалуйста, свяжитесь с Cool-Grind с вашими требованиями. Часто бывает сложно установить сопло для медленного движения или плоского шлифования на кожух круга. При использовании обычных шлифовальных кругов сопло необходимо поднять, поскольку круг становится меньше из-за правки. Cool-Grind может поставлять регулируемые опоры, которые либо поднимаются и зажимаются вручную, либо регулируются с помощью зубчатой рейки и зажимаются.
Игольчатые форсунки — шлифовальные форсунки для СОЖ — grindaix GmbH
Повышенная точность, проще, лучше: наши форсунки Grindaix — это не товары из каталога, а индивидуально адаптированные форсунки для СОЖ, точно адаптированные к конкретной машине.Мы предоставляем форсунки для всех производственных процессов. С помощью сопла Grindaix смазочно-охлаждающая жидкость целенаправленно подается на место обработки — всегда точно дозируется и в зависимости от потребностей! Охлаждающая жидкость выходит из сопла с высокой скоростью, поэтому она достигает места обработки с максимальной эффективностью. Использование наших форсунок Grindaix эффективно предотвращает ожог при шлифовании на ваших деталях!
При оптимизации вашего станка с помощью форсунок Grindaix срок службы инструмента можно увеличить до 30%.Кроме того, время цикла и производительность вашего производства могут быть оптимизированы.
Мы разрабатываем индивидуальные решения для форсунок — даже для вашего индивидуального применения! Наши инженерные услуги уже включены в стоимость и не выставляются отдельно. Мы адаптируем системы подачи смазочно-охлаждающей жидкости к вашим потребностям — как в отношении области применения, так и процесса.
Мы также учитываем геометрию детали, объемный расход, давление и скорость на выходе охлаждающей жидкости.Каждая форсунка Grindaix имеет особую характеристическую кривую , которая позволяет нам точно настроить все параметры в соответствии с вашим процессом.
Не только новые машины могут быть оснащены форсунками Grindaix. Ваши существующие машины также могут быть модернизированы и оптимизированы командой Grindaix. Стоит даже переоборудовать старые машины, так как окупаемость в основном достигается в короткие сроки и самое позднее через 12 месяцев. Наши очень прочные форсунки подходят для использования как масла, так и эмульсии.
Помимо игольчатых форсунок стандартного исполнения, которые у нас есть в наличии, в большинстве случаев мы также можем предложить разработку и производство форсунок Grindaix особой конструкции.
Наши специалисты ждут вашего запроса!
- Высокая скорость выхода смазочно-охлаждающей жидкости
- Целенаправленная подача на участок обработки
- Все типы сопел с адаптированным профилем могут поставляться
для всех производственных процессов - Оптимальное использование смазочно-охлаждающей жидкости с учетом
давления, расхода скорость, выходная скорость - Снижение объема фильтрации
- Снижение износа инструмента
- Повышение производительности
- Предотвращение отходов
- Улучшение баланса CO2
При шлифовании, Вопросы применения охлаждающей жидкости
Конструкция форсунки и размещение СОЖ могут улучшить качество шлифованных деталей
Измельчение — это процесс, в котором преобладают термические свойства.Если все сделано неправильно, это может привести к повреждению поверхности обрабатываемого материала и неудовлетворительной экономике процесса из-за недостаточной скорости съема и / или чрезмерного износа колеса. Энергия, потребляемая в процессе, поступает на колесо, работу, стружку и охлаждающую жидкость. Энергия, которая поступает в заготовку, должна быстро удаляться, чтобы предотвратить развитие высоких локальных температур и фазовых превращений, а также предотвратить высокие остаточные температуры после прохождения круга. Фазовые превращения часто являются причиной растягивающих остаточных напряжений, образования белого слоя, снижения усталостной долговечности, выщелачивания кобальта и поверхностного и подповерхностного растрескивания.Охлаждение достигается за счет применения охлаждающей и смазывающей жидкости, а также путем выбора параметров процесса, снижающих тепловыделение.
Независимо от того, насколько важным является оптимальное нанесение СОЖ, во время прогулок по недавним выставкам станков в Чикаго и Ганновере большинство шлифовальных станков, которые я видел, были оснащены либо гибкими пластиковыми соплами, либо соплами с открытыми металлическими трубками. Во многих случаях эти форсунки являются второстепенными, которые позволяют сложным шлифовальным станкам производить стружку, не требуя больших вложений, тем самым помогая OEM или дистрибьюторам продавать станок.Однако производитель и конечный пользователь не смогут добиться максимальной экономической эффективности или добиться наилучшего качества деталей, используя эти форсунки. По сути, машина стоимостью 500 000 долларов, оснащенная системой фильтрации за 75 000 долларов и колесом из CBN за 10 000 долларов, подвергается риску из-за системы форсунок за 100 долларов.
Хотя охлаждающая жидкость для шлифования предназначена в первую очередь для охлаждения процесса, она также должна охлаждать шлифовальный круг (что очень важно для алмазных кругов на связке из смолы), позволять смазочным материалам в охлаждающей жидкости выполнять свою работу (особенно важно при однократном использовании). слой суперабразивных кругов), смыть стружку с поверхности станка и детали и очистить круг (особенно при шлифовании пластичных материалов с использованием СОЖ на водной основе).За счет улучшенного применения охлаждающей жидкости часто можно получить следующие преимущества:
- Пониженная частота правки благодаря меньшей нагрузке рабочим материалом и уменьшенному износу абразивного зерна.
- Уменьшается термическое повреждение материала заготовки, что обеспечивает более высокую производительность съема.
- Будет эффективна большая часть применяемой скорости потока, что позволит снизить общую применяемую скорость потока.
- Уменьшение количества увлеченного воздуха (пенообразования), запотевания и паров.
- Уменьшено возмущение струи от воздушного барьера, окружающего колесо.
- Более прочная и жесткая конструкция.
- Нет необходимости уменьшать скорость вращения колес или смягчать уклон колес, чтобы уменьшить ожог.
За последние 16 лет я отстаивал сопла охлаждающей жидкости с когерентной струей и отстаивал философию их наиболее эффективного использования. Давление, скорость потока, температура и направление струи влияют на охлаждающую способность жидкости. Давление контролирует скорость жидкости; скорость потока и температура контролируют скорость передачи тепла в жидкость.Направление потока позволяет жидкости удалять воздушный барьер, движущийся вместе с колесом.
