Советы по сварке полипропиленовых труб
Мы закончили монтаж своего водопровода из полипропилена, а также провели наглядные натурные испытания на прочность и качество сварки. Теперь можем, исходя из своего практического опыта, давать советы по сварке полипропиленовых труб своими руками, как не допустить ошибок в данной технологии и подробно описать все этапы работ по самостоятельному монтажу водопровода из полипропилена.
Как и зачем размечать полипропиленовые трубы перед сваркой
Первый вопрос, который появляется перед нами: сколько нужно отрезать от трубы. чтобы верно спаять первый же участок? Ведь в конце концов отрезок трубы уменьшится на расстояние сварки. Для этого смотрим в инструкцию или измеряем парную насадку на инструменте. Для разного диаметра труб это расстояние разное. Например, в нашем случае, для 20 мм трубы это расстояние 14,5 мм, для трубы 32 мм – 18 мм соответственно.
Далее перед сваркой каждой детали полипропиленового водопровода непременно наносилась разметка.
Возможные погрешности при сварке полипропиленовых труб
Во время монтажа своего водопровода мы столкнулись с несколькими проблемами, которые к счастью оказались не такими уж серьезными, тем не менее написать о них нужно. Первая беда – неперпендикулярные соединения. С механической точки зрения, неидеальная стыковка под 90 градусов не влияет на надежность сварки. Это скорее вызывает некоторое неудобство при стыковке протяженных участков и эстетически смотрится не аккуратно. Но нам все равно закрывать всю эту красоту декоративными коробами из гипсокартона, поэтому просто признаем, что без опыта ровно не получится. С этим можно бороться большим число повторений или просто смириться.
Второй камень преткновения – внешний вид соединения труба-фитинг. В интернете все спорят о том, сколько слоев наплывающего пластика должно быть в месте соединения фитинга и трубы: один или два. Одни считают наличие таких колец критерием качественной сварки, другие, напротив, видят в «двойном подбородке» из выпирающей полипропиленовой массы непрофессионализм.
Ответственно могу заявить, что на качество сварки это ни как не влияет – все эти кольца, валики и прочие аномалии, лишь побочное косметическое проявление. Один или два слоя выпучится наружу, значения не имеет – труба от этого в месте соединения не развалится. И у меня, первое время, всегда получалось по-разному, но потом я нащупал секрет получения одного слоя. Все просто: один слой снимается с трубы, другой выдавливается из фитинга – получаем два не всегда ровных кольца.
Чтобы получить эстетически красивое соединение с минимумом излишков полипропиленовой массы предлагаю сделать следующим образом. Перед нагревом, проставить на трубе помимо основной еще одну метку.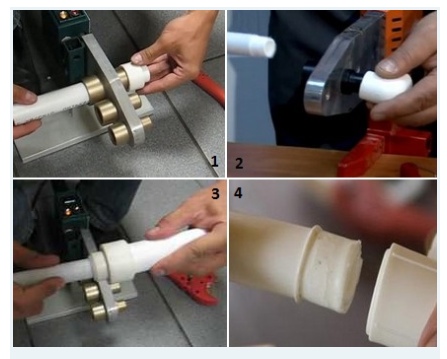
Наш коллектор непростой: мало того, что применяются переходные или редукционные тройники, конструкция растянута в нише между помещениями. То есть для выполнения монтажа с инструментом ни как не подлезть. Поэтому решено выполнять монтаж крупно узловыми участками, а потом стыковать в удобном месте. Особенность нашего коллектора еще и в том, что нужно учесть горизонтальные отводы для запитывания потребителей в разных помещениях.
Не обойтись при монтаже без фиксации конструкции. Для полипропилена существуют замечательные пластиковые держатели, в которые трубы легко защелкиваются. Так как наша конструкция очень не простая, приходилось по нескольку раз примеряться. Самыми неудобными для монтажа стали места установки фильтров для воды. С одной стороны оба фильтра нужно надежно закрепить, а с другой обеспечить легкий доступ для обслуживания. Так как не хватает расстояния для установки двух фильтров, кран для слива пришлось установить через угольник.
Ошибки при монтаже полипропиленовых труб
Вблизи конечных потребителей воды трубы заканчиваются муфтами с наружной резьбой. Это правило действует везде, кроме смесителя для ванной, так как тут требуются муфты с внутренней резьбой. Затем накручивается эксцентрик и устанавливается смеситель. Перед закупкой фитингов для ванной, я посмотрел, как сделали у соседей наемные сантехники, и купил оконечные муфты с наружной резьбой. Это была политическая ошибка, которую придется исправлять с помощью муфты (футорки).
Это была политическая ошибка, которую придется исправлять с помощью муфты (футорки).
Вдоль стен в наших санузлах запланированы короба, прикрывающие трубы. Как видно на фотографии, фитинг с резьбой выбран угловой, чтобы уменьшить число соединений. Ведь чем меньше швов, тем пропорционально меньше вероятность того, что они в один прекрасный день они разойдутся. Вот по примеру стенда в магазине и совершалась закупка фитингов. На практике монтаж полипропилена не составил труда, однако, при сооружении короба возникли проблемы. Слишком уж маленькое расстояние от трубы до резьбы оказывается после облицовки короба плиткой.
Во время соединения полипропиленовых труб с фитингом еще остается некоторое время для корректировки положения трубы относительно фитинга. Это время достаточно ограниченное всего пару секунд. Именно в тех случаях, когда монтажник увлечется вылавливанием миллиметров и перпендикуляров, может ухудшится прочность шва. Так что я настоятельно рекомендую сократить до минимума это время на исправление неточностей. Разогрел, вставил, подождал и все – никаких попыток «запрыгнуть в уходящий поезд». Как получилось – так получилось. Если получилось плохо – переделывайте весь кусок.
Разогрел, вставил, подождал и все – никаких попыток «запрыгнуть в уходящий поезд». Как получилось – так получилось. Если получилось плохо – переделывайте весь кусок.
Другой враг при сварке труб из пропилена – перегрев материала. Сварка полипропилена похожа на пайку меди свинцово-оловянным припоем, там тоже целое искусство найти нужные температуру и время взаимодействия материалов. Перегретый пластик меняет свои физико-химические свойства, а также, при перегреве, меняются геометрические размеры деталей и площадь соединения уменьшается. В результате чего надежность соединения падает. Самое неприятное, что последствия такого неаккуратного шва могут проявиться не сразу. Но самые опасные враги полипропилена – грязь, вода в месте соединения и поспешность во время монтажа. Так что при самостоятельном монтаже полипропиленовых труб следует трепетно поддерживать культуру труда.
Кроме организационных проблем и ошибок при проектировке, монтаж полипропиленовых труб не составит труда для любого человека. В наших силах повлиять и на температуру и на время соединения, так что нужна лишь внимательность и аккуратность.
В наших силах повлиять и на температуру и на время соединения, так что нужна лишь внимательность и аккуратность.
Пайка полипропиленовых труб в труднодоступных местах- Инструкция +Видео
Пластиковые трубы используются все чаще металлических, поскольку обладают неоспоримыми преимуществами, к которым относятся более длительный период эксплуатации – до 50 лет для полипропиленовых труб, а также высокие звукоизоляционные характеристики, стойкость к температурным скачкам, невысокая электро- и теплопроводность.ПВХ трубы популярны еще и потому, что очень прочны, надежны и просты в монтаже.
Первоначально такие изделия не паяли. Трубопроводы из полипропилена соединяли с помощью склеивания особыми клеями.
В некоторых странах мира трубы из полипропилена с малым диаметром, которые используют внутри помещений, и сегодня соединяют, склеивая.
Однако надежнее и проще такой метод крепления, как паяние. Из этой статьи вы узнаете, как паять полипропиленовые трубы своими руками.
А чтобы вы лучше понимали технологию работ, рекомендуем читать статьи и смотреть видео, как паять полипропиленовые трубы.
Содержание статьи:
Необходимые инструменты
Для паяльных работ потребуются:
- рулетка;
- ножницы, предназначенные для резки ПВХ труб;
- паяльник, предназначенный для труб из полимеров;
- строительный уровень.
Большая часть этих инструментов хорошо известна тем, кто когда-либо участвовал в строительных работах.
Поэтому если вы решили: паяем полипропиленовые трубы сами, вероятно, необходимые инструменты вам уже хорошо знакомы, или вы можете одолжить их у ваших друзей или коллег.
Если инструментов у вас еще нет, все их легко приобрести в магазине стройматериалов. Бывает затруднительно найти лишь подходящие ножницы и паяльник. Как правило, они приобретаются в комплекте.
Как паять полипропиленовые трубы с паяльником и без?
Конечно, этот инструмент должен быть в наличии, если вы собираетесь соединять ПВХ трубы.
Инструмент встречается в продаже в одной из двух модификаций по назначению:
- для труб с внешним диаметром 1,6-4 см;
- для труб с внешним диаметром 1,6-11 см.
Выбор паяльника
Пригодный для резки труб паяльник так же называют ручным сварочным аппаратом. Инструмент представляет собой нагревательный прибор, у которого есть подошва, оборудованная нагревательными элементами.
Как правило, она оснащается отверстиями разного диаметра, в которых фиксируются насадки для пайки. Паяльник оборудован температурным регулятором.
Также у него есть индикатор нагревания, удобная рукоятка и особая подставка. Последняя позволяет устанавливать прибор на ровной поверхности. Инструмент включается и выключается нажатием дополнительных выключателей.
Именно паяльник помогает ответить на вопрос, как паять полипропиленовые трубы для отопления или водопровода, как их соединять.
И если вы планируете собственноручно монтировать трубопровод, следует обзавестись этим аппаратом. Предназначенный для работ с полипропиленовыми трубами инструмент в зависимости от назначения бывает двух модификаций:
- для пвх труб диаметром 1,6-5 см с максимальной мощностью 650 Вт;
- для пвх труб диаметром 6,3-11 см с максимальной мощностью 1600 Вт.
Любой паяльник комплектуется парными насадками разного диаметра и подставкой.
Если вы еще не знаете, как паять полипропиленовые трубы в труднодоступных местах, присмотритесь внимательнее к насадкам паяльника.
