как сварить железную дверь из уголка
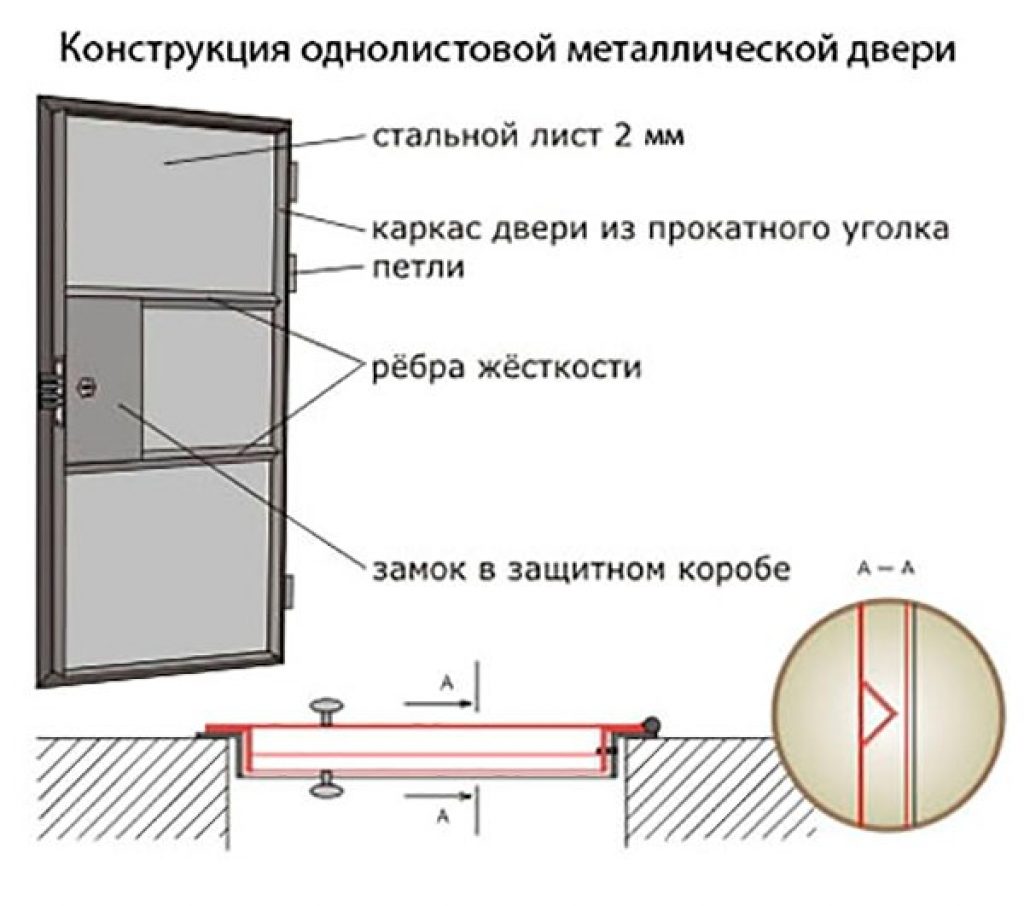
Металлическая дверь заводского производства – достаточно дорогое изделие, поэтому многие стараются изготовить своими руками конструкцию из стального листа и уголка или профильной трубы. Каркас из уголка сварить легче, благодаря толщине его полки 3-5 мм. Толщина стенки профильной трубы – примерно 1,5 мм, что может вызвать определенные трудности у мастеров, не имеющих большого опыта сварочных работ.
Изготовление чертежа
Перед тем как своими рукамисварить железную дверь из уголка и листа, необходимо изготовить чертеж.При его построении учитывайте следующие моменты:
Приобретение материалов
В большинстве случаев для этой цели используют:
- уголок 50х50 мм – для изготовления наружной рамы;
- уголок 40х40 мм – для внутреннего каркаса двери с утеплением, 25х25 мм – для не утепленной конструкции и устройства ребер жесткости;
- стальная полоса шириной 30-40 мм, толщиной 2-4 мм – для фиксации конструкции к дверному проему;
- лист толщиной 1-3 мм – для полотна;
- металлические навесы;
- ручка;
- замок;
- для утепленной двери – фанера для внутренней обшивки, пенопласт, пенополистирол, пенопластовая крошка для устройства утеплительного слоя.


Совет! Если вы приобретаете стальной прокат на металлобазе, желательно сразу заказать металлообработку. Вам раскроят лист и уголок на специализированном оборудовании строго по размерам, что в дальнейшем значительно облегчит сборочно-монтажные работы.
Этапы монтажа
Сборочные работы осуществляют не на полу, а на металлическом верстаке с ровной поверхностью.
Этапы сборки стальной двери с каркасом из уголков
- Раскрой заготовок – производится самостоятельно или на металлобазе. Следует сразу определиться, как будет свариваться уголок, – напрямую или с подрезкой полок под углом 45°. Более популярен второй вариант.
- Выкладывают наружную раму на столе, вымеряют диагонали, которые должны быть одинаковыми.
- Приваривают углы. Сразу варить всю длину шва не рекомендуется, поскольку возможно коробление металла. Стыки прихватывают в 2-3 точках. Проверяют равенство диагоналей.
- Проваривают швы полностью.
- После остывания мест сварки их зачищают углошлифовальной машиной с двух сторон.
- Для сборки внутреннего каркаса заготовки выкладывают на столе внутри наружного каркаса. Для сохранения зазора между каркасами вставляют шаблоны нужной толщины. Их функции выполняют металлические пластины. Конструкцию фиксируют струбцинами, располагаемыми по периметру.
- Прихватывают и варят уголки внутреннего каркасадвери.
- Если в двери предусмотрены ребра жесткости, то их приваривают к уголкам каркаса именно на этой стадии, не снимая струбцин.
- Лист к уголку приваривают точечно, с шагом 100 мм.

Приварка навесов
Для монтажа стальной двери с каркасом из уголка традиционно используются навесы, именуемые «папа-мама».
Для простоты открывания и закрывания двери внутрь таких навесов вставляют шарик от подшипника.
Основные правила приварки навесов:
- Традиционно расстояние от края полотна до края навеса принимают равным 20-25 см. Если дверь тяжелая, устанавливают 3 навеса.
- Нижние части навесов прихватывают к внешнему каркасу каждую в одной точке. После прихватки проверяют расположение навесов с помощью уровня. Небольшие дефекты можно легко исправить.
- Если для изготовления полотна используется лист тоньше 2,5 мм, то для усиления площадки под навес на лист приваривают контрольные пластинки толщиной 3-5 мм. К этим площадкам прихватывают, а затем, после проверки, приваривают верхние части навесов.
 Если дверь тяжелая, устанавливают 3 навеса.
Если дверь тяжелая, устанавливают 3 навеса.Финишные мероприятия
Замок врезают в вертикальный отрезок каркаса, обрамляющего полотно. Высота его расположения – от 1 м от уровня земли.