Многие исследователи изучали роль шлифовальных жидкостей в предотвращении термического повреждения заготовки за последние 30 лет. Один исследователь обнаружил, что когда температура поверхности детали ниже точки кипения жидкости, в шлифовальной дуге будет присутствовать жидкая фаза. По мере увеличения температуры поверхности жидкость будет подвергаться пузырьковому кипению, что может усилить конвективное охлаждение.При дальнейшем повышении температуры жидкости образуется паровая пленка, которая покрывает нагретую поверхность детали, подавляя дальнейшую теплопередачу. Эта пороговая температура пленочного кипения составляет около 130 ° C для жидкости на водной основе. Исследование определило, что критический поток мощности при «выгорании» составляет приблизительно 30 Вт / мм 2 в зоне контакта между шлифовальным кругом из оксида алюминия и заготовкой во время ползучего шлифования с непрерывной правкой (CDCF).
Другой исследователь получил значения более 200 Вт / м. 2 для высокоэффективного глубокого шлифования (HEDG) шлифовальными кругами из CBN в масляной охлаждающей жидкости, что в 10 раз превышает скорость съема материала, наблюдаемую в исследовании CDCF.
Другое исследование показало, что удельная энергия измельчения снизилась до минимума примерно 5 галлонов в минуту на дюйм (0,75 л / мин / мм) ширины измельчения при измельчении стали 52100 с гальваническим покрытием CBN, что намного меньше, чем при использовании CDCF, и что дополнительная скорость потока увеличилась. небольшая разница. Исследование влияния расхода и отверстия сопла на остаточные напряжения выявило более низкие растягивающие напряжения с наименьшим отверстием из-за более высокой скорости создаваемой струи. Для шлифования стали 52100 керамическими кругами из CBN, 25 галлонов в минуту на дюйм (3.7 л / мин / мм) было адекватным.
Было опубликовано много работ по струйным соплам, насадкам для башмаков и камерам в отношении их общей производительности шлифования. Сопла для башмаков оказались чрезвычайно эффективными, но на практике их трудно удерживать плотно прилегающими к поверхности круга, поскольку диаметр круга уменьшается с износом (особенно это касается шлифования CDCF). Это одна из причин, почему струйные форсунки так популярны для исследований и в производственных цехах. Эти сопла часто предназначены для создания когерентной струи, которая позволяет размещать их на удобном расстоянии от шлифовальной дуги.
Было разработано несколько экспериментальных инструментов для оценки влияния параметров применения сопла на транспортировку жидкости через шлифовальную дугу. Исследователи измерили давление в шлифовальной дуге (поскольку давление определяет точку кипения жидкости и степень проникновения жидкости в конструкцию круга). Они обнаружили, что сопло с когерентной струей, скорость струи которой соответствует окружной скорости круга, обеспечивает наилучшее охлаждение смоделированного процесса шлифования.
Оригинальное моделирование было разработано и подтверждено методами лазерной доплеровской анемометрии для изучения потока в периферийном пограничном слое колеса Ливерпульским университетом Дж. М. (Великобритания). Это первая работа по исследованию явления потока в тангенциальном, осевом и радиальном направлениях. Моделирование было разработано для анализа влияния скребков на граничные потоки.
При шлифовании нитрида кремния алмазными кругами на связке из смолы Берлинский технический университет (Германия) обнаружил, что только 0.4% нанесенных 25 галлонов в минуту на дюйм (3,7 л / мин / мм) были эффективными. Используя боковые экраны для отделения потока, проходящего через зону измельчения, от охлаждающей жидкости, проходящей вокруг зоны измельчения, и деления на применяемую скорость потока, Массачусетский университет измерил эффективный расход 26–55% для глубинного измельчения с высокой скоростью потока. пористость колес из оксида алюминия. Один исследователь указал эффективную скорость потока 3% при высокоэффективном глубоком шлифовании (HEDG) с гальваническим шлифованием стали CBN. Другой получил 9.6% аналогичными кругами для шлифования сплавов на никелевой основе. В настоящее время исследования в этой области ведутся в Бременском университете (Германия) и Ливерпульском университете JM (Великобритания).
Многие исследователи продемонстрировали, что пограничный слой воздуха, окружающий шлифовальный круг, движущийся с той же скоростью, что и периферия круга, может нарушить поток охлаждающей жидкости в зону шлифования. Глубина воздушного барьера зависит от размера зерна и пористости колеса, и ее трудно оценить.Не следует недооценивать энергию, связанную с воздушной преградой. Многие исследователи согласны с тем, что согласование скорости колес со скоростью реактивного двигателя может быть эффективным способом преодоления воздушного барьера.
Недавняя работа с использованием высокоскоростной фотографии показала, что охлаждающая жидкость низкого давления легко отклоняется воздушной преградой, особенно когда струя сопла была направлена прямо в «V» зоны измельчения. Показано, что воздух остается в круге и попадает в зону шлифования, а охлаждающая жидкость отражается обратно.В том же эксперименте струя сопла была направлена на круг в нескольких миллиметрах перед зоной измельчения, и воздух отслоился. Охлаждающая жидкость присоединяется к кругу и транспортируется в зону шлифования, о чем свидетельствует разбрызгивание «петушиного хвоста», окружающее колесо.
Воздушный барьер можно также преодолеть с помощью жестких скребков, установленных близко к поверхности колеса, чтобы уменьшить толщину воздуха. Эти устройства необходимо регулировать каждый раз при одевании колеса, поэтому их удобнее использовать с суперабразивными колесами без гальванического покрытия.С насадками для башмаков воздух может либо попадать на поверхность круга, либо утечка из задней части башмака против направления шлифовального круга может отслаивать воздух.
Струйные форсунки — это простейшие форсунки для шлифования. К этой категории относятся гибкие пластиковые насадки и насадки для открытых металлических труб. Струя, выходящая из конца этих форсунок, может сильно рассредоточиться, что приведет к уносу воздуха. К другим недостаткам можно отнести:
- Отсутствие жесткости при воздействии силы реакции струи.
- Форсунка должна быть размещена очень близко к зоне измельчения, чтобы компенсировать распыляемую струю, что может привести к повреждению круга и приспособления.