Как правило, они позволяют выполнять сложные работы.
- Насадки паяльника покрывают антипригарным покрытием, похожим на покрытие, используемое в посуде.
- Поэтому инструменту требуется особые уход и очистка.
Рекомендации — как паять полипропиленовые трубы
Прежде чем приступать к паяльным работам, следует внимательно изучить технологию, необходимые инструкции, научиться пользоваться паяльником, чтобы снизить риски неисправимых ошибок.
При пайке труб необходимо помнить, что это часть пайки трубопровода, поэтому работы следует начинать с их наиболее сложного шага – разметки.
Именно разметка подскажет, как ровно паять полипропиленовые трубы. Хорошо, когда разметку выполняет специалист, знакомый с чертежами трубопроводной системы, и представляющий реализацию чертежей.
Резка труб
Прежде чем отрезать трубы, меряют интервал между фитингами и к полученному расстоянию прибавляют 3 см. После этого аккуратно, под прямым углом режут трубу специальными ножницами.
На трубу надевают фитинги, маркером отмечая на ней глубину, тем самым нанося на изделие поперечную отметку. А продольная даст возможность состыковать трубопроводные элементы по осям.
Пайка полипропиленовых труб
Сначала следует включить паяльник и в его отверстие вставить насадку нужного диаметра. Используя терморегулятор, необходимо установить оптимальную температуру пайки.
При какой температуре нужно паять полипропиленовые трубы?
Рекомендуемая величина:
- 260°С – для полипропиленовых труб;
- 220°С – для полиэтиленовых.


Паяльник прогревают за 10-20 минут. О готовности к работе можно узнать по индикатору нагрева.
Далее на насадку паяльника в умеренном темпе надевают элемент трубопровода, который нужно нагреть. Его греют в течение необходимого по технологии времени и быстро снимают с насадки, придерживая паяльник, если это необходимо.
- Сколько паять полипропиленовые трубы? Как правило, полипропиленовая труба остывает секунд за 8-10, а значит, работать нужно довольно быстро. С помощью насадки за раз можно прогреть два элемента – параллельно по внешней и внутренней поверхности.
Нагретый элемент надевают на трубу, совмещая поперечные и продольные отметки. После этого убеждаются в качестве соединений. Важно, чтобы по внешнему виду паяльный шов был ровным.
Для качественного соединения лучше паять трубы в течение времени, указанного в технологических таблицах.
В ходе работ следует пользоваться защитными перчатками. Работать с полипропиленовыми трубами необходимо внимательно и терпеливо.
Работать с полипропиленовыми трубами необходимо внимательно и терпеливо.
Паяние труб несложный процесс, но весьма ответственный. Если вы хотите лучше понимать, как паять армированные полипропиленовые трубы, видео на этой странице поможет вам разобраться в технологии паяльных работ.
Соединение ПВХ труб с трубами из металлопластика
Как паять полипропиленовые трубы с алюминиевым слоем? Как их соединять? Можно ли паять полипропиленовые трубы разных производителей?
В случаях, когда возникают подобные вопросы, при паянии нужно использовать специальные переходники.
Одна их сторона крепится к металлу или металлопластику посредством резьбы, другая припаивается по стандартной технологии к пластику.
Разница в работах лишь в том, что на металле надо резать резьбу и следует уплотнять соединение вручную во избежание протечек. В качестве уплотнителя лучше всего использовать паклю или сантехническое лен-волокно. Этот материал доступен по цене и эффективно уплотняет соединение.
По той же технологии устанавливают переходники, на основе которых подключают смесители. Изделия внешне выглядят так, словно металлическую резьбу вплавили в полипропилен.
Как проверить соединение на течь
При завершении монтажных работ, связанных с организацией водопроводной системы, можно приступать к проверке качества трубопровода.
Для этого в него подают воду. Вентиль открывают на дом или квартиру, затем открывают краны смесителей в помещениях. Напор воды должен быть максимальным.
Прежде всего, ощупывают стыки, особенно внимательно наблюдая за резьбовыми соединениями.
Запаянные стыки протекают очень редко, если работы ведутся в соответствии с технологией и специалист хорошо знает, как правильно паять полипропиленовые трубы для отопления, водопровода, армированные стекловолокном или алюминием, большого диаметра или малого.
Но если у спаянных труб обнаруживают течь, воду перекрывают, а уязвимое соединение труб переделывают, предварительно срезав.
 Перед запаиванием трубы протирают насухо, чтобы не поломать паяльник и хорошо прогреть полипропилен.
Перед запаиванием трубы протирают насухо, чтобы не поломать паяльник и хорошо прогреть полипропилен.Если течь обнаруживается у резьбового соединения, его можно аккуратно подтянуть ключом, чтобы резьба не сорвалась.
Другой вариант — усилить уплотнение. Но в последнем случае нужно перекрывать воду и раскручивать соединение.
Теперь вы знаете больше о том, как паять полипропиленовые трубы паяльником, какие инструменты выбрать для монтажных работ и как правильно пользоваться паяльником.
Следуйте рекомендациями опытных специалистов при создании трубопровода, обустраивая его самостоятельно, или обращайтесь за монтажными услугами к профессионалам.
Пайка полипропиленовых труб своими руками (видео)
Монтаж полипропиленового водопровода в квартире производится с помощью сварочного аппарата (паяльник) с насадками различного диаметра и ножниц для резки труб (труборез).
полипропиленовые трубы и фитинги
9 обязательных правил при монтаже разводки из этого материала:
- Поверхности сварочного аппарата (паяльника) и насадок имеют тефлоновое покрытие, в процессе эксплуатации оберегайте их от царапин, ударов.
- Материал и оборудование, если внесёны с мороза, выдержать до комнатной температуры, только после этого приступайте к работе — это обязательное условие.
- Труба и фитинги должны быть чистыми и сухими (при необходимости обезжирить или протереть ветошью).
- Срез необходимо делать перпендикулярно оси трубы.
- На паяльнике выставляете температуру равную 280 градусов, как погаснут контрольные лампы можно приступать к спаиванию.
- Труба вставляется во внутреннюю сторону насадки, а фитинг на наружную. Лёгким усилием, ровно, плавно насадить. На трубе появится характерный валик, во избежание заужения давление прекратить, выдержать рекомендуемое данному диаметру трубы время, снять и соединить друг с другом, плавно вводя трубу в фитинг. Ни в коем случае не вращать. Выровнять. Я ещё и наплыв приминаю (красивее получается).
- Момент, когда снял с насадки и соединил между собой, называется технологическая пауза. Она должна быть, как можно короче. Повторюсь, если по оси, соединил не ровно — не вращать! Лучше перепаять затратив другой фитинг, иначе будет протечка. Выдержать пока, так сказать «схватится». Существует руководство, которого необходимо придерживаться, в нём указаны: глубина варки, время нагрева, время соединения и остывания. Для труб разного диаметра эти параметры различны. Поставляется сие руководство в комплекте со сварочным аппаратом.
- На разогретые поверхности ни в коем случае не допустимо попадание воды, попадёт хоть капля — будет протечка. Бывает попадают ворсинки льна, но из-за короткой технологической паузы возможности их убрать нет времени, как ни странно протечки по стыку нет, но желательно это не допускать, кто знает, как это место поведёт себя лет через десять.
- Во время монтажа будьте внимательны: даже самое лёгкое прикосновение открытым участком кожи к паяльнику, даёт серьёзный ожог. При монтаже ни в коем случае не допустимо, по этой причине присутствие детей.
 Ни в коем случае не вращать. Выровнять. Я ещё и наплыв приминаю (красивее получается).
Ни в коем случае не вращать. Выровнять. Я ещё и наплыв приминаю (красивее получается).
При соблюдении этих рекомендаций, успех обеспечен.
На фото паяльник, которым пользуюсь. Стоимость его не велика, а деньги затраченные на его приобретение перекрыл с лихвой.
паяльник и труборез
Посмотрите, как я сделал разводку в этом видео:
В рамках статьи всего не опишешь.
Подробный процесс по монтажу водопровода можно прочесть в моей электронной книге, она бесплатна, необходимо лишь ввести данные своей электронной почты. Уверен, книга — достойное пособие по этой работе, и не важно из какого материала.
Заинтересовавшемуся этой статьёй, не лишним будет знать:
А так ли прост монтаж полипропиленовых труб (видео)?
Надёжные краны для водопровода.
Надёжный электроинструмент для монтажа.
Если возникли какие вопросы, или есть дополнения прошу в комментарии. Гостям блога рекомендую подписаться на получение анонсов статей себе на почту, форма откроется при прокрутке страницы вниз.
А у меня на этом сегодня всё, успехов в монтаже, с уважением Андрей.
Если информация будет полезна друзьям, клик по иконке соцсети.
Поделиться с друзьями в сети:
1
Похожие статьи
Как паять полипропиленовые трубы в труднодоступных местах
На чтение 5 мин. Просмотров 1.7k. Опубликовано Обновлено
Многим кажется, что ремонтировать конструкции из полипропилена – это несложно. Но так происходит ровно до тех пор, пока ремонт и пайку полипропиленовых труб не потребуется провести в труднодоступных местах. Набор инструментов и знаний позволят решить эту задачу.
Как ремонтировать полипропилен в труднодоступных местах
Понадобится паяльник, или как его еще называют утюг с насадками. Существует мнение, что при ремонте трубопровода в труднодоступном месте снимается весь узел. Но можно заменить именно ту часть, которая имеет повреждения.
Работы с ПП не такие сложные, как кажется на первый взгляд. Но проблемы возникают, когда пайка труб происходит в труднодоступных местах. В них нет достаточного пространства. Здесь прибегают к различным хитростям.
- Поверхность необходимо обезжирить. Сделать это можно раствором. Тряпкой или салфеткой такой раствор наносится на поверхность. Затем, когда он подсыхает, можно переходить к следующим действиям.
- Паяльник необходимо разогреть заранее. Рабочая температура составляет 260 градусов. Хорошие приборы, которые дорого стоят, очень быстро достигают такой температуры. Буквально за пять минут. Более экономичным моделям паяльников на этот процесс понадобится 10-15 минут. Перед разогревом устанавливают насадки.