Панель замка прикладывают к уголку, намечают ее расположение и по контуру болгаркой вырезают отверстие. На места прикручивания панели наваривают усиливающие пластинки.
На пластинки наносят места расположения крепежа замка. Центры отверстий кернят, просверливают, нарезают резьбу. Замок полностью монтируют после окрашивания двери. На требуемой высоте высверливают отверстие для дверного «глазка».
На требуемой высоте высверливают отверстие для дверного «глазка».
К наружной раме приваривают пластины – 6-10 шт., – с помощью которых анкерами прикрепляют внешнюю раму к откосам. После окрашивания элементов двери монтируют замок и «глазок». Вместо окрашивания дверь можно обшить натуральной или искусственной кожей.
Дополнительные мероприятия по утеплению двери
Для утепления двери вырезают панели теплоизоляционного материала (пенопласта, пенополистирола) по размерам ячеек между ребрами жесткости. Заполняют ими пустые пространства. Декоративную обшивку изготавливают из фанеры или другого листового материала – ламинированных или пластиковых панелей.
как сварить железную дверь из уголка
Металлическая дверь заводского производства – достаточно дорогое изделие, поэтому многие стараются изготовить своими руками конструкцию из стального листа и уголка или профильной трубы. Каркас из уголка сварить легче, благодаря толщине его полки 3-5 мм. Толщина стенки профильной трубы – примерно 1,5 мм, что может вызвать определенные трудности у мастеров, не имеющих большого опыта сварочных работ.
Толщина стенки профильной трубы – примерно 1,5 мм, что может вызвать определенные трудности у мастеров, не имеющих большого опыта сварочных работ.
Изготовление чертежа
Перед тем как своими рукамисварить железную дверь из уголка и листа, необходимо изготовить чертеж.При его построении учитывайте следующие моменты:
Приобретение материалов
В большинстве случаев для этой цели используют:
- уголок 50х50 мм – для изготовления наружной рамы;
- уголок 40х40 мм – для внутреннего каркаса двери с утеплением, 25х25 мм – для не утепленной конструкции и устройства ребер жесткости;
- стальная полоса шириной 30-40 мм, толщиной 2-4 мм – для фиксации конструкции к дверному проему;
- лист толщиной 1-3 мм – для полотна;
- металлические навесы;
- ручка;
- замок;
- для утепленной двери – фанера для внутренней обшивки, пенопласт, пенополистирол, пенопластовая крошка для устройства утеплительного слоя.

Совет! Если вы приобретаете стальной прокат на металлобазе, желательно сразу заказать металлообработку. Вам раскроят лист и уголок на специализированном оборудовании строго по размерам, что в дальнейшем значительно облегчит сборочно-монтажные работы.
Этапы монтажа
Сборочные работы осуществляют не на полу, а на металлическом верстаке с ровной поверхностью.
Этапы сборки стальной двери с каркасом из уголков
- Раскрой заготовок – производится самостоятельно или на металлобазе. Следует сразу определиться, как будет свариваться уголок, – напрямую или с подрезкой полок под углом 45°. Более популярен второй вариант.
- Выкладывают наружную раму на столе, вымеряют диагонали, которые должны быть одинаковыми.
- Приваривают углы. Сразу варить всю длину шва не рекомендуется, поскольку возможно коробление металла. Стыки прихватывают в 2-3 точках. Проверяют равенство диагоналей.
- Проваривают швы полностью.
- После остывания мест сварки их зачищают углошлифовальной машиной с двух сторон.
- Для сборки внутреннего каркаса заготовки выкладывают на столе внутри наружного каркаса. Для сохранения зазора между каркасами вставляют шаблоны нужной толщины. Их функции выполняют металлические пластины. Конструкцию фиксируют струбцинами, располагаемыми по периметру.
- Прихватывают и варят уголки внутреннего каркасадвери.
- Если в двери предусмотрены ребра жесткости, то их приваривают к уголкам каркаса именно на этой стадии, не снимая струбцин.
- Лист к уголку приваривают точечно, с шагом 100 мм.

Приварка навесов
Для монтажа стальной двери с каркасом из уголка традиционно используются навесы, именуемые «папа-мама».
Для простоты открывания и закрывания двери внутрь таких навесов вставляют шарик от подшипника.
Основные правила приварки навесов:
- Традиционно расстояние от края полотна до края навеса принимают равным 20-25 см.
- Нижние части навесов прихватывают к внешнему каркасу каждую в одной точке. После прихватки проверяют расположение навесов с помощью уровня. Небольшие дефекты можно легко исправить.
- Если для изготовления полотна используется лист тоньше 2,5 мм, то для усиления площадки под навес на лист приваривают контрольные пластинки толщиной 3-5 мм. К этим площадкам прихватывают, а затем, после проверки, приваривают верхние части навесов.

Финишные мероприятия
Замок врезают в вертикальный отрезок каркаса, обрамляющего полотно. Высота его расположения – от 1 м от уровня земли.
Панель замка прикладывают к уголку, намечают ее расположение и по контуру болгаркой вырезают отверстие. На места прикручивания панели наваривают усиливающие пластинки.
На пластинки наносят места расположения крепежа замка. Центры отверстий кернят, просверливают, нарезают резьбу. Замок полностью монтируют после окрашивания двери.
К наружной раме приваривают пластины – 6-10 шт., – с помощью которых анкерами прикрепляют внешнюю раму к откосам. После окрашивания элементов двери монтируют замок и «глазок». Вместо окрашивания дверь можно обшить натуральной или искусственной кожей.
Дополнительные мероприятия по утеплению двери
Для утепления двери вырезают панели теплоизоляционного материала (пенопласта, пенополистирола) по размерам ячеек между ребрами жесткости. Заполняют ими пустые пространства. Декоративную обшивку изготавливают из фанеры или другого листового материала – ламинированных или пластиковых панелей.
как сварить железную дверь из уголка
Металлическая дверь заводского производства – достаточно дорогое изделие, поэтому многие стараются изготовить своими руками конструкцию из стального листа и уголка или профильной трубы. Каркас из уголка сварить легче, благодаря толщине его полки 3-5 мм.![]()
Изготовление чертежа
Перед тем как своими рукамисварить железную дверь из уголка и листа, необходимо изготовить чертеж.При его построении учитывайте следующие моменты:
Приобретение материалов
В большинстве случаев для этой цели используют:
- уголок 50х50 мм – для изготовления наружной рамы;
- уголок 40х40 мм – для внутреннего каркаса двери с утеплением, 25х25 мм – для не утепленной конструкции и устройства ребер жесткости;
- стальная полоса шириной 30-40 мм, толщиной 2-4 мм – для фиксации конструкции к дверному проему;
- лист толщиной 1-3 мм – для полотна;
- металлические навесы;
- ручка;
- замок;
- для утепленной двери – фанера для внутренней обшивки, пенопласт, пенополистирол, пенопластовая крошка для устройства утеплительного слоя.