- Сопло находится на компрессионном фитинге, удерживающем трубу, и после образования струя сдерживается трубкой до тех пор, пока не выйдет из
- Трубки часто имеют небольшой диаметр, поэтому их можно сгибать, а скорость охлаждающей жидкости по трубке намного превышает критическую скорость для турбулентности (20 футов в секунду или 6,1 м / сек).
Насадки для башмаков очень эффективны при шлифовании суперабразивными кругами, когда диаметр круга мало меняется и может сохраняться хорошее прилегание колодки к кругу.В одной конструкции используется сменный наконечник, который шлифуется колесом для образования хорошего уплотнения. Форсунки Megasonic перспективны, потому что в них используется очень низкий расход жидкости для средней скорости съема материала. Ультразвуковое возбуждение жидкости придает ей большую энергию, позволяя ей перемещаться на большее расстояние при гораздо меньших давлениях и расходах, чем потребуются сопла с когерентной струей.
В соплах с когерентной струейиспользуется точно обработанный внутренний профиль для получения струи желаемого качества. Формованные форсунки (обычно дробленые) часто включают стабилизирующую (плоскую) секцию после перехода от диаметра входной трубы к выходному размеру (круглому или прямоугольному), чтобы минимизировать разрыв струи после ее выхода.Клиновые сопла часто изготавливаются из сварного металлического листа и сужаются от диаметра входной трубы к желаемому выходному отверстию. При такой конструкции выходящая струя может рассеиваться под тем же углом, что и клин, что снижает эффективность охлаждения.
Примером когерентной геометрии сопла является профиль Рауза. Эта конструкция требует, чтобы коэффициент сжатия (отношение диаметра на входе к диаметру на выходе) составлял не менее 2: 1, чтобы обеспечить согласованность. Определение приемлемой когерентности было дано ранее как разброс в 2–3 раза больше диаметра на выходе на расстоянии 300 мм от сопла.Другими словами, струя диаметром 6 мм открывалась бы на 12–18 мм на расстоянии 300 мм от конца сопла. Этому часто способствуют форсунки с профилем Рауза.
Сопла с когерентной струей обеспечивают лучшие характеристики шлифования, поскольку они концентрируют охлаждающую жидкость в зоне шлифования, позволяя полностью заполнить поры круга и тем самым сводя к минимуму применяемую скорость потока. Дисперсная струя нагнетает воздух и охлаждающую жидкость в шлифовальный круг, вытесняя часть жидкости воздухом. В некоторых случаях дисперсия настолько велика, что большая часть охлаждающей жидкости ударяется о заготовку и отклоняется от нее.Когерентная струя также концентрирует свою кинетическую энергию, чтобы преодолеть воздушный барьер и намочить колесо.
Часто форсунки раздавливаются для увеличения давления от насоса и, как следствие, более холодное измельчение. По сути, они увеличивают скорость струи. Потенциальная энергия теплоносителя в сопле преобразуется в кинетическую энергию в виде струи. Хотя есть некоторая кинетическая энергия из-за скорости охлаждающей жидкости внутри сопла, она обычно мала по сравнению с потенциальной энергией.Уравнение Бернулли используется для определения зависимости давления от скорости и учитывает плотность жидкости. Поскольку кинетическая энергия основана на квадрате скорости, чтобы удвоить скорость, давление должно увеличиться в четыре раза. Упрощенная версия уравнения Бернулли:
, где v в м / сек, или
, где v — футы в минуту,
SG — удельный вес хладагента,
, а v — скорость струи.
Некоторые инженеры применяют подход «больше давления — лучше» при применении охлаждающей жидкости.Даже когда давление в форсунке 58 фунтов на квадратный дюйм (406 кПа) требуется для соответствия скорости вращения колеса 6000 футов в минуту (18 288 м / мин), можно использовать давление более 200 фунтов на квадратный дюйм (1400 кПа). Часто инженеры шлифуют волокнистые и пластичные материалы, такие как медицинская нержавеющая сталь, инконель и титан, и видят преимущества очистки круга не меньше, чем охлаждения. Однако общее мнение заключается в использовании охлаждающей жидкости 600–800 фунтов на квадратный дюйм (2–5,6 МПа) при расходе 2 галлонов в минуту на дюйм (0,3 л / мин / мм) для приклеенных колес и до 1500 фунтов на квадратный дюйм (10,5 МПа) для однослойных дисков. колеса.
Несколько исследователей разработали модели расхода, основанные на повышении температуры охлаждающей жидкости на выходе из машины на 4 ° C по сравнению с температурой на входе в машину. Другие используют фиксированный расход 25 галлонов в минуту на дюйм ширины шлифования. Я использую скорость потока, основанную на мощности шлифования, создаваемой во время процесса, потому что чем агрессивнее цикл, тем больше применяется охлаждающей жидкости. При использовании обычных абразивных кругов эффективная скорость потока составляет 2 галлона в минуту / л.с. Для суперабразивных колес скорость потока около 1 галлона в минуту / л.с. (3.8 л / мин / л. С.) Работает хорошо. Этот расход необходимо подавать непосредственно в зону измельчения с дополнительным расходом для очистки и промывки форсунок. Для определения приблизительной мощности шлифования можно использовать контроллер станка или измеритель мощности с фазовой коррекцией. После определения скорости потока и определения давления отверстие сопла может быть спроектировано таким образом, чтобы обеспечивать этот расход.
Геометрия сопла, давление, расход, апертура сопла и положение струи обсуждались выше.При разработке фактического оборудования важно учитывать компенсацию износа круга, возможность регулировки и легкую реконфигурацию, если вы шлифуете разные профили на одном станке. Формованные форсунки производятся с использованием электроэрозионных станков для определенных профилей, однако комбинация круглых и прямоугольных форсунок часто может дать лучшие результаты благодаря лучшей согласованности. Формованные сопла стремятся огибать поток по сложному профилю и приводят к отрыву потока по углам. Чистые круглые и прямоугольные форсунки не страдают этой проблемой, но должны быть правильно нацелены, чтобы плавно переходить по профилю.