- Когда инструмент разогрет, вставляется конец трубопровода и фитинга одновременно в насадки. После нагрева происходит их стыковка. Какое-то время нужно подождать, чтобы все «схватилось».
- Таким же образом спаиваем все остальное. Бывают ситуации, когда нет возможности нагреть оба края одновременно. Тогда берем внутренний фитинг, и нагреваем его подольше.
 Сделать это можно раствором. Тряпкой или салфеткой такой раствор наносится на поверхность. Затем, когда он подсыхает, можно переходить к следующим действиям.
Сделать это можно раствором. Тряпкой или салфеткой такой раствор наносится на поверхность. Затем, когда он подсыхает, можно переходить к следующим действиям.Бывает так, что необходимо заменить участок повреждения. Тогда его предварительно вырезают секаторами ножницами. Сделать это можно следующим образом:
- Перекрывается вода, которая подается на поврежденную территорию. Кран для перекрытия всегда есть. А в современных системах водоснабжения перекрывается каждый участок.
- Секаторами ровно, под углом 90 градусов срезаются повреждения.
Технология пайки электро муфтой
Способ применим для конструкций, диаметр которых начинается от 20 мм и выше. Перед началом проводятся подготовительные работы. Затем поверхность зачищается от жира и грязи и происходит непосредственно сварка.
Весь процесс состоит из этапов:
- Проверка оборудования. Перед началом работы проверяется исправность, чтобы неисправности не обнаружились во время сварочных работ.
- Подготовить все инструменты и рабочую площадь.
- Ровно отрезать концы. Обрезка концов трубопровода должна производиться строго под углом 90%.
- Свариваемые края трубопроводов должны быть обезжирены. Сделать это можно с помощью влажных безворсовых салфеток, уайт-спирита, растворителя. Перед свариванием необходимо дождаться пока обезжиривающее вещество испарится. Удалить необходимо и лишний оксидный слой, снять необходимые фаски.
- При сильной деформации, убирается овальность с краев. Делается это гидравлическими зажимами.
- Детали зажимаются в позиционере. Это придает им устойчивость. При охлаждении движение исключено, значит, обеспечено ровная спайка друг с другом.
- Сварка электро муфтой.
- Охлаждение сваренного.
- Снятие всех креплений и протирка от грязи. Возможно зачистка торчащих частей материала.
Переходная муфта американка
Придуманный в США классический фитинг с гайкой называется «американка». У него есть много преимуществ. Главное из них это, что для работы с ним не требуется много пространства. Поэтому на сложных участках при работе с полипропиленовой трубой используйте американку.
Какие у нее преимущества перед другими?
- Легко устанавливается, снимается, можно оперативно с ее помощью перекрывать участки для частичной замены.
- Обеспечивает хорошую герметичность.
- Возможна установка таких фитингов в труднодоступных местах.
У американок много разновидностей, они отличаются не только размером. Бывают фитинги с наружной, внутренней резьбой, смешанные. Могут быть изготовлены американки из разного материала. Такие изделия делаются из латуни, стали, других металлов. В одном изделии могут применяться разные металлы.
Изделия по назначению могут отличаться. Бывают муфты представляющие собой двухсторонний фитинг. Изготавливают тройники, крестовины, заглушки, переходники разного диаметра.
Как устранить протечку труб самостоятельно
При обнаружении протечки многие пытаются выполнить самостоятельный ремонт этой протечки полипропиленовой трубы. В основном возникают неисправности следующего характера:
- Износ прокладок. В результате появляется течь. Замена прокладки помогает ее устранению.
- Нарушение герметичности. Если соединение резьбовое, то самостоятельно заменить его будет несложно. Достаточно приобрести в магазине сантехники такую же деталь и поменять ее.
- Спайка узла на весу – В этом случае можно применить такой нехитрый прием: нагреть паяльник, отсоединить насадку, с помощью разводного ключа горячую насадку одеть на трубу. Далее снять насадку и произвести соединения.
- Установка готового спаянного узла – Бывает что нужно спаять узел на месте нет возможности, и тогда спаиваем требуемую деталь. А уже после заменяем им повреждённый участок трубы.
Труба под напором
Иногда требуется устранить течь полипропиленовой трубы под давлением воды. Не всегда будет возможность перекрыть подачу воды. Итак, чиним стык ПП в водопроводной или отопительной системе под напором. Есть несколько способов. Сначала следует указать наиболее эффективные.
- Установка хомута. На повреждения накладывается резиновое уплотнение и стягивается хомутами.
- Специальный клей. Современные технологии помогают в решение этой проблемы. Клей быстро схватывается, если есть возможность, можно им воспользоваться.
- Небольшие течи устраняют вкручиванием самореза с резиновой прокладкой.
- Бинт, пропитанный цементом, накладывается на повреждения. Сверху все замазывается раствором. Подойдет такой способ для устранения небольшой течи.
Труба без напора
Для ремонта без напора воды, может потребоваться замена. Делается это путем установки резьбовым соединением нового механизма, либо пайкой. При спаивании их концы и поверхности насадок обрабатываются обезжиривателем.
После того, как обнаружилась течь, вода перекрывается. В современных системах водоснабжения есть возможность перекрывать отдельные участки. Далее ремонтируем стык в безнапорной системе.
- Отсоединяем повреждения.
- Если можно заменить в нем какую-то деталь, это будет идеальный вариант, меняем.
- При невозможности замены приобретается и собирается другая.
- Затем монтируем уже исправленное.
Современные технологии позволяют смонтировать сложные и гибкие в использовании системы водоснабжения. И если раньше ими занимались только специалисты, то сейчас азы доступны любому непосвященному человеку. Ведь процесс такой сборки и ремонта со временем автоматизируется.
Как соединять полипропиленовые трубы — два способа и этапы работ
Полипропиленовые трубы намного удобнее и практичней своих металлических собратьев. Их основные достоинства:
- легкий монтаж;
- не большой вес;
- не подвержены коррозии;
- не дорогие.
Благодаря своим преимуществам, они становятся все более популярными.
Как соединить полипропиленовые трубы
Еще одним важным преимуществом этого материала является то, что для монтажа не требуется ни кого нанимать, все можно сделать своими руками. Поэтому, если Вам необходимо заменить старый протекающий водопровод можете смело приступать к работе. Соединить полипропилен можно с помощью спайки или же применяя холодный метод.
1 способ – спаивание
Этот способ подразумевает наличие специального сварочного аппарата, который у специалистов именутся «утюг». Утюг — это своеобразный паяльник работающий от электричества. В комплекте с ним идут насадки разного диаметра.
Если Вы не собираетесь профессионально заниматься монтажом водопровода, такой прибор покупать не обязательно. Его можно взять в прокат, обычно все продавцы предоставляют такую услугу. Процесс спаивания полипропиленовых труб не сложный.
Видео: Как правильно паять трубы своими руками
Технология пайки
Соединяются изделия из полипропилена под воздействием высокой температуры. Сама труба должна нагреваться с внешней стороны, а все соединительные элементы с внутренней. Таким образом получается прочное соединение.
Этапы спаивания
- Включаем паяльник, он должен разогреться до 270 гр С. Пока происходит нагрев можно нарезать нужные заготовки и зачистить. Для удобства можно сделать пометки, которые покажут на какую глубину погружать их в сварочный аппарат. Отрезают их специальным труборезом или обычной ножовкой по металлу. Если нарезка производится ножовкой, следует обратить внимание на заусеницы и если они остаются, их необходимо срезать ножом.
- После того как паяльник нагрелся до необходимой температуры, на его насадки вставляем трубу и соединительные элементы. Для качественной спайки все элементы должны вставляться ровно. Движения должны быть быстрыми и уверенными. Детали которые подвергаются нагреванию нельзя сдвигать и крутить.
- Когда все элементы хорошо нагрелись, их снимают с паяльника и производят соединение друг с другом. Это также делается быстрыми и уверенными движениями. Детали соединяются с легким нажимом (без вращения) и фиксацией 10-15 секунд.
- После этой процедуры можно переходить к спаиванию следующего узла и так до победного конца, когда водопровод будет полностью спаян.
Нагретый полипропилен быстро остывает, при этом образуется прочное и надежное соединение. Буквально через час в систему можно подавать воду.
2 способ – без пайки
Это способ соединения, для которого не требуется наличие паяльного оборудования. При этом способе есть два варианта: соединение компрессионными фитингами и так называемая «холодная сварка».
Для варианта с компрессионными фитингами понадобится только специальный обжимной ключ. Этот ключ обычно продается в комплекте с фитингами.
Если вы остановитесь на варианте — «холодная сварка», тогда понадобится специальный «агрессивный» клей. Его наносят на детали, после чего соединяют их и прижимают, зафиксировав в таком положении на несколько секунд.
Соединение полипропиленовых труб с помощью клея подходит только для водопровода с холодной водой. Соединение полипропиленовых труб без спайки имеет большой недостаток, а именно — по сравнению с пайкой, время на монтаж трубопровода требуется существенно больше.
В заключение хочется сказать, что в самостоятельном соединении полипропиленовых труб нет ничего сложного. Как и в большинстве других строительных работах, от вас потребуется добросовестное и четкое выполнение всех технологических норм.
Тогда процесс соединения полипропиленовых труб будет выполнен быстро и главное качественно. А качество выполненной работы является залогом долговечной и надежной работы систем водоснабжения и отопления.
Посмотрите видео: Как правильно паять полипропиленовые трубы своими руками
Как правильно отрезать и паять полипропиленовые трубы самостоятельно
В строительстве, а именно в построение различных типов водопровода, все чаще используют трубы из полипропилена (ПП трубы). Это обусловлено тем, что данный материал имеет массу преимуществ, он не окисляется, способен прожить 50-70 лет, с ним легко работать и так далее. К тому же пайка полипропиленовых труб проходит гораздо проще, чем сварка их предшественников из металла и каждый желающий выполнит всю работу в домашних условиях самостоятельно, даже не имея специальных навыков. Сейчас мы рассмотрим процесс работы с данным материалом, поговорим о его свойствах, обсудим инструмент, необходимый для проведения работ и рассмотрим, как паять полипропиленовые трубы своими руками.