Совет! Если вы приобретаете стальной прокат на металлобазе, желательно сразу заказать металлообработку. Вам раскроят лист и уголок на специализированном оборудовании строго по размерам, что в дальнейшем значительно облегчит сборочно-монтажные работы.
Этапы монтажа
Сборочные работы осуществляют не на полу, а на металлическом верстаке с ровной поверхностью.
Этапы сборки стальной двери с каркасом из уголков
- Раскрой заготовок – производится самостоятельно или на металлобазе. Следует сразу определиться, как будет свариваться уголок, – напрямую или с подрезкой полок под углом 45°. Более популярен второй вариант.
- Выкладывают наружную раму на столе, вымеряют диагонали, которые должны быть одинаковыми.
- Приваривают углы. Сразу варить всю длину шва не рекомендуется, поскольку возможно коробление металла. Стыки прихватывают в 2-3 точках. Проверяют равенство диагоналей.
- Проваривают швы полностью.
- После остывания мест сварки их зачищают углошлифовальной машиной с двух сторон.
- Для сборки внутреннего каркаса заготовки выкладывают на столе внутри наружного каркаса. Для сохранения зазора между каркасами вставляют шаблоны нужной толщины. Их функции выполняют металлические пластины. Конструкцию фиксируют струбцинами, располагаемыми по периметру.
- Прихватывают и варят уголки внутреннего каркасадвери.
- Если в двери предусмотрены ребра жесткости, то их приваривают к уголкам каркаса именно на этой стадии, не снимая струбцин.
- Лист к уголку приваривают точечно, с шагом 100 мм.
Приварка навесов
Для монтажа стальной двери с каркасом из уголка традиционно используются навесы, именуемые «папа-мама».
Для простоты открывания и закрывания двери внутрь таких навесов вставляют шарик от подшипника.
Основные правила приварки навесов:
- Традиционно расстояние от края полотна до края навеса принимают равным 20-25 см. Если дверь тяжелая, устанавливают 3 навеса.
- Нижние части навесов прихватывают к внешнему каркасу каждую в одной точке. После прихватки проверяют расположение навесов с помощью уровня. Небольшие дефекты можно легко исправить.
- Если для изготовления полотна используется лист тоньше 2,5 мм, то для усиления площадки под навес на лист приваривают контрольные пластинки толщиной 3-5 мм. К этим площадкам прихватывают, а затем, после проверки, приваривают верхние части навесов.
 Если дверь тяжелая, устанавливают 3 навеса.
Если дверь тяжелая, устанавливают 3 навеса.Финишные мероприятия
Замок врезают в вертикальный отрезок каркаса, обрамляющего полотно. Высота его расположения – от 1 м от уровня земли.
Панель замка прикладывают к уголку, намечают ее расположение и по контуру болгаркой вырезают отверстие. На места прикручивания панели наваривают усиливающие пластинки.
На пластинки наносят места расположения крепежа замка. Центры отверстий кернят, просверливают, нарезают резьбу. Замок полностью монтируют после окрашивания двери. На требуемой высоте высверливают отверстие для дверного «глазка».
На требуемой высоте высверливают отверстие для дверного «глазка».
К наружной раме приваривают пластины – 6-10 шт., – с помощью которых анкерами прикрепляют внешнюю раму к откосам. После окрашивания элементов двери монтируют замок и «глазок». Вместо окрашивания дверь можно обшить натуральной или искусственной кожей.
Дополнительные мероприятия по утеплению двери
Для утепления двери вырезают панели теплоизоляционного материала (пенопласта, пенополистирола) по размерам ячеек между ребрами жесткости. Заполняют ими пустые пространства. Декоративную обшивку изготавливают из фанеры или другого листового материала – ламинированных или пластиковых панелей.
II. Требования по технической укрепленности помещений касс предприятий
II. ТРЕБОВАНИЯ ПО ТЕХНИЧЕСКОЙ УКРЕПЛЕННОСТИ
ПОМЕЩЕНИЙ КАСС ПРЕДПРИЯТИЙ
1. Стены, перекрытия, перегородки:
1.1. Капитальными наружными стенами, перекрытиями, перегородками считаются такие, которые выполнены из кирпичной или каменной кладки толщиной не менее 500 мм, бетонных стеновых блоков толщиной не менее 200 мм, бетонных камней толщиной 90 мм в два слоя, железобетонных панелей толщиной не менее 180 мм.
1.2. Капитальными внутренними стенами (перегородками) считаются такие, которые выполнены аналогично капитальным наружным стенам, либо выполненные из спаренных гипсобетонных панелей толщиной 80 мм каждая с проложенной между ними металлической решеткой из арматуры диаметром не менее 10 мм и размером ячейки не более 150 х 150 мм или из кирпичной кладки толщиной не менее 120 мм, армированной металлической решеткой.
1.3. Наружные стены, перекрытия, полы и перегородки, не отвечающие указанным выше требованиям, с внутренней стороны по всей площади должны быть укреплены металлическими решетками из арматуры диаметром не менее 10 мм и размером ячейки не более 150 x 150 мм, которые затем отштукатуриваются. Решетки привариваются к прочно заделанным в стену, перекрытие на глубину 80 мм стальным анкерам диаметром не менее 12 мм (к закладным деталям из стальной полосы 100 x 50 x 6 мм, пристреливаемым к бетонным поверхностям четырьмя дюбелями) с шагом не более 500 x 500 мм.
При невозможности установки решетки с внутренней стороны допускается, по согласованию с подразделениями охраны, установка решеток с наружной стороны.
1.4. В случае соседства помещений, предназначенных для хранения материальных ценностей, с помещениями других организаций (с котельными, бойлерными, техническими подвалами, подъездами жилых зданий, бесхозными строениями и т.п.) стены, перекрытия, полы и перегородки с внутренней стороны должны быть укреплены по всей граничащей площади, как указано в п. 1.3.
2. Двери:
2.1. В зданиях и помещениях современной постройки двери должны соответствовать требованиям ГОСТ 6629-88, ГОСТ 24698-81, ГОСТ 24584-81, ГОСТ 14624-84 и быть такими прочными, чтобы оказывать достаточное сопротивление при физическом воздействии человека, а также при попытке открыть их при помощи простых инструментов, например: лома, топора, молотка, долота или отвертки.
2.2. Наружные (входные) двери должны быть исправными, хорошо подогнаны под дверную коробку, полнотелыми, толщиной не менее 40 мм, иметь не менее двух врезных несамозащелкивающихся замков, установленных на расстоянии не менее 300 мм друг от друга.
2.3. Входные двери помещений касс предприятий должны быть обиты с двух сторон листовой сталью толщиной не менее 0,6 мм с загибом листа на внутреннюю поверхность двери или на торец полотна внахлест. Листы крепятся по периметру и диагоналям полотна двери гвоздями диаметром 3 мм, длиной 40 мм и шагом не более 50 мм. Дверь должна иметь изнутри металлическую цепочку и смотровой глазок.
2.4. Прочность дверей может быть увеличена за счет использования предохранительных накладок, предохранительной уголковой замковой планки, массивных дверных петель, торцевых крюков со стороны петель, усиления дверного полотна и установки дополнительных замков.