Когерентные форсунки могут способствовать шлифованию
На рисунке слева показана установка сопла охлаждающей жидкости, в которой исходных открытых труб было очень много, и в некоторых случаях они были раздавлены для увеличения давления. Установка включала в себя круг из CBN с покрытием и круг из керамического CBN на одном шпинделе, шлифуя сплав на основе никеля. Насос, подающий охлаждающую жидкость на основе минерального масла, имел двигатель мощностью 50 л.с. (37 кВт) и был способен развивать давление 500 фунтов на квадратный дюйм (3500 кПа) при потенциальной скорости потока 150 галлонов в минуту (568 л / мин). Давление, измеренное в коллекторе колеса из керамического стекла, составляло 90 фунтов на кв. Дюйм (620 фунтов на квадратный дюйм), а в коллекторе колеса из листового металла — 300 фунтов на квадратный дюйм (2100 кПа).Давление, необходимое для обеспечения скорости вращения колеса 12 000 футов в минуту (3658 м / мин), составляет 250 фунтов на квадратный дюйм (1750 кПа).
Суммарная площадь всех сопел в каждой зоне составила 136 галлонов в минуту (515 л / мин) для колеса с покрытием и 106 галлонов в минуту (401 л / мин) для круга из керамического CBN. Работа по оптимизации в первую очередь была направлена на снижение расхода машины, чтобы позволить большему количеству машин работать одновременно с использованием центральной системы охлаждающей жидкости меньшего размера. Процентная нагрузка на шпиндель для шлифовального двигателя мощностью 30 л.с. (22,5 кВт) обычно составляла 40–45% (13.4 л.с. или 10 кВт) для колеса из CBN с покрытием и 60–70% (20 л.с. или 15 кВт) для колеса из CBN с керамическим покрытием. Эти значения включают мощность холостого хода без измельчения.
Пересмотренная схема подачи охлаждающей жидкости на правой стороне была основана на трубках сопла когерентной струи. Как видно на фотографии, одно сопло диаметром 0,187 ″ (5 мм) и два 0,125 ″ (3 мм) было установлено для снабжения центра и каждого угла покрытого CBN колеса, а два 0,187 ″ (5 мм). ) были установлены форсунки диаметра для подачи на круг из керамического CBN.Под стеклокерамическое колесо было установлено дополнительное сопло для его смазки во время правки. Скорость насоса была отрегулирована так, чтобы давление в коллекторах составляло 250 фунтов на квадратный дюйм (1750 кПа). Расчетная скорость потока из форсунок составила 31 галлон в минуту для колеса с покрытием и 39 галлон в минуту (148 л / мин) для круга с покрытием, снижение на 71% для колеса с покрытием и уменьшение на 63% для круга с покрытием из керамики. Из-за гораздо более низкого вязкого сопротивления, связанного с гораздо более низкими расходами, мощность шпинделя снизилась до 30% (8 л.с. или 6 кВт) на колесе с покрытием и 40% (12 л.с. или 9 кВт) на колесе с керамическим покрытием. изменение параметров цикла.Не было сочтено необходимым использовать струи для очистки под высоким давлением, поскольку нагрузка на колеса не была очевидна, а охлаждающая жидкость менее подвержена этому.
форсунок шлифовальной струи
Cool-Grind Technologies — СОЖ под высоким давлением
Сопла СОЖ высокого давления для шлифовальных, фрезерных и токарных станков. Cool-Grind впервые разработал сопло с когерентной струей в 1990 году в Университете Коннектикута. Несмотря на невысокую цену, качество лазерных форсунок является лидером отрасли, даже плоская форма
Сопла с когерентной струей для шлифования — Saint…
2006-8-8 Сопла с когерентной струей для шлифования. Патент США 7086930. Аннотация: Узел сопла и способ сконфигурированы для нанесения когерентных струй охлаждающей жидкости в тангенциальном направлении на шлифовальный круг в процессе шлифования при желаемой температуре, давлении и скорости потока, чтобы минимизировать термическое повреждение шлифуемой детали. …
Преимущества сопла с когерентной струей — Cool-Grind
Когерентная струя более полно используется в процессе измельчения, чем струя из-за плохой конструкции сопла, что снижает общую скорость потока.Миниатюрный лазер, прикрепленный к соплу, можно использовать для прогнозирования траектории струи, что невозможно с дисперсной струей.
(PDF) Характеристики струйной шлифовальной жидкости и их характеристики
С этой целью были испытаны различные виды форсунок для шлифовальной жидкости, которые обеспечивают разные характеристики струи шлифовальной жидкости. Благодаря особой конструкции форсунок можно …
Исследование взаимодействия между форсунками охлаждающей жидкости
2020-1-16 Было проведено много исследований по струйным соплам для уменьшения количества требуемой жидкости и, таким образом, значительного снижения энергопотребления за счет оценки различных конструкций сопел при плоском [7], а также при круглом шлифовании [8,9], где круглые сопла позволили существенно снизить объемные потоки охлаждающей жидкости.Исследования и опыт в отрасли
Более эффективное охлаждение, смазка для шлифования
Соплас когерентной струей имеют преимущество перед соплами с пластиковыми и жесткими трубками для подачи СОЖ к шлифовальным кругам. В этом примере технология когерентной струи использует комбинацию круглых трубок сопел, регуляторов цанговых патронов, кольцевых коллекторов, плоских поворотных сопел и круглых
.Факторы, влияющие на правильную подачу охлаждающей жидкости, когда
2017-8-11 На фотографии (вверху) показан процесс бесцентрового шлифования под давлением 10 фунтов на кв. Дюйм (0.7 бар) поток охлаждающей жидкости подается через ряд сопел. Форсунки слегка нацелены на шлифовальный круг с производительностью 6000 футов в минуту (1829 м / мин) с левой стороны.
Струйная жидкость для полнотекстового шлифования без изобретений …
Были применены разные форсунки для шлифовальной жидкости, которые показывают разные характеристики струи («когерентная струя», «волновая капля» и «распыление»). Чтобы сравнить эти типы сопел, был разработан процесс измельчения, который был протестирован трижды с эталонным соплом {r} для определения воспроизводимости.
Исследование влияния формы сопла и
2019-7-23 Сопла с круглыми, прямоугольными и эллиптическими отверстиями сравнивались с точки зрения погрешности профиля заготовки, шероховатости поверхности заготовки и мощности шлифования при различных скоростях подачи заготовки и давлениях струи СОЖ. Для условий шлифования, использованных в этом исследовании, было замечено, что, хотя круглое сопло показало наилучшие результаты …
Форсунки для чистки Форсунки Grindaix для чистки —
Насадка наносит смазочно-охлаждающую жидкость на шлифовальный круг сразу с трех сторон.Угол сопла и расстояние между соплами можно гибко и индивидуально настраивать. Это позволяет легко адаптировать чистящую насадку к любой геометрии шлифовального круга, тем самым гарантируя надежную очистку пор.