Наглядная инструкция для работы с полипропиленовыми трубами
Общие свойства труб из полипропилена
Стоит сказать, что полипропилен — синтетический материал, обладающий яркими положительными свойствами. Это маленький вес, высокая эластичность, термостойкость и нулевая восприимчивость коррозии, что очень важно для водопровода. Данный материал, это разновидность пластмассы, но с низкой плотностью, благодаря этому он такой легкий.
Паять полипропиленовые трубы легко, имея минимум инструмента, о котором мы поговорим дальше, а также фитинги (специальные мелкие детали разной формы, сделанные из полипропилена), которые выступают в роли соединителей.
Если говорить об основных преимуществах полипропиленовых материалов подробнее, то ярко выделяются следующие пункты:
- Долговечность — срок эксплуатации такой полости, если через нее подается холодная вода, составляет 50-60 лет, в случае с горячей водой – 30-40 лет. Эти показатели гораздо выше, чем у всевозможных аналогов.
- Эластичность — полости из полипропилена обладают выраженными эластичными свойствами. Это значит, что такой материал хорошо реагирует на сжатие и расширение ввиду изменения температуры воды внутри водопровода, а при монтаже, снижается риск испортить трубу, т.к. она хорошо гнется.
- Легкость — этот материал мало весит, особенно это заметно в сравнении с металлопластиковыми трубами и тем более — стальными.
- Простота монтажа — как уже упоминалось выше, спайка труб из полипропилена, это настолько легко, что с этим справится даже человек, не имевший ранее никакого опыта работы с сантехникой и подобными материалами.
Термостойкость
Помимо общих характеристик водонапорных материалов из полипропилена стоит знать еще один фактор — термостойкость. Дело в том, что полипропилен, это разновидностью пластика и существует температурный предел внутри системы, при котором участок повреждается или плавится.
Аппарат для сварки полипропиленовых труб Elitech СПТ 800 самый доступный на рынке
Максимальная рабочая температура ПП труб — 140 градусов Цельсия. Это значит, что если вода слишком горячая, существует риск нарушения целостности материала и даже спайка полипропиленовых труб (место соединения) может не выдержать.
Но при создании обсуждаемых труб, им присваивается своя маркировка, которая свидетельствует о конкретных свойствах, таких как: термостойкость, толщина стенок, допустимое давление в системе и области применения. Таким образом, выделяется два распространенных маркера:
- PN 20 — популярнейший тип труб, выдерживает давление 20 атмосфер и температуру в 95 градусов Цельсия. Эти показатели позволяют применение в прокладке водопровода с использование горячей и холодной воды, но не в отопительных системах.
- PN 25 — этот тип ПП труб отлично подходит для прокладки отопления, так как с легкостью справляется с температурой 95 градусов и давление в 25 атмосфер. Такие показатели термостойкости и прочности достигаются благодаря частичному армированию, за счет этого материал не деформируется из-за перепадов температур.
Тепловое удлинение
Еще одно свойство полипропиленовых труб — способность удлиняться при повышении температуры внутри водопровода. Выглядит это как провисание длинных участков водопровода, или волнообразная деформация. По этим причина нужно правильно паять полипропиленовые трубы и крайне не рекомендуется делать длинные прямые участи в водопроводе, а использовать компенсаторы (вставка трубы в виде буквы «П»). Тогда при тепловом удлинении «ножки» компенсатора сблизятся, а труба не деформируется.
Пайка труб из полипропилена в горячих системах тоже подразумевает использования армированных материалов, это снизит риск теплового удлинения и деформации.
Трубы и фитинги из полипропилена для водоснабжения и отопления
Армирование
И последнее в свойствах полипропиленовых полостей, о чем стоит упомянуть — армированные материалы, ведь о них уже говорилось в тексте. Армировать трубы важно, ведь это подразумевает включение в их состав алюминиевой фольги или капроновых волокон, что увеличивает прочность, жесткость, термостойкость и сроки эксплуатации водопроводов, сделанных из данного материала.
Паять армированные полипропиленовые трубы просто как и обыкновенные, монтаж проводится с использованием того же инструмента, только температура плавления при скреплении участков водопровода фитингами отличается.
Требующийся инструмент
Итак, со свойствами полипропиленовых труб мы разобрались, рассмотрели классификацию данного материала, его преимущества над другими. Теперь поговорим об инструменте, который необходим, чтобы спаять полипропиленовые трубы и монтировать водопровод.
Первый и самый простой инструмент для сборки водопровода — ножницы. Но, речь идет не об обычных ножницах, а специальных, которыми нужно резать обсуждаемый материал. Этот инструмент еще называют труборезом. С его помощью можно отрезать трубу ровно, без шероховатостей, заусениц, тратя минимум усилий и времени.
Второй инструмент — паяльник, или как его еще называют — «утюг». Этот инструмент встречается в двух конфигурациях:
- Цилиндрический паяльник;
- Паяльник с мечевидным жалом.
Технологический процесс пайки труб из полипропилена
Больших отличий между ними нет, однако, паяльники с мечевидным наконечником брать разумнее, т.к. они быстрее нагреваются и равномернее распределяют температуру. Кстати, лучше выбирать «утюг» с возможностью регулирования нагрева, ведь четкая температура пайки полипропилена очень важна.
Цена у данного инструмента бывает разная, в зависимости от материалов, из которых изготовлен сварочный аппарат. Если насадки у «утюга» покрыты тефлоном, стоит дороже. Но и правильно паять полипропилен таким аппаратом куда проще, да и проблем возникших по неопытности, вы избежите.
При этом стоит обратить внимание на комплектацию паяльника, ведь в наборе прилагаются насадки разного диаметра, при помощи которых вы будете паять полипропилен. Обратите внимание на диметр водопроводных материалов и обязательно проверьте, чтобы в комплекте были необходимые вам насадки или насадка.
Если у вас нет возможности достать специальное оборудование, то можно спаять полипропиленовые трубы без паяльника, однако это требует определенной практики и процесс монтажа водопровода несколько усложнится.
Процесс пайки и монтажа
Когда мы учимся паять полипропиленовые трубы, делая это впервые, возникает масса вопросов о проведении монтажа. Давайте разберем некоторые нюансы данного мероприятия и в деталях обсудим ход работ.
Прежде чем приступить к работе, стоит учесть некоторые правила пайки полипропиленовых труб:
- Наметьте план проведения водопровода;
- Заранее нарежьте отрезки нужно длины, чтобы потом не отвлекаться на это;
- Температура паяльника для полипропиленовых труб составляет 260 градусов Цельсия, поэтому паяльник включите заранее, подождав 15-20 минут;
- Концы заготовленных отрезков будущего трубопровода и фитинги обработайте спиртом, чтобы обезжирить поверхность и повысить герметичность спайки;
- Сделайте пометки маркером, отступив от конца трубы 1,5-2 миллиметра, так проще спаивать полипропиленовые трубы, если вы новичок.
Разнообразные фитинги и переходники для работы с полипропиленовыми трубами
После завершения подготовки, можно смело приступать к последующей работе. Для скрепления отдельных участков водопровода, применяется фитинг: муфты, тройнички, уголки, краны и прочие, ими нужно запастись на этапе составления плана.
Итак, паять трубы из полипропилена нужно следующим образом, фитинг вставляется в насадку на паяльнике большего диаметр, трубка вставляется в меньшую насадку. После этого мысленно отсчитайте 20 секунд (за это время стыки размягчаться до нужного состояния) и соедините фитинг с трубой. Не стоит сразу отпускать стык, подержите 10 секунд, при этом выравнивая стык. На этом процесс окончен, смело беритесь за следующий участок. Так и проходит вся пайка пп труб, вплоть до окончания работы.
Пайка без паяльника
Сваривать полипропиленовые трубы без паяльника возможно. Лучший способ для этого — использование газовой горелки. Сложность работы в таком случае возрастает, но не слишком.
Тонкость заключается в том, чтобы поочередно нагревать внутреннюю часть фитинга, направляя струю пламени вовнутрь, а затем обжигать и конец трубки. После этого, как и с паяльником, вставляем трубку в фитинг и ждем некоторое время, выравнивая стык, пока он не затвердеет.
Совет: Будьте осторожны, при обжиге фитинга и трубы струей огня из горелки, полипропилен воспламеняется, так что тут главное не переусердствовать и обязательно работать в плотных перчатках.
В случае с горелкой, температура пайки полипропиленовых труб не изменяется, все те же 260 градусов Цельсия. Но помните, регулировать этот момент не получится, и действовать нужно правильно, так что лучше сначала потренироваться на обрезках.
ПОСМОТРЕТЬ ВИДЕО
Ремонт водопровода из полипропилена
Важно сказать, как поступать в ситуациях, когда водопровод из полипропилена нужно ремонтировать. Ремонт полипропиленовых труб в труднодоступных местах, проводится путем вырезания поврежденного участка и сшивания только фитингом. При этом в девяти случаях из десяти подлезть паяльником нельзя. В подобной ситуации отогните трубу и нагрейте сначала один участок, а затем другой, действуя последовательно. Не бойтесь применять силу в разумных пределах, так как полипропиленовый материал довольно гибок.
Говоря о ремонте, можно также клеить полипропилен специальными смесями или клеем, но такой стык менее надежен, лучше прибегать к традиционному методу горячей спайки.
Сварка пластика паяльником
Когда пластиковый корпус предмета треснет или разбивается на части, большинство людей просто покупают новый; однако пластик чрезвычайно пластичен, его довольно легко расплавить и снова прикрепить паяльником. Хотя отремонтированный объект будет выглядеть не так, как когда он был новым, с практикой вы можете сделать гладкие пластиковые сварные швы, которые не являются косметически очевидными.
Использование паяльника для сварки пластика не ограничивается ремонтом: пластик можно сваривать для изготовления изделий и даже в художественных целях.Вам не нужно выходить и покупать комплект для сварки пластика, если у вас уже есть паяльник или станция — вы можете начать сварку пластика уже сегодня. Давайте посмотрим на процесс.