При наличии расположенных снаружи дверных петель или одношарнирных стержневых петель, дверь со стороны их расположения должна быть защищена при помощи торцевых крюков.
2.5. Входные двери помещений касс предприятий должны быть дополнительно защищены изнутри решетчатыми металлическими дверями или раздвижными металлическими решетками, запирающимися на навесной замок с помощью ушек. Ушки для навесных замков должны изготавливаться из металлической полосы сечением 6 x 40 мм. Решетчатые металлические двери изготовляются из стальных прутьев диаметром не менее 16 мм, образующих ячейку не более 150 x 150 мм и свариваемых в каждом пересечении. По периметру решетчатая дверь обрамляется стальным уголком 75 x 75 x 6 мм. Раздвижные металлические решетки изготовляются из полосы сечением не менее 4 x 30 мм с ячейками не более 180 x 180 мм.
Ушки для навесных замков должны изготавливаться из металлической полосы сечением 6 x 40 мм. Решетчатые металлические двери изготовляются из стальных прутьев диаметром не менее 16 мм, образующих ячейку не более 150 x 150 мм и свариваемых в каждом пересечении. По периметру решетчатая дверь обрамляется стальным уголком 75 x 75 x 6 мм. Раздвижные металлические решетки изготовляются из полосы сечением не менее 4 x 30 мм с ячейками не более 180 x 180 мм.
Допускается использование фигурных решеток с такими же прочностными характеристиками.
2.6. Обрамление дверного проема (дверная коробка) кассового помещения следует выполнять из стального профиля. Допускается использование деревянных дверных коробок, усиленных стальным уголком 30 x 40 x 5 мм, закрепленным в стену с помощью стальных ершей (костылей) диаметром не менее 10 мм, длиной не менее 120 мм.
3. Окна:
3.1. Наружная дверь (стена) должна оборудоваться специальным окном с дверцей для операций с клиентами. Размер окна должен быть не более 200 x 300 мм. Если размеры окна превышают указанные выше, то снаружи его следует укреплять металлической решеткой типа «восходящее солнце». Требования к дверце и ее обрамлению аналогичны требованиям к дверям, обитым листовой сталью, с накладками для навесного замка и шпингалетом с внутренней стороны.
Если размеры окна превышают указанные выше, то снаружи его следует укреплять металлической решеткой типа «восходящее солнце». Требования к дверце и ее обрамлению аналогичны требованиям к дверям, обитым листовой сталью, с накладками для навесного замка и шпингалетом с внутренней стороны.
3.2. Все окна, фрамуги и форточки помещения кассы должны быть остеклены и иметь надежные и исправные запоры. Стекла должны быть надежно закреплены в пазах.
3.3. Основные проемы помещения кассы, расположенного на первом этаже, оборудуются металлическими решетками. Решетки изготовляются из стальных прутьев диаметром не менее 16 мм, образующих ячейки 150 x 150 мм. В местах пересечения прутья необходимо сварить. Концы прутьев решетки должны заделываться в стену на глубину не менее 80 мм и заливаться цементным раствором или привариваться к металлическим конструкциям.
При невозможности выполнить это, решетка обрамляется уголком 75 x 75 x 6 мм и приваривается по периметру к прочно заделанным в стену на глубину 80 мм стальным анкерам диаметром не менее 12 мм и длиной не менее 120 мм (к закладным деталям из стальной полосы 100 x 50 x 6 мм, пристреливаемым к бетонным поверхностям четырьмя дюбелями) с шагом не более 500 мм на защищаемых поверхностях. Минимальное количество анкеров должно быть не менее двух на каждую сторону.
3.4. Допускается применение декоративных решеток или жалюзей, которые по прочности и по возможности проникновения через них, не должны уступать вышеуказанным решеткам. Форма декоративных решеток согласовывается с архитектором города, района.
3.5. В зависимости от применяемой конструкции оконных рам, решетки могут устанавливаться как с внутренней стороны помещения, так и между рамами.
3.5.1. При установке решеток с внутренней стороны, рамы и форточки должны открываться наружу.
3.5.2. При установке решеток между рамами форточка внешней рамы должна открываться наружу, а форточка внутренней рамы — во внутрь помещения.
3.5.3. В помещениях, где все окна оборудуются решетками, одна из них делается раздвижной с навесным замком.
3.6. Достаточно эффективным способом защиты оконных проемов является установка на них защитных щитов и ставень, которые могут устанавливаться, как с внутренней стороны, так и с внешней стороны окна.
3.6.1. В помещениях предназначенных для размещения и хранения материальных ценностей группы Б защитные щиты и ставни устанавливаются вместо решеток, а в помещениях группы А — дополнительно к решеткам.
3.6.2. В случае, если защита осуществляется с внешней стороны, то защитные щиты и ставни должны запираться на один или два засова (при наличии высоких окон — более 1,5 м) и навесной замок. Если защита осуществляется с внутренней стороны окна, то защитные щиты и ставни могут запираться только на засов.
3.6.3. Защитные щиты и ставни по конструкции должны быть аналогичны входным дверям и изготовляться из шпунтованных досок толщиной не менее 40 мм или из материалов равноценной прочности, причем в помещениях, предназначенных для размещения материальных ценностей группы А, щиты и ставни обиваются листовой сталью аналогично п. 2.3.
4. Вентиляционные шахты, короба и дымоходы:
4.1. Вентиляционные шахты, вентиляционные короба и дымоходы, имеющие выход на крышу или в смежные помещения и своим сечением входящие в помещения, где размещаются материальные ценности, должны быть оборудованы на входе в эти помещения металлическими решетками, выполненными из уголка сечением не менее 75 x 75 x 6 мм и арматуры диаметром не менее 16 мм и с ячейкой не более 150 x 150 мм.
Решетки в венткоробах со стороны охраняемого помещения должны отстоять от внутренней поверхности стены (перекрытия) не более, чем на 100 мм.
4.2. В случае прохождения вентиляционных коробов и дымоходов диаметром более 200 мм в стенах помещения кассы они должны быть с внутренней стороны укреплены по всей граничащей с коробом площади решетками, как указано в п. 1.3.
4.3. Вентиляционные короба и дымоходы диаметром более 200 мм, проходящие по помещению кассы должны быть оборудованы на входе (выходе) в эти помещения металлическими решетками из прутка диаметром не менее 10 мм или прочной металлической сеткой с последующей обвивкой проводом для подключения к охранной сигнализации.
4.3.1. Допускается для защиты вентиляционных коробов и дымоходов использовать фальшрешетки из металлической трубки диаметром отверстия не менее 6 мм, с ячейкой 100 x 100 мм, для протяжки провода шлейфа сигнализации.
5. Запирающие устройства:
5.1. В качестве запирающих устройств, устанавливаемых на дверях, окнах, люках и т.п. применяются: врезные несамозащелкивающиеся замки, накладные, навесные (амбарные, контрольные) замки, внутренние крюки, задвижки, засовы, шпингалеты и др.