О когерентной длине жидкостных сопел при шлифовании …
Подача шлифовальной жидкости в зону контакта обычно осуществляется через сопло. Геометрия сопла влияет на скорость жидкости и структуру потока на выходе из отверстия сопла. Для эффективности процесса и выполнения операции важно, чтобы текучая среда подавалась таким образом, чтобы гарантировать, что желаемая скорость струи будет адекватно покрывать зону контакта.
При шлифовании, имеет значение применение СОЖ
2008-3-1 Струйные форсунки — самый простой тип насадок для шлифования. К этой категории относятся гибкие пластиковые насадки и насадки для открытых металлических труб. Струя, выходящая из конца этих форсунок, может сильно рассредоточиться, что приведет к уносу воздуха. К другим недостаткам можно отнести: отсутствие жесткости при воздействии реактивной силы струи.
Форсунки для охлаждающей жидкости Cool-Grind Решения для инструментального цеха
ФорсункиGrind-Loc создают когерентную струю, подобную лазеру, поэтому охлаждающая жидкость намного эффективнее — настолько эффективна, что вам не нужно целовать колесо, чтобы добиться хорошего отвода тепла.Это означает, что ваши насадки прослужат вечно. Кроме того, они поворачиваются на +/- 30 градусов и могут выдвигаться на разную длину без снятия сегментов.
Смесительные трубки для форсунок ROCTEC Waterjet BARTON
2021-2-27 ROCTEC Абразивные форсунки для гидроабразивной резки Форсунки для абразивной гидроабразивной резки ROCTEC (AWJ) производятся по запатентованной технологии Kennametal, сочетающей передовые материалы без использования мягкого металлического связующего, как при традиционной технологии спекания с использованием карбида вольфрама / кобальта. Вместе уникальные материалы и технологии обработки сводят к минимуму износ сопел,
Гибкие системы подачи охлаждающей жидкости SwivelJet
Форсунки для охлаждающей жидкости с ЧПУ.SwivelJet был разработан, чтобы предоставить вам лучший выбор. Он предназначен для подачи сильной связной струи охлаждающей жидкости в зону шлифования или обработки. Он спроектирован так, чтобы быть гибким и в то же время жестким. И он призван снизить производственные затраты и увеличить прибыль.
Факторы, влияющие на правильную подачу охлаждающей жидкости, когда
2017-8-11 Измельчение — это процесс, в котором преобладают термические свойства, что означает, что высокий процент технологического тепла сначала поступает в деталь, прежде чем охлаждающая жидкость ее охладит.Если охлаждающая жидкость не применяется с правильным расходом и давлением и не выбраны надлежащие входные условия, этот процесс может привести к нежелательному ожогу от повторного твердения, термическому размягчению и остаточным напряжениям при растяжении.
QPM Products Сопла охлаждающей жидкости
2015-9-23 Мы производим сопла для СОЖ и сопутствующие аксессуары для использования на токарных станках с ЧПУ, обрабатывающих центрах, шлифовальных станках, винтовых станках, ручных фрезерных станках и различном производственном оборудовании. Начиная с 1996 года с нашей оригинальной форсункой TurretJet, теперь у нас есть широкий выбор форсунок для охлаждающей жидкости и многие другие, находящиеся в стадии разработки.
Исследование влияния формы сопла и
2019-7-23 Сопла с круглыми, прямоугольными и эллиптическими отверстиями сравнивались с точки зрения погрешности профиля заготовки, шероховатости поверхности заготовки и мощности шлифования при различных скоростях подачи заготовки и давлениях струи СОЖ. Для условий шлифования, использованных в этом исследовании, было замечено, что, хотя круглое сопло показало наилучшие результаты …
Сопла и шлифовальные жидкости. — Бесплатная онлайн-библиотека
1996-6-1 Форсунки с выпуклой внутренней поверхностью и гладкой поверхностью увеличивают доступный расход технологического процесса.Форма и размер отверстия (отверстие в сопле для жидкостей) влияет на форму струи. Чем больше расстояние выхода сопла, тем труднее направить струю.
СОПЛА ДЛЯ СТРУЙНОЙ ФОРМОВКИ ИЗ АЛМАЗА
2014-4-14 Таблица 1. Абразивная способность различных материалов для изготовления форсунок ## Тип исследуемого материала Абразивная способность, см3 / мг 1 STM95C 24,6 2 STM75C 16,2 3 Корунд 1,2 4 Сапфир 1,1 5 Твердый сплав ВК6 0., 2 Для изготовления форсунок используется современная лазерная установка, формовочное отверстие проходит шлифовку и полировку.Рис.6.
О когерентной длине жидкостных сопел при шлифовании …
Подача шлифовальной жидкости в зону контакта обычно осуществляется через сопло. Геометрия сопла влияет на скорость жидкости и структуру потока на выходе из отверстия сопла. Для эффективности процесса и выполнения операции важно, чтобы текучая среда подавалась таким образом, чтобы гарантировать, что желаемая скорость струи будет адекватно покрывать зону контакта.
Абразивные форсунки для гидроабразивной резки — Meetyou Carbide
2021-2-25 Абразивные форсунки для гидроабразивной резки также называются смесительными трубками или фокусирующими трубками, которые в основном устанавливаются в машинах для гидроабразивной резки и могут резать такие материалы, как металл, керамика, камень, стекло и другие материалы.Они особенно износостойкие. В частности, при сжатии воды до 42000 фунтов на квадратный дюйм и выбросе ее из сопел вода может легко разрезать металл толщиной в дюйм с помощью …
Смесительные трубки для форсунок ROCTEC Waterjet BARTON
2021-2-27 ROCTEC Абразивные форсунки для гидроабразивной резки Форсунки для абразивной гидроабразивной резки ROCTEC (AWJ) производятся по запатентованной технологии Kennametal, сочетающей передовые материалы без использования мягкого металлического связующего, как при традиционной технологии спекания с использованием карбида вольфрама / кобальта.Вместе уникальные материалы и технологии обработки сводят к минимуму износ сопел,
ПРОЕКТИРОВАНИЕ И ИСПЫТАНИЯ ЭЛЛИПТИЧЕСКОГО МОДУЛЯ С МАЛЫМ РАСХОДОМ
2017-12-21 ПРОЕКТИРОВАНИЕ И ИСПЫТАНИЯ ЭЛЛИПТИЧЕСКИХ ФОРСУНОК С НИЗКИМ РАЗВИТИЕМ ДЛЯ ИСПОЛЬЗОВАНИЯ В ШЛИФОВАНИИ С ПОМОЩЬЮ ПОДДЕРЖКИ. Автор Ovey Etienne Rouly. Выполнено частично для выполнения требований для получения степени магистра прикладных наук в Университете Далхаузи, Галифакс, Новая Шотландия, декабрь 2013
Производитель производитель водоструйных форсунок Europages
Просмотрите список 28 производителей в отрасли водоструйных форсунок на Europages, платформе B2B для поиска партнеров по всему миру.