(Примечание: перед тем, как попробовать первый сварной шов, вы можете поэкспериментировать с ломом пластика, чтобы узнать, как долго вам нужно прижимать паяльник к определенным точкам в пластике.)
Начните с тщательной очистки пластика с помощью мыла и обезжиривателя, даже если он не выглядит грязным. Отшлифуйте края пластика, чтобы они не зазубрились.Затем вы подключите паяльник и дайте ему прогреться, что займет всего несколько минут.
Сожмите два куска пластика вместе и удерживайте их в этом положении, проводя паяльником по шву, пока два куска пластика частично не сольются вместе. Пока кусочки пластика еще горячие и подвижные, отрегулируйте их так, чтобы они максимально подходили друг к другу.
Вы можете усилить сварной шов, добавив в шов небольшие кусочки пластика, в идеале тонкие полоски.Затем полностью расплавьте эти кусочки пластика, нажав на них наконечником паяльника, пока они не станут жидкими. Паяльником равномерно распределите разжиженный пластик по длине шва.
Последний шаг — пройти по шву и окружающему его пластику паяльником быстрыми плавными движениями. После того, как вы немного попрактикуетесь в этой технике, вы сможете создать ровный, гладкий пластиковый сварной шов.
Советы по пайке медной или латунной сантехники
Считаете ли вы себя практичным человеком или энтузиастом «сделай сам»? Тогда вы не прочь починить мелкие проблемы с водопроводом, когда они возникнут, и это здорово.
Если вы планируете выполнять какие-либо проекты, связанные с металлической сантехникой (трубы и фитинги), вам нужно знать, как паять. В отличие от пластиковых труб, таких как ПВХ, которые можно склеивать, металлические трубы нуждаются в прочном соединении.
Что такое пайка?
Пайка — это процесс соединения двух металлических деталей. В сантехнике это делается для создания постоянного водонепроницаемого уплотнения между трубой и фитингом. Его можно использовать для ремонта трубы, установки новой арматуры и многих других целей.
В процессе пайки используется горелка (обычно работает на пропане) и припаянная проволока. Проволока помещается там, где встречаются труба и фитинг, и тепло горелки используется для плавления проволоки, так что образуется прочное соединение.
Пайка меди и латуни
Если вы собираетесь заняться водопроводным проектом, требующим пайки, вы должны знать, что процесс может варьироваться в зависимости от материалов, с которыми вы работаете. Когда дело доходит до сантехники, два наиболее распространенных металла — это медь и латунь.
Медь обычно используется в трубах, потому что с ней легко работать и она устойчива к коррозии. С другой стороны, многие фитинги изготавливаются из латуни для большей прочности и меньшей стоимости. Также можно найти медную фурнитуру. Поэтому важно знать, какой материал вы используете, потому что он повлияет на способ пайки соединений.
Общая техника пайки очень похожа. Независимо от того, работаете ли вы с медной или латунной сантехникой, вот общие шаги, которые вы должны выполнить:
- Очистите конец трубы
- Используйте инструмент для удаления заусенцев для создания гладких краев
- Используйте кисть для нанесения флюс к концу трубы
- Наденьте фитинг на трубу
- Предварительно нагрейте или протрите фитинг
- Нанесите припой и нагрейте горелкой
- Удалите излишки припоя тряпкой
латунь может оказаться более сложной задачей, потребовать дополнительного времени или других инструментов.Вот несколько полезных советов, о которых следует помнить:
- Латунь требует более высокого нагрева — некоторые сантехники используют газ MAPP (метилацетилен и пропадиен) вместо пропана по этой причине
- Может потребоваться больше флюса или паяльной пасты
- Убедитесь, что арматурный клапан открыт, чтобы избежать повышения давления, которое может вызвать утечку.
Когда обращаться к специалистам
Пайка может быть полезным навыком, но это не самый простой процесс DIY в мире.Если вы не уверены или хотите убедиться, что работа сделана правильно с первого раза, вам следует доверять компании Reichelt Plumbing.
Компания Reichelt Plumbing, находящаяся в местном владении и эксплуатации более 25 лет, может удовлетворить все ваши потребности в сантехнике в Северо-Западной Индиане. Чтобы записаться на прием, позвоните нам сегодня по телефону 219-322-4906.
Пайка или запотевание медной трубы Скотт Грей
Изучение того, как паять медную водопроводную трубу, на первый взгляд может показаться сложным и даже немного опасным, но на самом деле это довольно простой процесс, если вы приняли надлежащие меры безопасности и освоили технику.
Успешная пайка медных водопроводных труб во многом зависит от правильной подготовки соответствующих поверхностей. Как и в старой столярной поговорке: «Отмерь дважды, отрежь один раз», чтобы научиться успешно паять медную водопроводную трубу, часто сводится к «Дважды очистить, один раз припаять».
Безопасность прежде всего!
Жизненно важны надлежащие меры безопасности. Несчастные случаи всегда случаются с другим парнем … пока они не случаются с вами. Вам понадобятся защитные очки, ткань для защиты от огня. или металлический блеск, огнестойкие кожаные перчатки для защиты рук и плотная рубашка для защиты кожи от всего, что может капать или падать на вас во время работы.
Не нужно много тепла, чтобы зажечь старые, сухие дрова, и многие пожары вызванный каждый год ненадлежащим использованием пропановых горелок. Всегда держите рядом ведро с водой и домашний огнетушитель при работе с пропановая горелка! Если вам может потребоваться отключить водопровод, дополнительные ведра с водой — особенно хорошая идея!
Соберите свои материалы
Материалы, которые вам понадобятся для пайки медных водопроводных труб, включают:
- Пропановая горелка, желательно с самовоспламеняющимся регулятором (не пытайтесь зажечь факел спичками).
- Резак для медных труб / трубок, достаточно большой для работы.
- Бессвинцовый припой.
- Флюс (также называемый «флюс для лужения» или «пастообразный флюс») для очистки и подготовки стыков для приема припоя по мере нагрева медной трубы.
- наждачная бумага с зернистостью 120 или наждачная бумага с зернистостью 120 для сглаживания и очистки швов.
- Маленькая приспособляющая щетка (для очистки стыков).
Процесс пайки
После того, как вы собрали все элементы безопасности и материалы для пайки, следующим шагом будет тщательная очистка и сушка медных труб, которые вы собираетесь паять.Тщательная подготовка — важная часть пайки, поскольку она сэкономит вам время и силы. Подготовьте все стыки, которые необходимо припаять сразу, а затем спаяйте все их по одному за один присест.
- Накройте все легковоспламеняющиеся поверхности огнеупорной тканью или куском листового металла и поставьте рядом ведро или воду с огнетушителем.
- Медные трубы не будут принимать припой, если в них осталась влага. Один из хороших способов слить всю воду из существующей медной трубы — оставить ее конец открытым (например, слив в раковине) и нагреть трубу кончиком пламени, чтобы ускорить испарение.
- Если вы разрезаете новую медную трубу, а затем припаиваете ее, держите один конец трубы под коленом, а другой — свободной рукой, медленно поворачивая труборез. Если повернуть резак слишком быстро, труба разрушится, поэтому не торопитесь, делая небольшие надрезы за раз.
- Тщательно очистите концы медной трубы, которую вы будете паять. Несмотря на то, что порез выглядит очень чистым, вам все равно нужно разгладить его наждачной бумагой и разгладить внутреннюю часть щеткой для трубки или тканью, обернутой вокруг пальца.Чем тщательнее вы чистите, тем выше вероятность успеха.
- Покройте поверхности, подлежащие пайке, флюсом.
- Зажгите паяльную горелку и держите ее так, чтобы кончик пламени попал в фитинг. Самая горячая часть конуса — это наконечник, а медь проводит тепло настолько хорошо, что вам нужно только коснуться фитинга, а не самой трубы. Держите припой напротив пламени в самой холодной точке.
- Когда температура медной трубы достигает точки плавления припоя, который вы прижимаете к ней, припой естественным образом превращается в жидкость, перетекающую в соединение.Заполните стык, пока припой не потечет, прежде чем переходить к следующему стыку.
- Не касайтесь паяного соединения минимум 45 секунд после пайки.
- Всегда выключайте паяльный пистолет перед тем, как положить его.
Несколько общих советов, которые следует учитывать при пайке медных водопроводных труб:
- Не забудьте удалить все мягкие резиновые или пластиковые детали перед пайкой любого водопроводного соединения. Например, перед пайкой разберите запорную арматуру, чтобы не повредить шайбы и уплотнительные кольца.
- Если медная трубка больше 3/4 дюйма в ширину, можно нагреть ее под несколькими углами горелкой, чтобы припой расплавился равномерно.
- Латунные фитинги требуют большего нагрева, и вам нужно следить за тем, чтобы клапан не оставался открытым, чтобы давление в трубке не увеличивалось и не приводило к повреждению.
Когда вы освоите технику, паять медную водопроводную трубу не так сложно, как кажется. Это полезный навык, который поможет вам сэкономить большие деньги на счетах за сантехнику для небольшого ремонта, а также проектов кухни и ванной.
Об авторе: Скотт Грей — энтузиаст и веб-издатель. Он любит давать советы потребителям и домовладельцам на своем веб-сайте Everyday Handyman.
Как пропитать (припаять) медные водопроводные трубы для водонепроницаемого уплотнения
3 января 2012 г. | от Фреда (электронная почта) |Пайка трубок (так называемая пропайка) — это стандартный способ соединения двух или более кусков обычной медной трубы. Паяное соединение образует прочное водонепроницаемое уплотнение, которое при правильном выполнении прослужит десятилетия или дольше.Фактически, правильное паяное соединение на меньше вероятности утечки , чем на остальной части медной трубы, что может привести к образованию точечных утечек и химической эрозии.
Для многих домовладельцев мысль о том, чтобы что-нибудь установить по сантехнике, пугает. Мы все представляем, как наши подвалы или жилые помещения наполняются водой из-за какой-либо ошибки или недосмотра в нашей работе. Дело в том, что базовая сантехника, включая трубы для потоотделения, о которых говорится в этой статье, — это относительно простая работа, с которой любой мотивированный домовладелец может безопасно выполнить всего лишь несколько специализированных инструментов.