5.2. Для запирания входных дверей в помещение кассы необходимо использовать замки повышенной секретности типа «Аблой», сувальдные с двухбородочным ключом, цилиндровые штифтовые 2-х и более рядные.
5.3. Степень защиты от вскрытия или подбора ключей повышается, если замыкающий цилиндр замка с цилиндровым механизмом имеет более пяти стопорных штифтов (на ключе имеется более пяти выемок), причем ключ не должен иметь более трех одинаковых по глубине выемок и рядом друг с другом не должно располагаться более двух одинаковых по глубине выемок.
5.4. Сувальдные замки должны иметь не менее шести сувальд (симметричных или ассиметричных). Количество сувальд соответствует числу ступенек бородки ключа, уменьшенному на одну ступеньку, предназначенную для перемещения засова замка.
5.5. Навесные замки должны применяться в основном для дополнительного запирания дверей, решеток, ставень. Эти замки достаточно эффективны с точки зрения защиты только в том случае, если имеют дужку из закаленной стали и массивный корпус (амбарный замок), а также если в местах их установки на запираемых конструкциях имеются защитные кожухи, пластины и другие устройства предотвращающие возможность сворачивания и перепиливания ушек и дужек замков.
5.6. Часть цилиндра врезного замка, выступающая за дверное полотно с наружной стороны двери должна быть защищена от обламывания или сбивания предохранительной накладкой, розеткой, щитком. Выступающая часть цилиндра после установки предохранительной накладки, розетки, щитка должна составлять не более 2 мм.
5.7. Показателем, существенно влияющим на охранные свойства замка, является способ крепления предохранительных накладок, розеток, щитков на полотне двери, т.е. крепление их с помощью винтов или шурупов. В замках предназначенных для запирания входных дверей крепление накладок, розеток, щитков должно осуществляться только с помощью винтов.
5.8. В помещении кассы, дополнительно, для запирания решетчатой двери, следует предусмотреть стальной засов. Величина выхода засова должна составлять не менее 22 мм. Этим требованиям отвечает большинство замков отечественного производства. Запорная планка должна быть прочной, толщиной не менее 3 мм и хорошо закрепленной при помощи шурупов на дверной коробке.
5.9. Высокими показателями надежности к взлому обладает запорная планка Г-образной формы, крепление которой производится не только к дверной коробке, но и к стене при помощи анкеров.
5.10. Дверные накладки должны изготавливаться из металлической полосы толщиной 4 — 6 мм и шириной не менее 70 мм.
5.11. Ушки для навесных замков должны изготавливаться из металлической полосы сечением 6 x 40 мм.
5.12. Надежность запирания дверей или ворот может быть повышена благодаря применению усиленных навесов. Усиленные навесы должны быть изготовлены из стали. При запирании на навесной замок запорная планка усиленного навеса надежно закрывает доступ к элементам его крепления (винтам).
5.13. Дверные крюки должны изготавливаться из металлического прутка диаметром не менее 12 мм.
5.14. Крепление крюков и накладок в стенах, дверных коробках и других местах должно производиться с помощью болтов или костылей (ершей) диаметром не менее 16 мм. Пропускаемые болты закрепляются с внутренней стороны помещения при помощи шайб и гаек с расклепкой конца болта.
6. Дверные петли:
6.1. Петли для дверей должны быть прочными и выполнены из стали. Крепление должно осуществляться с помощью шурупов.
6.2. При открывании дверей «наружу» на дверных петлях должны быть установлены торцевые крюки, препятствующие возможности проникновения в помещение в случае срывания петель или их механического повреждения. Торцевые крюки при закрытии двери входят в установленные в дверной коробке анкерные пластины или аналогичные элементы. Если двери металлические, то торцевые крюки привариваются, если же двери деревянные, то они устанавливаются при помощи шурупов.
В чем разница между рамами KD и сварными рамами?
Полые металлические рамы могут поставляться на стройплощадку как рамы «КД» или как сварные. Итак, в чем разница? «KD» означает с разборкой , что означает, что полые металлические рамы отправляются отдельными частями и должны быть собраны на месте при установке. Сварные полые металлические каркасы могут быть отправлены прямо с завода в виде сварных узлов, или они могут быть доставлены в цех полых металлических изделий Beacon в виде отдельных частей, где наши квалифицированные специалисты могут сварить их вместе.
Полые металлические рамы для разборки
Полые металлические рамыKD имеют небольшие прорези и металлические выступы на соединительных концах косяков и головке рамы. Металлические язычки вставляются в соответствующие прорези и сгибаются с помощью молотка или киянки, чтобы скрепить детали. Полые металлические рамы KD обычно лучше всего подходят для участков с низкой интенсивностью движения. Эти рамы часто поставляются в виде скользящей рамы, где гипсокартон уже установлен на стене.
Сварные полые металлические рамы
Beacon Commercial Door & Lock использует метод сварки, известный как «торцевая сварка» для полых металлических рам.Это наиболее распространенный метод, используемый для сварных полых металлических каркасов, поскольку он обеспечивает прочный и красивый каркас. Стыки свариваются по лицевым сторонам непрерывным валиком по всей поверхности рамы. Сварка выполняется на обеих сторонах рамы в местах стыковки. Затем сварные швы шлифуются, сглаживаются, очищаются и правятся для получения готового полого металлического каркаса. Сварные полые металлические рамы вставляются в проем и устанавливаются как единое целое. Сварные полые металлические рамы идеально подходят для проемов со средней и высокой частотой использования.
Временные транспортировочные балки приварены к нижней части полых металлических рам, чтобы защитить их от повреждений во время транспортировки. Перед установкой рам эти транспортировочные перемычки необходимо удалить. Транспортировочные стержни не должны использоваться вместо распорных стержней во время установки.
Если у вас возникнут дополнительные вопросы, позвоните нам по телефону 801-486-4884 и поговорите с представителем сегодня.
Молотковый ремонт внутренней дверной рамы Угловой ремонт
Плоские или даже изогнутые участки довольно легко сформировать, но как сформировать сложные формы со сложными кривыми?
Когда-нибудь смотрели на работу художника или мастера и задавались вопросом: «Как вообще они это сделали?» Это может быть фотография, скульптура, изделия из дерева или опытный слесарь.Независимо от того, как долго вы смотрите на это, вы просто не можете себе представить, как они это сделали, пока кто-нибудь не покажет вам, как это делается.
Не поймите неправильно. Для выполнения работы на уровне артезианской техники все еще требуется много навыков и опыта, но знание основополагающей техники избавляет ее от загадки.
Все мы знаем, что панели кузова формируются с помощью больших гидравлических прессов, которые штампуют плоский листовой металл до любой мыслимой формы. Auto Metal Direct производит огромное количество этих панелей для рынка реставрации, без которых многие из наших классических Mopar не были бы утилизированы.Но что, если вам не нужна вся панель? Что, если практичнее просто залатать небольшую часть детали, чем снимать всю панель?