Струйная жидкость для полнотекстового шлифования без изобретений …
Профильное зубошлифование отличается высокой производительностью процесса и качеством заготовки. Однако большая длина контакта между заготовкой и шлифовальным кругом является невыгодной для подачи жидкости в зону контакта и приводит к риску локального ожога поверхности заготовки. Для снижения как тепловой нагрузки, так и термомеханического риска …
QPM Products Сопла охлаждающей жидкости
2015-9-23 Мы производим сопла для СОЖ и сопутствующие аксессуары для использования на токарных станках с ЧПУ, обрабатывающих центрах, шлифовальных станках, винтовых станках, ручных фрезерных станках и различном производственном оборудовании.Начиная с 1996 года с нашей оригинальной форсункой TurretJet, теперь у нас есть широкий выбор форсунок для охлаждающей жидкости и многие другие, находящиеся в стадии разработки.
Сопла и шлифовальные жидкости. — Бесплатная онлайн-библиотека
1996-6-1 Форсунки с выпуклой внутренней поверхностью и гладкой поверхностью увеличивают доступный расход технологического процесса. Форма и размер отверстия (отверстие в сопле для жидкостей) влияет на форму струи. Чем больше расстояние выхода сопла, тем труднее направить струю.
Китай Сопло из карбида вольфрама для струйной цементации —
6. Передовые технологии, точное шлифование. Форсунки Aseeder из карбида вольфрама имеют различные спецификации, обрабатываются и изготавливаются из высококачественного сырья. Он обладает такими характеристиками, как устойчивость к высоким температурам, коррозионная стойкость, стойкость к истиранию, высокая точность и так далее.
ИССЛЕДОВАНИЕ ПРОЦЕССА МЕЛКОГО ШЛИФОВАНИЯ НА СТАНОК СТАН
2013-7-17 Влияние разделительного расстояния на скорость измельчения для двух противоположных сопел струйного измельчения.27. Рисунок 2.8. Типы форсунок: (а) крутые форсунки (б) форсунки Лаваля. 28. Рисунок 2.9. Средний размер производства талька в зависимости от скорости подачи для 7000 об / мин (), 9000 об / мин (), 11000 об / мин () и
Струйный фрезерный станок, порошковые измельчители, измельчение …
JET-O-MIZER — это вертикально ориентированная струйная мельница с тангенциальными размольными соплами, расположенными внизу, и статической классификацией вверху. Эта порошковая машина способна измельчать сухие порошки до 0.В среднем 5-45 микрон, эта вертикальная струйная мельница дает узкий гранулометрический состав, потребляет меньше энергии и ее легко подавать …
Смесительные трубки для форсунок ROCTEC Waterjet BARTON
2021-2-27 ROCTEC Абразивные форсунки для гидроабразивной резки Форсунки для абразивной гидроабразивной резки ROCTEC (AWJ) производятся по запатентованной технологии Kennametal, сочетающей передовые материалы без использования мягкого металлического связующего, как при традиционной технологии спекания с использованием карбида вольфрама / кобальта. Вместе уникальные материалы и технологии обработки сводят к минимуму износ сопел,
Форсунки для пожаротушения — Предотвращение искр — grindaix GmbH
Форсунки для пожаротушения Grindaix улавливают большинство частиц искр в воздухе с помощью направленной струи охлаждающей жидкости (струи KSS).Форсунки потребляют лишь немного KSS из-за конструкции. Мы будем рады проконсультировать вас по использованию насадок для пожаротушения Grindaix.
ПРОЕКТИРОВАНИЕ И ИСПЫТАНИЯ ЭЛЛИПТИЧЕСКОГО МОДУЛЯ С МАЛЫМ РАСХОДОМ
2017-12-21 ПРОЕКТИРОВАНИЕ И ИСПЫТАНИЯ ЭЛЛИПТИЧЕСКИХ ФОРСУНОК С НИЗКИМ РАЗВИТИЕМ ДЛЯ ИСПОЛЬЗОВАНИЯ В ШЛИФОВАНИИ С ПОМОЩЬЮ ПОДДЕРЖКИ. Автор Ovey Etienne Rouly. Выполнено частично для выполнения требований для получения степени магистра прикладных наук в Университете Далхаузи, Галифакс, Новая Шотландия, декабрь 2013
РЕШЕНИЯ ДЛЯ ИЗМЕЛЬЧЕНИЯ МЕЛКИХ ПОРОШКОВ JET-O-MIZER
2018-9-21 MICRO-JET MICRO-JET — это полная линейка горизонтальных мельниц, способных производить ультратонкий материал до 0.В среднем 5-45 микрон. Сменные футеровки и сопла обеспечивают эффективное измельчение липких и абразивных материалов. Инновационный дизайн позволяет быстро разбирать и чистить. ROTO-JET ROTO-JET — это мельница, которая
AAAmachine, Inc. Измельчение продуктов
2018-9-21 (1) Вертикально ориентированная струйная мельница с тангенциальными размольными соплами, расположенными внизу, и статической классификацией вверху. Эта вертикальная струйная мельница способна измельчать сухие порошки в среднем до 1-50 микрон, обеспечивает узкий гранулометрический состав, потребляет меньше энергии и ее легко загружать с широким спектром материалов.