В этой статье рассматриваются основы соединения двух труб. Если вам нужна дополнительная информация, мы настоятельно рекомендуем Stanley’s Complete Plumbing , которая поможет вам разобраться в этой и многих других темах более подробно, чем мы.
Примечание о разрешениях и опыте: В некоторых юрисдикциях для выполнения сантехнических работ требуется иметь лицензию сантехника. Мы домашние мастера, а не сантехники без лицензии. Эта статья предназначена для общей информации. Вы можете проконсультироваться с лицензированным сантехником, прежде чем выполнять сантехнические работы в своем доме или офисе.В любом случае используйте эту информацию на свой страх и риск.
Примечание редактора: Эта статья была первоначально опубликована в январе 2009 года. Мы постоянно работаем над улучшением нашей базы знаний, и этот пост был обновлен, чтобы включить в него комментарии читателей, новые изображения и лучшие инструкции. Мы надеемся, что вы сочтете это полезным.
Основные сведения о трубах и фитингах
Большинство водопроводных труб в доме имеют диаметр от 3/8 ″ до 3/4 ″. Основные водные линии имеют размер до 1 дюйма, а мелкие (например.г., в ледогенератор-холодильник) может быть всего 3/8 дюйма. Номинальный диаметр трубы всегда на 1/8 дюйма меньше внешнего диаметра. Размеры стенок медной трубы зависят от размера трубы, поэтому внутренний диаметр всегда приблизительно равен номинальной ширине. Медные водопроводные трубы продаются с тремя разными толщинами стенок (K, L, M) и могут быть жесткими или мягкими. На сайте Sizes.com есть отличная статья по основам медных труб для получения дополнительной информации.
Чтобы соединить два куска медной трубы вместе, необходимо использовать муфту или другой фитинг, внутренний диаметр которого соответствует внешнему диаметру трубы.Вы можете приобрести колена, заглушки, тройники, клапаны, муфты и другие фитинги в местном центре DIY.
Инструменты и материалы, необходимые для пайки труб
Список инструментов и материалов для стандартной пайки методом пота не является длинным и сложным. Все это доступно в вашем местном крупном магазине или магазине сантехники.
- Припой для сантехники (бессвинцовый) . Припой продается унциями на катушке. Припой плавится при гораздо более низкой температуре, чем медь, что делает его пригодным для соединения двух медных труб при нагревании.
- Щетка для медных труб . Щетка используется для очистки внутренней части фитингов и внешней стороны труб для подготовки их к пайке. В качестве альтернативы можно использовать песчаную ткань сантехника, но этот инструмент упрощает работу.
- Малый баллон с пропаном и Сварочный фиксатор . Используется для нагрева трубы и соединяемого фитинга.
- Флюс для сантехников . Используется для покрытия труб и фитингов с целью их подготовки к пайке.
- Сантехника Сантехника .Используется для удаления заусенцев с труб.
- Подушечки термостойкие .
- Медная труба и Фитинги .
Совет: Пайка — это альтернативный метод соединения медных труб, который обеспечивает еще более высокую прочность соединения. Паяные соединения достигаются за счет использования других присадочных металлов (таких как BCuP или BAg), чем паяные соединения, однако эти сплавы требуют значительно более высокого нагрева для достижения точки плавления.Вы найдете паяные соединения на таких объектах, как трубопроводы хладагента, однако пайка не требуется для большинства бытовых водопроводных систем.
Шаг 1. Подготовка водопроводной среды
В этом руководстве не рассматривается потоотделение на стыке, который уже является частью домашней сантехники. Однако, если вы собирались работать в такой среде, эти шаги очень важны. Независимо от окружающей среды, вы всегда должны принимать меры для защиты места, где вы будете нагревать трубу пропановой горелкой.
Выключите подачу воды в дом, открыв самый нижний клапан в доме. (например, раковина в подвале), чтобы слить всю воду из труб. Вода в линии предотвратит нагрев трубы и вызовет сбой установки. Вам также может потребоваться открыть трубу на верхнем этаже дома, чтобы сбросить вакуумное давление.
Отсоедините все трубы из ПВХ от ближайшей меди. (В более новых домах может быть комбинация труб из ПВХ и меди). Вы будете работать с пропановой горелкой, которая горит более 1000 градусов, поэтому защищайте предметы вокруг области стыка от тепла.Убедитесь, что поблизости нет горючих материалов и что вы установили тепловую защиту между горелкой и легковоспламеняющимися материалами, например деревянными шпильками. Помощник может быть уместным.
Обеспечьте соответствующую вентиляцию рабочего места, откройте двери и окна и подумайте о включении вентилятора. Выполняйте как можно больше работы за скамейкой. Если вы делаете несколько стыков, сделайте как можно больше из них вне водопровода.
Шаг 2: Подготовка медных труб к пайке
С помощью щетки для медных труб очистите внешнюю часть трубы и внутреннюю часть фитинга.После очистки на трубах не должно быть мусора и они должны выглядеть блестящими.
Осмотрите трубу и фитинг на предмет заусенцев (небольшие кусочки металла на фитинге или трубе, препятствующие легкому соединению). Попробуйте установить соединение всухую, чтобы убедиться, что они легко соединяются, и, если они не подходят легко и плотно, очистите трубы дополнительно с помощью щетки для медных труб или песчаной ткани (показано ниже).
После успешного монтажа сухого фитинга разделите трубу и фитинг и нанесите водопроводный флюс на внешнюю часть трубы и внутреннюю часть фитинга.Во время пайки водопроводный флюс испаряется и втягивает припой в стык, образуя плотное уплотнение по всему стыку.
Шаг 3: Пайка трубок
Зажгите пропановую горелку и уменьшите пламя до среднего. Имейте в виду, что большинство факелов излучают больше пламени при наклоне вниз. Следите за тем, чтобы резак держался ровно. Направьте пламя прямо на стык. Шов нагреется примерно через 20-60 секунд. Обратите внимание, что при пайке клапана лучше открыть клапан, чтобы снизить риск повреждения клапана.
Поднесите припой к складке между фитингом и трубой. Когда соединение достаточно горячее, припой плавится, и капиллярное действие втягивает припой в соединение. Когда припой начнет плавиться, перемещайте его по всему стыку. Когда припой находится за пределами стыка, соединение стабильно. Выключите огонь и дайте трубе остыть. Удалите излишки флюса влажной тряпкой, так как это может привести к коррозии трубы и последующему образованию мелких утечек.
Шаг 4: Тестирование паяного соединения
Если вы следовали этим инструкциям, соединение, вероятно, будет очень плотным.Единственный хороший способ проверить — надавить на стык (включить воду в дом). Обязательно подождите, пока припой остынет (2-3 минуты), прежде чем нагнетать давление в линии, чтобы избежать растрескивания припоя из-за быстрого изменения температуры.
Дополнительная помощь по сантехнике
Как мы уже говорили в начале этой статьи, для получения дополнительной информации по этой и другим темам, связанным с сантехникой, мы настоятельно рекомендуем Stanley Complete Plumbing, в которой более подробно освещена эта тема и многие другие сценарии домашней сантехники. Удачи вам с сантехникой!
Что вы думаете? Выполняли какие-либо проекты по установке сантехники в собственном доме? Вы бы здесь что-нибудь поменяли?
Как сварить (паять) полипропиленовые трубы. Как сварить пластиковые трубы аппаратом для сварки в домашних условиях Аппарат для сварки пластиковых труб
Все трубы чаши металлические Заменены на пластиковые, в частности — на полипропиленовые. Они имеют длительный срок службы (до 50 лет), не ржавеют, не гниют, мало весят, а также собрать все своими руками, не привлекая специалистов.Сварка полипропиленовых труб требует определенных навыков, но приходит быстро. Раньше можно потренироваться на мелкой отделке и недорогой фурнитуре, а потом взяться за создание более серьезных вещей.
Виды и назначение
Полипропиленовые трубы могут быть четырех цветов — зеленого, серого, белого и черного. Отличаются характеристиками только черного цвета — они обладают повышенной устойчивостью к ультрафиолету и используются при укладке на землю. Все остальные имеют схожие характеристики и вымощены в помещениях или врываются в землю.
По назначению Трубы пропиленовые Pol следующих типов:
Как для холодной, так и для горячей воды Существуют трубы с разными характеристиками. Это отображается в маркировке:
- PN10 применяется исключительно в системах холодного водоснабжения (до + 45 ° С) с низким давлением (до 1 МПа). Иметь небольшую толщину стенок. Для многоэтажек не подходят.
- PN16. Часто маркируется как универсальный, но чаще используется для холодной воды — выдерживает нагрев среды до + 65 ° C и давление до 1.6 МПа.
- PN20. Толстостенные трубы, способные транспортировать среду с температурой до + 80 ° C, выдерживают давление до 2 МПа. Используется при разводке системы горячего водоснабжения и отопления.
- PN25. Это армированные полипропиленовые трубки (фольга или стекловолокно). Из-за наличия армирующего слоя часто имеют меньшую толщину стенки, чем PN20. Температура нагрева среды — до + 95 ° С, давление — до 2,5 МПа. Подать заявку на горячее водоснабжение и отопление.
Все они выпускаются разного диаметра — до 600 мм, но в квартирах и частных домах используются в основном размером от 16 мм до 110 мм.Учтите, что указан внутренний диаметр, так как толщина стенки может быть разной.
Что такое сварка полипропиленовых труб
Полипропилен отличается повышенной жесткостью, и для создания систем нужной конфигурации используется фурнитура из того же материала. Это разные уголки, тройники, байпасы, переходники, муфты и т. Д. У труб они соединяются с помощью пайки. Этот процесс также называют сваркой, но суть его не меняется: два элемента нагреваются до температуры плавления и в горячем состоянии соединяются друг с другом.При правильном исполнении состав получается монолитным и служит не меньше, чем сами трубы.