Часто Реставрации Muscle Car предпочитают заплатку, а не портят массу хорошего металла. Как вы видели ранее в этом столбце, плоские участки или участки, которым можно придать форму с помощью термоусадочной машины и / или подрамника, довольно просто сделать и установить, но как вы думаете, вы могли бы создать заплатку, которая имеет более сложную форму с несколькими? сложные кривые, такие как внутренний угол двери?
Вы бы сделали это так же, как на заводе и AMD.Нет, вы не будете использовать большой гидравлический пресс, но принцип тот же. Создайте форму нужной вам формы и забейте на нее плоский кусок листового металла.
Звучит достаточно просто, правда? На самом деле это не так уж плохо, когда вы знаете основную технику. Это по-прежнему требует навыков, но с опытом.
Эта дверь от ’72 A-Body нуждается в новой обшивке, но перед установкой новой обшивки необходимо отремонтировать этот угол внутренней оболочки двери. MCR сначала удалите старую дверную обшивку, чтобы получить доступ к обеим сторонам угла.
Посмотреть все 17 фотоНижние углы дверей являются обычными участками ржавчины, так как вода имеет тенденцию собираться здесь за внешней обшивкой двери. См. Все 17 фото. Как и в случае с другими нашивками, которые мы вам показали, нанесите малярный скотч на область, которая нуждается в заплате, и подрезайте ее. точный размер, необходимый для ремонта. Так как в металле есть уступ с двух сторон, обязательно отметьте точное расположение внешнего и внутреннего углов. См. Все 17 фото. Удалите только что обрезанную ленту и сохраните ее на будущее, а затем наложите широкую ленту на большую площадь вокруг ремонт.Посмотреть все 17 фото Смешайте большое количество наполнителя для тела и вдавите его в угол с помощью тонкой доски. Постарайтесь, чтобы он был на уровне двери. MCR предпочитает для этой работы наполнитель Everglass, армированный стекловолокном, так как он достаточно прочен, чтобы выдерживать повторяющиеся удары молотком, необходимые для образования заплатки. См. Все 17 фото, дайте ему высохнуть, удалите и переверните. Некоторые дефекты не являются проблемой, если внутренние и внешние углы четко очерчены. См. Все 17 фото. Вырежьте кусок листового металла до общей формы, но большего размера, чем необходимо, и вставьте в него пару шурупов, чтобы убедиться, что это не так. не двигаться, пока он формируется.Используйте ударный молоток с мягким покрытием, чтобы начать процесс формовки. Молоток со стальным наконечником, скорее всего, оставит следы от молотка, которые вы не сможете удалить позже. См. Все 17 фото. Инструмент для чеканки с выпуклым носом используется для того, чтобы протолкнуть новый металл во внутренний угол. Используйте исходную деталь в качестве ориентира, чтобы определить, насколько резкими должны быть эти углы. См. Все 17 фотографий. Молоток поможет определить внешний угол. Только будьте осторожны, чтобы не оставить следов от молотка, так что вам не понадобится шпатлевка, чтобы исправить это позже. См. Все 17 фото. Если вы считаете, что у вас все правильно, повторно примените оригинальную малярную ленту, совместив линии разрыва с углами.Это хорошая проверка, чтобы убедиться, что ваша работа до сих пор была точной. Обрежьте новый патч на ленте по двум внутренним краям, а внешние оставьте на потом. См. Все 17 фото Положите заплатку на дверь, начертите вокруг нее и разрежьте по этой линии, чтобы удалить поврежденный угол. См. Все 17 фото. установите и обрежьте заплатку по мере необходимости, пока не получите идеальную посадку. См. все 17 фотографий Используя стандартную технику прихваточной сварки MCR, приварите заплатку на месте и гладко отшлифуйте сварные швы. См. все 17 фотографий. внешние края, чтобы отметить окончательные разрезы.Посмотреть все 17 фотографий Нижний край пластыря можно проверить прямым краем, но вертикальный край имеет изгиб, поэтому вам нужно доверять своей направляющей малярной ленты. Посмотреть все 17 фотографий Сделайте окончательные надрезы вокруг малярной ленты и вашей новый патч готов. Смотрите все 17 фото. Хотя вы хотите быть максимально точными, правда в том, что здесь есть некоторая свобода действий, так как внутренняя дверная оболочка должна быть примерно на 1/8 дюйма меньше, чем внешняя дверная обшивка, и края все равно будут скрыты под загнутой обшивкой.Просмотреть все 17 фотоУстановка сварных полых металлических дверных рам
Знакомство с основами установки пустотелых металлических дверных коробок.
В процессе установки необходимо решить вопрос о том, когда устанавливать сварные пустотелые металлические дверные коробки. Многие подрядчики предпочитают устанавливать дверные коробки до возведения стен. Это облегчает крепление «ног» к полу. После того, как рамы закреплены, требуются распорки, чтобы ветер или случайный контакт не опрокинули отдельно стоящие рамы.Затем, когда монтажники подходят к предварительно установленной дверной раме, они просто снимают скобы и раму с, над и вокруг сборки. Другой метод — установить рамы во время возведения стен. Грубо говоря, этот метод следует той же последовательности, что и первый метод, без необходимости временного закрепления рамы. Строители возводят стены, пока не дойдут до дверного проема; затем они спускаются с строительных лесов и устанавливают дверной косяк, после чего возобновляют обрамление стен. При использовании этого метода дверную коробку не нужно фиксировать, поскольку дверная коробка постоянно прикреплена к стойкам.Недостатком этого метода является «переключение передач»: я обнаружил, что поддерживать продуктивность бригады и выполнять задачу легче, когда им не нужно нести оборудование для двух отдельных операций и мысленно перемещаться между ними. Однако простота или преимущество любого из этих двух методов обычно сводится на нет из-за поздних поставок дверных коробок (очень распространенная проблема). Последний метод предполагает установку дверных коробок после возведения стен. По своему опыту я обнаружил, что это наиболее частое явление.Именно этим последним методом мы займемся сегодня.
Ваши проемы были выложены и заключены в рамки. Ваши кадры прибыли на место работы. Вы проверили их по отпечатку на правильность маркировки и поворота. Они были распределены и правильно ориентированы рядом с их открытием. Вы готовы к установке.
Инструменты, необходимые для установки, различаются в зависимости от предпочтений. Некоторые установщики предпочитают сбивать опоры рамы и поэтому используют Ramset или Hilti.Преимущество этого метода — скорость. К недостаткам можно отнести прорывы в подложке и невозможность регулировки после нажатия на спусковой крючок. Другие предпочитают крепление с помощью Tapcons или аналогичных шурупов по бетону и поэтому используют перфоратор и аккумулятор. Этот метод дает огромную гибкость, с возможностью полностью открутить винты, если это необходимо. Установить аккумулятор в нужное положение и надежно затянуть винты часто бывает обременительно и сложно. Если винты отломятся или оторвутся, решение проблемы может занять много времени.Я предпочитаю закрепить рамы с помощью анкеров с «грибовидной головкой». Все, что вам нужно, это перфоратор и Estwing. Этот метод довольно быстрый и имеет некоторую регулировку до того, как анкеры будут полностью забиты. То, что я отказываюсь от съемности, компенсируется очень низким уровнем отказов, а постоянство является ключом к производительности.