Струйная жидкость для полнотекстового шлифования без изобретений …
Профильное зубошлифование отличается высокой производительностью процесса и качеством заготовки. Однако большая длина контакта между заготовкой и шлифовальным кругом является невыгодной для подачи жидкости в зону контакта и приводит к риску локального ожога поверхности заготовки. Для снижения как тепловой нагрузки, так и термомеханического риска …
Технология торцевого шлифования форсунок для впрыска топлива — NUOSUN GmbH
Система впрыска Common Rail представляет собой систему прямого впрыска топлива, которая в основном представляет собой усовершенствованную версию системы прямого впрыска топлива, ранее использовавшейся в бензиновых и дизельных двигателях.Название «common rail» используется потому, что топливные форсунки снабжаются топливом по единой топливной рампе, цель которой в основном состоит в накоплении давления там, где хранится топливо. Система Common Rail помогает снизить выбросы выхлопных газов, делает топливо более чистым и эффективным, снижает шум двигателя и является более мощным, чем системы форсунок, которые они заменяют.
PFG80 — это станок стандартной конструкции для шлифования поверхностей форсунок впрыска топлива и других деталей аналогичного размера, требующих высокой чистоты поверхности и плоскостности.
Используются два шлифовальных шпинделя, и с подходящими шлифовальными кругами чистота поверхности лучше 0,1 Ra может поддерживаться в высоких производственных условиях.
Будет использоваться рабочая головка с четырьмя шпинделями, что позволяет одновременно загружать / выгружать и шлифовать черновую и чистовую обработку, что увеличивает производительность.
Станок спроектирован для крупносерийного производства, а для шлифования сопел предусмотрена автоматическая загрузка. Сопла загружаются в загрузочный желоб, вставляются в цанговый патрон напротив задней поверхности головки и зажимаются.Готовая деталь выгружается в выходной желоб. Система загрузки предназначена для быстрой передачи деталей, так что выгрузка / загрузка может производиться в процессе шлифования.
Шлифовальные шпиндели подходят как для шлифовальных кругов с CBN, так и для обычных шлифовальных кругов.
Типовая обработка
Заготовка
Форсунка типа P
Шероховатость / плоскостность / параллельность: Ra 0,1 мкм / 1 мкм / 0,03 мм
Заготовка: удаление материала 0,3 мм
Тип машины: PFG80
Время цикла: 9 с
Двухшпиндельное шлифование | Технологический контроль | Круги шлифовальные |
Силы, создаваемые охлаждающей жидкостью при высокоскоростном шлифовании CBN с башмакными соплами
Принципы современной технологии шлифования объясняет принципы, которые привели к быстрым улучшениям в современной технологии шлифования за последние десятилетия.Скорость вывоза и стандарты качества выросли в сотни раз. Очень точные допуски являются обычным делом из-за лучшего понимания процесса и факторов, которые необходимо контролировать. Превосходные шлифовальные станки теперь обеспечивают оптическое качество отделки благодаря усовершенствованиям в области управления технологическим процессом и конструкции машин. То же самое и с очень высокой производительностью съема. В этой книге показано, как можно улучшить качество и снизить затраты одновременно с увеличением выпуска продукции. Книга предназначена для практиков, инженеров, исследователей, студентов и преподавателей.Подход прямой, лаконичный и авторитетный. 2-е издание содержит дополнительные материалы и данные, фотографии, обновленные ссылки и примеры дизайна. В большинство глав добавлены абразивные материалы, правка, охлаждение, высокоскоростное шлифование, бесцентровое шлифование, материалы, износ, температуры и теплопередача. Есть множество отработанных примеров. Пройдя через каждый основной элемент шлифовальной системы, а затем перейдя к разработке машин, читатель узнает обо всех аспектах работы и конструкции.Тенденции описаны с демонстрацией основных характеристик. Охват включает абразивные и суперабразивные материалы, конструкцию круга, технологию правки, точность и производительность станка, конструкцию станка, технологию высокоскоростного шлифования, оптимизацию затрат, сверхточное шлифование, управление процессом, контроль вибрации, охлаждающую жидкость и доставку жидкости, термическое повреждение и температуру шлифования. . Достижения в этой области подкреплены ссылками на ведущие исследования. Анализ представлен в последующих главах и приложениях с новыми вкладами в интеллектуальное управление проектированием станков, бесцентровое измельчение, подачу жидкости, анализ затрат и термический анализ для прогнозирования и контроля температур измельчения.При правильном выборе условий можно достичь чрезвычайно высокой производительности съема при низких температурах. Он также включает методы измерения температуры шлифования. Это издание включает последние разработки процессов и дополнительные примеры дизайна. • Изучены тенденции в области высокоточного и высокоскоростного шлифования. • Объясняются принципы, лежащие в основе усовершенствования машин и процессов. • Примеры с числовой обработкой дают представление о важных параметрах процесса. • Включены результаты последних исследований и оригинальный вклад в развитие знаний.• Включен ряд разработок сверхточных шлифовальных станков.
DL-GR7300. Станок для заточки игл насадок с указателями скорости
GR7300 Станок заточный для игл с насадками.
Станок DL-GR3500 предназначен для заточки игл насадок и других тел вращения.
Автомат управляется ШИМ-регуляторами.
Скорость вращения шпинделя и обрабатываемого тела регулируется поворотными ручками, расположенными на панели управления.
Яркость регулируется с помощью поворотной ручки, расположенной в верхней части панели управления. На панели управления находится переключатель
общего питания станка и по три переключателя питания для каждого электродвигателя соответствующего привода и нижнего освещения.
На тыльной стороне машины находится разъем для кабеля питания 220В, две розетки 220В и розетка 12В для подключения монитора.
На передней стороне станка находится разъем на 12 В для подключения силового кабеля двигателя для привода тел вращения.
КОМПЛЕКТ ПОСТАВКИ
- Станок шлифовальный со шлифовальным кругом 400
- Ведущий шкив с внутренним диаметром 3 мм
- Ведущий шкив с внутренним диаметром 4 мм
- Ведущий шкив с внутренним диаметром 7 мм
- Ручка для ремонта шлифовального круга с держателем
- Кабель питания 220 Вольт
- Ручная
Технические характеристики
Максимальная скорость вращения шпинделя 7300 об / мин
Максимальная скорость заточенного корпуса 1000 об / мин (* 2000)
Напряжение питания основного двигателя 36 В.
Напряжение питания электропривода — 12 В.