Для соединения полипропилена с металлами используются комбинированные фитинги, у которых одна часть металлическая и соединяется с помощью резьбового соединения, а вторая полипропиленовая — сварная.
Чем припаять
Сварка полипропиленовых труб происходит с помощью специального устройства, которое называется паяльником или сварочным аппаратом. Это небольшая металлическая площадка, внутри которой находится электрическая спираль, нагревающая поверхность.Из-за такой конструкции этот агрегат еще называют утюгом.
Для соединения двух элементов сращиваемые поверхности нагревают до температуры плавления (+ 260 °). Для нагрева элемента до желаемой глубины на сварочной платформе устанавливаются две разные металлические сопла, покрытые тонглоном:
Два соединяемых элемента одновременно надеваются на соответствующие форсунки, выдерживается определенный промежуток времени (несколько секунд), затем соединяются. Это сварка полипропиленовых труб.
Как передвигаться
Состав паяльника для полипропиленовых труб немного отличается, но принципы работы с ними общие. Есть две основные модели — с плоской платформой или цилиндрической каменкой. При нормальном качестве работают и те и другие, разницы практически нет. Кому удобнее, тогда выбирайте.
Так выглядит хорошо сделанный компаунд — в целом
Подготовительные работы
Перед началом работы надо прогреть паяльник, но все не так просто.Порядок его приготовления:
- Сначала на платформу устанавливаются насадки подходящего диаметра.
- В отверстие в платформе шпилька, надевается с двух сторон дорна и гильзы, затягиваются гайками с двух сторон.
- Если ТЭН в виде трубки, то насадки продаются для закрепления его на пластине. Пластину надевают на ТЭН, затягивают болт крепления.
- Требуемая температура нагрева отображается на регуляторе.Для полипропиленовых труб температура сварки + 260 ° С. На регуляторе она выше, включаем сеть.
- Ждем набора заданной температуры. В некоторых моделях есть звуковой сигнал, но в основном горит или гаснет (в разных моделях по-разному).
Паяльник готов к работе. Но подготовить трубы и фитинги еще нужно. Первое условие качественной сварки — ровный срез. Надрез должен быть строго вертикальным, без заусенцев и мешалок.Такой срез можно получить с помощью специальных ножниц. У них есть две широкие губки, фиксирующие трубу на месте, а режущая часть находится сверху.
Второе условие хорошей пайки полипропиленовых труб — это чистые, сухие, нежирные детали. Если хотите, чтобы водопровод или отопление служили долго и не протекали, пропустить эту процедуру не стоит. Режущую трубу и фитинг очищают спиртом или водой с моющим средством для посуды. Затем ждут, пока все высохнет, и только после этого начинается процесс пайки.
Как долго греть
При сварке полипропилена необходимо нагревать строго до необходимой температуры. Перегрев и недогрев значительно снижают качество шва. Слишком перегретая и размягченная труба просто не будет вставлена в фитинг, а недостаточное количество предварительно нагретого материала не расплавится.
Время нагрева зависит от диаметра труб, температуры воздуха и указано в таблице.
| Диаметр полипропиленовой трубки | Глубина сварки | Время нагрева | Время сварки | Время охлаждения |
|---|---|---|---|---|
| 16 | 12-14 мм | 5 S. | 6 С. | 2 минуты |
| 20 | 14-17 мм | 6 S. | 6 S. | 2 минуты |
| 25 | 15-19 мм | 7 S. | 10 S. | 2 минуты |
| 32 | 16-22 мм | 8 S. | 10 S. | 4 мин. |
| 40 | 18-24 мм | 12 S. | 20 S. | 4 мин. |
| 50 | 20-27 мм | 18 S. | 20 С. | 4 мин. |
| 63 | 24-30 мм | 24 S. | 30 S. | 6 мин |
| 75 | 26-32 мм | 30 S. | 30 S. | 6 мин |
В целом паять можно при + 5 ° С, но данные указаны для + 20 ° С. При более быстрой погоде время выдержки элементов на паяльнике сокращается на 30-60 секунд, с более холодным — увеличение.
Обратите внимание на столбец «глубина» сварки в таблице. Эта отметка ставится на трубу. Перед этим необходимо будет запрессовать его в штуцер. При этом перед краем арматуры образуется небольшой валик из расплавленной пластмассы. Это будет означать, что шов выполнен.
Другой столбец требует пояснения — «время сварки». Пришло время отремонтировать и закрепить сварные элементы.
Вообще, если попытаться вставить холодную трубу в фитинг, должно пройти с большим трудом — внешний диаметр трубы немного больше внутреннего диаметра подачи.Это сделано намеренно, чтобы на шве был излишек материала, из которого формируется валик. Чтобы сварка полипропиленовых труб была надежной, лучше брать все комплектующие одной компании. Так что гарантированные размеры будут совпадать. В противном случае необходимо примерить — чтобы примерка не «скользила», а с трудом растягивалась.
Технологии
Как уже говорилось, при сварке полипропиленовых труб их фасонные части следует очистить, обезжирить и просушить.И только после этого можно приступать к пайке.
Такая заготовка подходит для всех типов труб, кроме фольгированных. В этом случае после отрезания нужного кусочка срез очищается до фольги специальным приспособлением — шейдером. В него вставляется труба и несколько раз поворачивается. В этом случае снимается верхний слой пластика, после чего можно обезжирить и припаять.
После высыхания поверхности резервуар рисует этикетку на трубе, отмечая расстояние до ее вдавливания в фитинг (проще всего тонким маркером или резко простым карандашом).
Пайка полипропиленовая степгия
Одно замечание: сразу после окончания сварки проверьте положение паяльника. Если есть остатки материала, их удаляют мягкой, неблокирующей (белой) тканью. На паяльнике нельзя оставлять пластик — торчит следующий фрагмент, отодрать будет сложно. Форсунки нельзя чистить абразивом — насадки тефлоновые, легко царапаются.И даже микроскопические царапины приведут к тому, что осколок на паяльнике (утюге) засорится.
Работать, кстати, лучше будет в нитевидных перчатках — ожогов будет меньше.
Перед вводом системы в эксплуатацию ее необходимо проверить. Сделайте это с помощью опрессовки. Что это такое и как это сделать, читайте здесь.
Прокладка полипропиленовой трубы
Полипропиленовые трубы применяются для монтажа гребенки холодной или горячей воды, отопления.Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо перекачать в единицу времени, требуемую скоростью ее движения (формула на фото).
Расчет диаметров труб для систем отопления — отдельная тема (диаметр нужно определять после каждого ответвления), с водопроводом все проще. В квартирах и домах для этих целей используются трубы диаметром от 16 мм до 30 мм, а самые ходовые — 20 мм и 25 мм.
Считаем арматуру
После определения диаметра считается общая длина трубопровода, в зависимости от его конструкции закупается арматура. С длиной труб все относительно просто — длину замерить, прибавить около 20% на погрешность и возможные браки в эксплуатации. Чтобы определить, какая фурнитура нужна, потребуется схема трубопровода. Нарисуйте его, обозначив все ответвители и устройства, к которым вы хотите подключиться.
Для подключения ко многим устройствам требуется переход на металл.Есть такая фурнитура из полипропилена. С одной стороны, латунная резьба, с другой — обычный штуцер под пайку. Сразу необходимо следить за диаметром трубы подключаемого устройства и типом резьбы, которая должна быть на фитинге (внутренняя или внешняя). Чтобы не ошибиться, лучше все записать на схеме — сверх точного, где этот фитинг будет установлен.
Далее по схеме учитывается количество «Т» и «Г» фасонных соединений.Для них покупаются тройники и уголки. Есть еще кроссы, но они применяются редко. Углы, кстати, есть не только на 90 °. Есть 45 °, 120 °. Не забываем про муфту — это фитинги для стыковки двух отрезков трубы. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, ведь каждый поворот делается с помощью фитингов.
При покупке материалов договаривайтесь с продавцом о возможности замены или возврата части фурнитуры.Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу определиться с необходимым ассортиментом. Кроме того, в процессе монтажа иногда возникает необходимость изменения конструкции трубопровода, а значит, меняется комплект арматуры.
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовая система горячего водоснабжения или отопления, необходим компенсатор, с помощью которого будет выравниваться удлинение или укорочение трубопровода.Это может быть заводской компенсатор, либо компенсатор, собранный из финигитов и отрезков труб (на фото выше).
Способы укладки
Есть два способа установки полипропиленовых труб — открытый (на стене) и закрытый — в штрихи в стене или в стяжке. На стене или в ходу полипропиленовые тубы крепятся на зажимах-держателях. Они одинарные — для прокладки одной трубы, бывают двойные — когда две ветви идут параллельно. Крепятся на расстоянии 50-70 см.Трубка в зажимах просто вставляется и удерживается благодаря своей эластичности.
При укладке в стяжку, если это теплый пол, трубы крепятся к арматурной сетке, дополнительного крепления не требуется. Если есть подводная лодка к радиаторам, трубы можно не крепить. Они жесткие, их положение даже при заливке теплоносителя не меняется.
Возможность скрытой и наружной разводки в одном трубопроводе (при открытой разводке в ванной — меньше работ)
Нюансы пайки
Процесс сварки полипропиленовых труб, как вы убедились, не оставляет работы особенной, но здесь есть масса тонкостей.Например, непонятно, как, когда трубы представляют собой стык, настраивать участки, чтобы трубы имели именно ту длину, которая требуется.
Еще один момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда удается надеть паяльник на обе стороны трубы и фитинга. Например, пайка в углу. Паяльник надо накрыть в углу, с одной стороны, сопло упирается прямо в стену, фитинг не протянешь.В этом случае ставят второй комплект форсунок того же диаметра и на него нагревается штуцер.
Как паять полипропиленовые трубы в труднодоступном месте
Как перейти с железной трубы на полипропилен.
В квартирах многоэтажных домов прошлого века при строительстве частных домов для замены или монтажа системы водоснабжения, канализации, отопления используются пропиленовые трубы и комплектующие. Соединения производят резьбовыми и сварными.При сварке пластиковых труб используют нагревательный инструмент, освоить его несложно. Смоделировать водные системы из полимеров можно самостоятельно, зная технологию Aza.