Другие инструменты, полезные при установке, — это магнитный уровень (я использую 6–6 дюймов и 2–0 дюймов), расширитель, большой квадрат для обрамления, аккумулятор, рулетка и ножницы.
Конфигурация ножек рамы зависит от производителя. Некоторые регулируются; большинство нет. Дверные зажимы такие же. Для наших целей я буду предполагать, что ножки закреплены (приварены к раме), а зажимы — цельные, такой же глубины, как и рама. Для большинства кадров требуется по три зажима на каждую сторону.
Перед тем, как поставить раму на место, положите уровень поперек проема, чтобы увидеть, какая сторона находится выше. Всегда нужно сначала закрепить высокую сторону.Поверните дверные защелки на место (они должны плотно прилегать), верхние примерно на 10–12 дюймов вниз от верха, средние примерно на ровном месте с защелкой, а нижние достаточно высоко, чтобы они не мешали. ваш молотковый перфоратор. Поместите раму в проем. Согните язычки верхнего зажима на нижней стороне вокруг дверной стойки, чтобы рама не выпала из проема. Если дверные шпильки закреплены внизу, открутите эти винты. Установите раму в окончательное положение в проеме, проверив рулеткой, чтобы убедиться, что зазор для гипсокартона одинаковый с каждой стороны стойки.Обратите внимание на «прямоугольность» каркаса со стеной. Вы же не хотите, чтобы рама перекручивалась в проеме. Нарисуйте карандашом линию на полу вокруг основания высокой стороны рамы. Это служит ориентиром, если рама начинает дрейфовать, когда вы запускаете перфоратор. Сдвиньте шпильки на высокой стороне отверстия в сторону и просверлите первое отверстие. Бросьте якорь в это отверстие, прежде чем просверлить второе отверстие с этой стороны. Это помогает удерживать раму на месте во время сверления. Установив оба анкера на место, проверьте положение рамы по отметкам карандаша, надавите или потяните до окончательного совмещения и опустите штифты.Переместите нижний дверной зажим с этой стороны вниз примерно на 18 дюймов над полом. Сдвиньте дверную стойку и снова закрепите ее. Выровняйте раму равномерно на стойке и оберните язычки дверного зажима вокруг стойки. Не привинчивайте их еще нет.
Теперь, когда основание верхней стороны надежно закреплено, удалите все временные распорки (которые, как известно, являются неточными), опустите точный распределитель в отверстие и защелкните 2-футовый магнитный уровень на головке рамы. Прокладывайте подкладку под основанием нижней стороны, пока ваш уровень не станет идеальным.Сделайте это правильно, так как вешалки для гипсокартона не смогут это исправить. Какой материал прокладки вы будете использовать, зависит от вас. Некоторые используют шайбы. Я предпочитаю разрезать гусеницы и забивать их плоскими молотками. Если есть какое-либо сжатие в материале прокладки, учитывайте это при выравнивании головки (поднимите пузырек немного выше уровня). Если пол сильно неровный (а такое случается), убедитесь, что ваши застежки достаточно длинные, чтобы пройти через прокладки и хорошо «вгрызться» в пол. Заправьте нижнюю боковую раму в расширитель, совместите со стеной, отметьте карандашом пол и просверлите первое отверстие.(Вы можете удалить свой уровень перед сверлением, так как они имеют тенденцию падать на вашу голову из-за вибрации!) Закрепите эту сторону, как и раньше, сдвинув дверную шпильку и обернув язычки зажима. Теперь голова кадра должна быть выровнена; это следует перепроверить.
Зафиксируйте более длинный уровень на петлевой стороне рамы. Я стараюсь всегда фиксировать его в одном и том же месте (высоко и плотно до упора), чтобы уменьшить количество переменных. У вас должна получиться аккуратно подтолкнуть раму к отвесу.При наличии отвеса косяка и уровня головы обрамляющий квадрат должен плотно прилегать к верхнему углу рамы без зазоров. Если по какой-то причине косяки должны пройти далеко, чтобы они были отвесными и квадратными, дверные шпильки можно отстегнуть и переместить, чтобы облегчить это. Убедившись, что косяки почти ровные, прикрутите выступы к шпилькам. Окончательная установка косяка ложится на вешалки для гипсокартона.
Один из альтернативных методов крепления дверных зажимов — отрезать язычки и вкрутить ремень шпильки в заднюю часть зажима.Это помогает вешалкам не сломать доску, когда они заправляются в рамы. Это не так быстро для установщика дверной коробки и иногда невозможно из-за отсутствия доступа, но это заслуживает внимания, потому что это предотвращает головную боль для подвесов и отделки. Для этого метода необходимо использовать саморезы, которые имеют тенденцию «гулять». Прокладки или зажимы для гипсокартона должны использоваться для удержания зажимов на стойке во избежание смещения.
Установка сварных пустотелых металлических дверных коробок — довольно простой процесс.Основные шаги, описанные выше, дают хорошие результаты в различных условиях. Удачи и удачного кадрирования.
Что такое сварная (СУА) рама?
Разрешение:Сварные рамы (SUA): Сварные рамы спроектированы, изготовлены и поставляются либо с квадратными углами с надрезом, либо с углами (пилой или штампом), и могут иметь, а могут и не иметь соединительных лапок и пазов. Эти каркасные конструкции должны быть сварены (на заводе или у дистрибьютора) перед установкой.Термин SUA (Setup and Arc Welded) является аббревиатурой Steelcraft и взаимозаменяем со сваркой. Серии рам, которые доступны как сварные:
- F и серии FN
- FE и серии DE
- Серия MU
- Отметки высоты
Торцевой шов по сравнению с полнопрофильным сварным швом:
- Лицевая сварка: Стык между головкой и поверхностями откоса должен быть полностью сварен дуговой сваркой по всей их длине как внутри, так и снаружи.Остальные элементы профиля рамы — софит, упоры, прорези — не привариваются.
- Сварной полный профиль: (также указывается как Полностью сварной или Непрерывно сварной ) Стыки между всеми элементами профилей головки и откоса, т. Е. Софит, упоры, салазки, поверхности и возврат, должны быть полностью сварены дуговой сваркой. . Торцы и обратки могут быть сварены дуговой сваркой как изнутри, так и снаружи, все остальные элементы каркаса должны быть сварены изнутри.
Назначение сварных рам: Сварка (SUA) под углом рамы является вариантом конструкции и выполняется, когда это указано архитектором или дистрибьютором, или когда рама не может быть поставлена на заводе как KD.