Круг шлифовальный — электрокорунд мелкозернистый
* По спецзаказу
Шлифовальный станок DL-GR7300 можно использовать вместе с набором микроскопов DL-UNI20025 или набором DL-UNI20030
, который включает: цифровой микроскоп, держатель, светильник и монитор. Эти наборы НЕ входят в комплект поставки GR7300!
DL-GR1080 Комплект для измерения угла
Комплект поставки:
1.Угломер
2. Кронштейн
3. Вал NG31249
4. Набор болтов М4 (3шт.)
Технические данные:
1. Диапазон измерения: 0-360 градусов
2. Разрешение: 0,1 градуса
3. Точность: + — 0,2 градуса
4. Погрешность: 0,1 градуса
5. Батарея: 3 В CR20032
6. Срок службы батареи: 1 год
DL-GR1090 Комплект для измерения углов высокой точности
Объём поставки:
1.Цифровой транспортир
2. Кронштейн транспортира
3. Вал NG50205
4. Набор винтов М4 (2шт.)
Технические данные:
1. Диапазон измерения: 0-360 град.
2. Разрешение: 0,005 град (10 сек)
3. Точность: + — 0,2 град
4. Погрешность: 0,08 град (± 30 сек)
5. Диапазон рабочих температур: 0 ÷ 40 ° С
6 Батарея: 3 В CR20032
7. Срок службы батареи: 1 год
Две строки одновременно отображают значение измерения
в градусах (верхняя строка
) и в секундах (нижняя строка)
DL-NG31263
Калибр для установки угла 60 градусов (продается отдельно)
DL-UNI20025 Промышленный микроскоп с монитором, удлиненной штативом и подсветкой
Микроскоп имеет четкое изображение и высокое разрешение
Технические характеристики:
1.Кратность увеличения микроскопа: 8x-130x
2. Рабочее расстояние: 50-200 мм
3. Подключение к монитору через порты: HDMI / VGA
4. Размер микроскопа (ширина x длина): 40mm x 115мм
В комплекте:
1. DL-UNI20016 Микроскоп промышленный электронный с блоком питания
.
2. DL-UNI20019 Держатель для микроскопа
3. DL-UNI20018 Диодная лампа для микроскопа.
4. DL-UNI20021 Монитор
5. DL-UNI20022 Держатель для монитора диаметром 25 мм
ВНИМАНИЕ! Все входящее в поставку оборудование
продается и отдельно!
1.Подключение к монитору через порты: VGA; HDMI
2. Датчик: Panasonic 1/3 дюйма 14 MP
3. Формат изображения: jpg, png, tiff
4. Разрешение изображения: 1280×1024 (для HDMI), 1280×1024 (для USB)
5. Формат видео: MP4
6 .Разрешение видео: 720pHD / 1280×1024
7. Частота кадров: 60FPS
8. Баланс белого: Авто
9. Свет: Авто
10. Язык меню: английский
11. Увеличение: 8-100X
12. Регулировка фокуса: объектив
13.Рабочее расстояние: 55 мм-130 мм
14.Поле зрения: 2,4 мм-32 мм
15. Соединение объектива с электронным блоком> резьбовое F25
16. Питание: 5В, 2А
17. Размер электронного блока: 70х50х50 мм
18. Размер объектива: 115 мм (длина) * 40 мм (диаметр)
19. Вес электронного блока: 210 г
20. Объективный вес: 208 г
В комплекте:
1. DL-UNI20016 Микроскоп промышленный электронный с блоком питания
.
2. DL-UNI20019 Держатель для микроскопа
3. DL-UNI20018 Диодная лампа для микроскопа.
4. DL-UNI20021 Монитор
5. DL-UNI20022 Держатель для монитора диаметром 25 мм
ВНИМАНИЕ! Все входящее в поставку оборудование
продается и отдельно!
DL-UNI20030 Промышленный микроскоп с монитором, удлиненной штативом и подсветкой
Технические характеристики:
1. Датчик: Panasonic 1/3 дюйма 14 MP
2. Формат изображения: jpg, png, tiff
3. Разрешение изображения: 4320 * 3240 (для HDMI), 1080 * 1920 (для USB)
4. Формат видео: MP4
5.Разрешение видео USB: 1920 * 1080
6. Кадр в секунду: 60FPS
7. Баланс белого: Авто
8. Подсветка: Авто
9. Язык меню: английский
10. Увеличение: 8-100X
11. Регулировка фокуса: объектив
12. Рабочее расстояние: 55 мм-130 мм
13. Поле зрения: 2,4 мм-32 мм
14. Соединение объектива с электронным блоком> резьбовое F25
15. Электропитание: 5В, 2А
16. Размер электронного блока: 70х50х50 мм
17. Размер объектива: 115 мм (Д) * 40 мм (диаметр)
18. Вес электронного блока: 210 г
19.Объективный вес: 208 г
20. Разъемы: USB / HDMI
В комплекте:
1. DL-UNI20016 Микроскоп промышленный электронный с блоком питания.
2. DL-UNI20019 Держатель для микроскопа
3. DL-UNI20018 Диодная лампа для микроскопа.
4. DL-UNI20021 Монитор
5. DL-UNI20022 Держатель для монитора диаметром 25 мм
ВНИМАНИЕ! Все оборудование, входящее в комплект поставки, продается также отдельно!
DL-UNI20200 Сетка шлифовального круга 400
DL-UNI20201 Сетка шлифовального круга 200
DL-UNI20202 Сетка шлифовального круга 100
DL-UNI20203 Коническая решетка шлифовального круга 320
DL-UNI20204 Коническая решетка шлифовального круга 230
DL-GR1050 Держатель шлифовального круга
DL-GR60007 Алмазная ручка для правки шлифовальных кругов (стандарт)
DL-GR60008 Алмазная ручка для правки шлифовальных кругов (усиленная)
DL-GR1060 Вал для балансировки шлифовального круга
DL-GR1070 Балансировка delice
ВНИМАНИЕ! В комплект поставки шлифовального станка GR7300 не входит , балансировочное устройство, держатель и вал!
DL- NG50196 Съемник шлифовальных кругов
DL-CR50209 Цанговый патрон пьезо-форсунки BOSCH Держатель клапана для реставрации
DL-NG31253 Держатель клапана для пьезоинжектора BOSCH для шлифования
DL-NG31263 Угловой калибр 60 (для станков GR-7300/7400/7500)
DL-NG50260 Устройство для правки шлифовального круга под углом