Сварка (SUA) под углом рамы обычно указывается по одной из следующих причин:
- Косметически заполняет стыки между углами косяков и головкой
- Обеспечить квадратную форму рамы во время установки
- Чтобы избежать сварки на стройплощадке
- Для обеспечения правильной сборки рамы перед установкой
ОТКАЗ ОТ ОТВЕТСТВЕННОСТИ:
ИНФОРМАЦИЯ, ПРЕДОСТАВЛЯЕМАЯ НА ЭТОМ САЙТЕ, ПРЕДОСТАВЛЯЕТСЯ ВАМ КАК ЕСТЬ, БЕЗ КАКИХ-ЛИБО ЯВНЫХ ЗАЯВЛЕНИЙ ИЛИ ГАРАНТИЙ, И МЫ НЕ ДЕЛАЕМ НИКАКИХ ЗАЯВЛЕНИЙ ИЛИ ГАРАНТИЙ, ЧТО ЭТО САЙТ (ИЛИ ЛЮБАЯ ИНФОРМАЦИЯ, ПРЕДОСТАВЛЯЕМАЯ В ОТВЕТ НА ВАШЕМУ ОТВЕТУ) ИЛИ БЕЗ ОШИБОК.
ВЫ СОГЛАШАЕТЕСЬ, ЧТО ВЫ ДОЛЖНЫ ОЦЕНИТЬ ВСЮ ИНФОРМАЦИЮ И ОТВЕТЫ, И ЧТО ВЫ НЕСЕТЕ ВСЕ РИСКИ, СВЯЗАННЫЕ С ИСПОЛЬЗОВАНИЕМ ДАННОГО САЙТА, ВКЛЮЧАЯ ЛЮБУЮ НАДЕЖНОСТЬ НА ТОЧНОСТЬ, ПОЛНОСТЬЮ ИЛИ ПОЛЕЗНОСТЬ ЛЮБОЙ ИНФОРМАЦИИ ИЛИ ДОСТУПНЫХ МАТЕРИАЛОВ.
Эффективный и мощный четырехугольный автомат для сварки окон из ПВХ
Alibaba.com предлагает широкий выбор надежных, эффективных и модернизированных. четырехугольный автомат для сварки окон из ПВХ для всех видов сварки.Эти. четырехугольный автомат для сварки окон из ПВХ широко используется в коммерческом и промышленном секторах благодаря своим обширным возможностям и превосходной точности, удовлетворяя все виды требований. Эти машины сертифицированы и испытаны группами строгого контроля качества и уполномоченными регулирующими органами, чтобы гарантировать оптимальную производительность продуктов. Покупайте эти продукты в проверенных и надежных магазинах. четырехугольный автомат для сварки окон из ПВХ продавцов и поставщиков на сайте.Блестящий и качественный. четырехугольный автоматический сварочный аппарат для окон из ПВХ , доступный на объекте, изготовлен из материалов, обладающих высокой производительностью и экологичностью. Эти устройства прочны благодаря своему материалу и могут выдерживать грубое обращение, ежедневное использование или любые другие внешние воздействия. Эти. четырехугольный автомат для сварки окон из ПВХ доступен как в полуавтоматическом, так и в автоматическом вариантах, в зависимости от ваших требований и моделей.Объединение основных технологий в один продукт — эти. четырехугольный автомат для сварки окон из ПВХ предлагает более высокую степень автоматизации.
На Alibaba.com вы можете выбирать из различных вариантов. четырехугольный автомат для сварки окон из ПВХ доступен в различных формах, размерах, цветах, характеристиках и мощностях в зависимости от выбранной модели. Эти выдающиеся. четырехугольный автомат для сварки окон из ПВХ сертифицированы и оснащены мощными ультразвуковыми рогами.Компактные размеры вместе с защитными каркасами делают это. четырехугольный автомат для сварки окон из ПВХ идеален для коммерческого использования и предлагает лучшую универсальность.
Alibaba.com предлагает полную линейку доменов. четырехугольный автомат для сварки окон из ПВХ вариантов, которые могут соответствовать вашим требованиям и бюджету, чтобы сэкономить ваши деньги. Эти продукты имеют сертификаты ISO, CE, SGS для лучшего обеспечения качества. Вы можете размещать OEM-заказы вместе с индивидуальной упаковкой, приобретая их оптом.
|
Полые металлические каркасы с термическим разделением
РАМКИ ДЛЯ КЛАДКИ ТЕПЛОВЫХ РАЗРЫВОВ СЕРИИFT
Трехсторонние рамы и фасады серииFT разработаны с учетом требований для легких и максимальных нагрузок как в коммерческих, так и в институциональных зданиях.Хотя наиболее распространенным применением является проем для наружной кладки, эти рамы устанавливаются как внутри, так и снаружи, а также практически во всех типах зданий и стеновых конструкций.
Рамы серии FT должны устанавливаться как часть последовательности обрамления стен. Они могут быть указаны и поставлены как KD (разборные) для сборки на месте перед установкой или сварены для установки как единое целое.
ОСОБЕННОСТИ И ПРЕИМУЩЕСТВА
Прочность, долговечность и простота установки- Доступны трехсторонние рамы, а также возвышения для поддержки заимствованных огней, габаритных огней и фрамуг
- Thermal Break: разделение рамы вдоль упора снижает передачу внешнего тепла или холода в ваше здание.Рамы FT обеспечивают на 95% лучшее сопротивление теплопроводности по сравнению с рамами без термического разрыва
- Более низкие тепловые затраты и повышенный комфорт
- Компоненты Jamb и Head собираются на заводе, с 3-сторонними рамками, поставляемыми KD, или приваренными торцевой сваркой
- Использует отожженную оцинкованную сталь А-60
- Рама и приварные анкеры специально разработаны для обеспечения полного термического разрыва.
- Термический сепаратор FT: Этот прочный полимерный экструзионный материал обеспечивает более надежный барьер с течением времени и более долговечен в условиях замерзания по сравнению с традиционными виниловыми сепараторами
- Угловые соединения со скосом: Угловое соединение со скосом в головке и косяке обеспечивает красивое, плотное и закрытое соединение со скосом.Угловой шов имеет четыре угловых выступа со скрытым соединением, исключающим необходимость непрерывной профильной сварки.
- Запатентованная универсальная подготовка петель позволяет легко переоборудовать в полевых условиях петли со стандартным весом 0,134 дюйма (3,3 мм) на тяжелые петли толщиной 0,180 дюйма (4,7 мм).
Превосходит отраслевые стандарты
- Steelcraft сертифицирована SDI посредством регулярных аудитов, чтобы гарантировать производство, производительность и стандарты качества, установленные Институтом стальных дверей
- Общая конструкция рамы превышает ANSI A250.8-2017 (SDI-100), стандарт, установленный SDI, определяющий размеры, дизайн, материалы, конструкцию, отделку и характеристики для стандартных коммерческих стальных дверей и рам
- Рамы протестированы в соответствии с ASTM C1363 на тепловые характеристики
- Подготовка оборудования и усиление соответствуют ANSI A250.6-2003, а местоположения соответствуют ANSI / DHI A115, если не указано иное
- Наносимая на заводе запеченная грунтовка, ингибирующая ржавчину, соответствует требованиям ANSI A250.