Трубы производятся из различных пластиков: ПВХ, полиэтилена, пропилена. Металлопластиковые трубы, дополнительно армированные алюминием, крепятся с помощью резьбовых соединений. Пластиковые трубопроводы диаметром от 20 до 40 мм, сваренные кластером с бытовой техникой, работающей от сети 220 вольт. Для сварки труб ПКВ большого диаметра чаще используют профессиональные цилиндрические пайки.
При самостоятельном выборе комплектующих для трубопровода ориентированы на маркировку «PN». Для системы отопления трубопроводы горячей воды выбираются пластиковой прокаткой с маркировкой:
.- PN20, эксплуатируются при температуре от +80 до + 95 ° С;
- PN25, допускается температура теплоносителя выше + 95 ° С.
Для rh4 выбраны трубы и соединительные элементы с маркировкой PN10 (рабочая температура не выше + 40 ° C) и PN16 (допустимый нагрев до + 60 ° C).
Необходимое оборудование и инструмент
Для сварки пластиковых труб удобно использовать паяльник в форме меча со съемными насадками. Нагревательный элемент для сварки труб представляет собой плоскую площадку, называемую утюгом, в ней есть отверстия для крепления нагревательных форсунок.
Сварочный аппарат для сварки пластиковых труб обязательно имеет терморегулятор, световой индикатор нагрева. Помимо сварочного оборудования понадобятся инструменты для вырезания заготовок и снятия слоя фольги.Разрезать пластиковый прокат любым удобным способом:
- труборез, аналогичный кусачкам;
- ножницы по металлу;
- ножовка с узким полотном.
Для зачистки порезов, снятия наплывов используются файлы с неглубоким надрезом или наждачная бумага. Для резки элементов трубопровода перед сваркой нужно подготовить линейку, угольник, фломастер или маркер.
Инструкция: Как варить пластиковые трубы
Научитесь сварке пластиковых трубопроводов, кластер нужен на практике.Заготовки для труб и комплектующие для систем всегда покупаются с наценкой. Для приобретения навыков работы на оборудовании пластиковые элементы разрезают на небольшие отрезки. Технологический процесс состоит из нескольких этапов, каждый из которых рассматривается отдельно.
Подготовка труб к сварке
Разрезать пластик на фрагменты в соответствии со схемой раскладки. Края делают под прямым углом. Сначала сделайте разметку, потом врезайтесь в пластик. Только после этого резкое усилие окончательно разрезало заготовку.Элементы складываются на чистой гладкой поверхности в удобном для сварки порядке. Рядом разместите необходимые соединительные элементы: фитинги, отводы, тройники, муфты.
Каждый стык перед сваркой очистить от разрывов, обезжирить. Трубы со слоем фольги обязательно загибают — металлический слой полностью срезается в месте стыка.
Настройка сварочного аппарата
На паяльнике закреплены насадки необходимого диаметра. Сварочный инструмент прочно устанавливается на ровной поверхности, чтобы он не раскачивался.Регулятор нагрева переводят в нужное положение. Для сварки пластиковых труб паяльник нагревается от +255 до 280 ° С независимо от толщины трубопроводов. Меняется только время нагрева деталей при сварке, интервал выдержки соединения до затвердевания.
Нагревательные части
При сварке одновременно нагреваются оба элемента: заготовки трубок снаружи (вставляются в ТЭН), фитинги — изнутри (посажены на ТЭН).Детали продвигаются с умеренными усилиями до конца. С момента прикосновения отсчитывается время нагрева, интервал зависит от диаметра заготовки трубы:
| Диаметр заготовки, мм | Время нагрева, с | Глубина сопла, мм |
|---|---|---|
| 20 | 8 | 14 |
| 25 | 9 | 16 |
| 32 | 10 | 20 |
| 40 | 12 | 21 |
| 50 | 18 | 22,5 |
| 63 | 24 | 24 |
Время прострочки от 4 до 8 секунд.Данные, приведенные в специальных таблицах по сварке пропилена, ориентировочные. Перед монтажом трубопровода время нагрева и выдержки устанавливается экспериментально. Пластик должен прогреваться не на всю глубину стены, чтобы не было внутренних наплывов. Опытные заготовки делают небольшими, чтобы можно было рассмотреть внутреннюю поверхность фьюзейного компаунда.
Соединение деталей
Предварительный подогрев на форсунках Полимерная труба и фитинг должны быть быстро соединены с усилием, не допуская перекоса.Сделайте это одним движением, не поворачиваясь. Заготовки под сварку диаметром более 50 мм (для водоотвода) подключаются с использованием центра обслуживания, вручную качественных соединений не получить. Заготовки держат в руках до застывания пластика. После этого сформированный узел оставляют до полного остывания на 3-10 минут в зависимости от толщины заготовок.
Зачистка
Внешний наплыв полимера аккуратно удаляется напильником. Они не должны быть большими при правильном нагреве и сжатии.На швах не должно быть внутренних наплывов. После установки водопровода нужно убедиться в надежности швов. Вода в систему подается не ранее часа выдержки. При обнаружении течи стык вырезают, на его место делают новый фланцевый компаунд.
Распространенные ошибки при сварке пластиковых труб
Фитинги и трубы приобретаются на складе для отработки перед сваркой трубопровода. Полипропилен от разных производителей различается по химическому составу, нагревается при разной температуре.Важно проверить время выдержки на паяльнике, пластик должен прогреваться не полностью, а только на 1/3 толщины. Нельзя допускать внутреннего притока в трубопровод.
Типичные ошибки новичков:
- Плохая подготовка соединений. Слой фольги полностью удаляется по всей обогреваемой площади.
- Готовьте только чистые трубы. Поверхность, на которой будет лежать заготовка, должна быть без грязи и пыли. Труба должна быть сухой, без остатков воды.
- Подключайте предварительно нагретые заготовки только коаксиально. Для правильности неправильного позиционирования дается несколько секунд. При пластической деформации качество сварного шва снижается.
- Несоответствие арматуре и трубам. Они должны быть из одного материала. Экономия на компонентах неуместна. При самостоятельной сборке водопровода ответственность за качество швов несет хозяин. При аварии оплачу ремонт в нижних квартирах.
Сварка пропилена в домашних условиях — это просто.Инструмент сдается в аренду, освоить несложно. Важно придерживаться режима сварки. Предварительно нужно убедиться, что температура нагрева, время выдержки выбраны правильно. Некачественный шов срезается, стык снова проваривается. При соблюдении технологии трубопровод прослужит долго.
При необходимости замены старых водопроводных или отопительных труб хозяева чаще всего отдают предпочтение современным пластиковым трубам. Пластиковые трубы обладают множеством достоинств, среди которых особого внимания заслуживает простота укладки — достаточно соблюдать инструкцию и помнить несколько важных нюансов.
Разводку водопровода и отопления с помощью пластиковых труб можно выполнить своими руками. Однако прежде чем приступить к проведению каких-либо мероприятий, нужно научиться сваривать пластиковые трубы самостоятельно — без этого навыка точно не справиться.
Перед началом работы ознакомьтесь с несколькими важными рекомендациями и подготовьте необходимые приспособления.
- В связи с отсутствием опыта сварки пластиковых труб своими руками, для начала немного потренироваться.Покупайте арматуру и другие электроустановочные изделия с небольшим запасом. Накопив опыт, вы сможете выполнять конечную работу максимально быстро и эффективно.
- Перед началом эксплуатации соединительные элементы необходимо соответствующим образом подготовить — очистить и обезжирить. Без предварительной обработки рассчитывать на качественное сварное соединение не приходится.
- В процессе выполнения электромонтажа вы будете использовать не только трубы, но и различные дополнительные устройства — поворотники, тройники, муфты и т. Д.Помните: трубы необходимо обогревать снаружи, а все дополнительные элементы — изнутри. Не игнорируйте это правило, иначе готовые соединения будут хрупкими и недолговечными.
- При выполнении сварки пластиковых труб своими руками, особенно если в процессе используются мелкие детали, следить, чтобы внутренние швы не снижали проходимость пластиковых изделий.
- Обычно такая проблема возникает при перегреве труб — слишком большие наплывы материала и забиваются отверстия.Поэтому кипятить пластиковые трубы можно исключительно при допустимых температурах (указана в инструкции к солдату). После завершения работ обязательно проверьте трубы на проходимость. Для этого достаточно пропустить через продукт воду.
- Собранную систему можно заливать водой не ранее, чем через 1-1,5 часа после сварки композитных элементов.
Необходимые инструменты
Подготовьте следующие устройства:
Все необходимое инструменты Продается в строительных магазинах.Паяльник стоит довольно дорого, поэтому, если работы по сварке пластиковых труб являются частью детали, будет выгоднее найти фирму, предоставляющую аналогичные инструменты в аренду.
Руководство по сварке
Сварка пластиковых труб — простое мероприятие, с которым вы сможете справиться сами. Достаточно просто шаг за шагом пройти каждый шаг инструкции.
Первый этап — Подготовка деталей к сварке
Начните с подготовки подключенных предметов.Нарезать трубы в соответствии с требованиями заранее подготовленных схем раскладки. Разложите все вырезанные элементы в том порядке, в котором они будут соединяться с помощью специального паяльника. Так вы избежите риска неправильного соединения элементов трубопроводной системы.
Помните: если неудачные резьбовые соединения без проблем изношены и переделаны, то швы не разобрать швы. Изделия с неисправными соединениями придется просто выбросить.Поэтому будьте осторожны и аккуратны.
Второй этап — Настроечный инструмент для сварки
Конструкция паяльника предполагает наличие терморегулятора. Установите ограничение на регулятор, рекомендованный производителем, в соответствии с прилагаемыми инструкциями. Подразумевается, что паяльник нагрелся до заданной температуры, вы сможете погаснуть лампочку регулятора температуры.
Третья ступень — нагревательные элементы
Перед началом сварки все составные элементы будущего трубопровода необходимо прогреть.Информация о рекомендуемых условиях и оптимальном длительном нагреве и предварительном нагреве приведена в инструкции для солдата. Обязательно ознакомьтесь с ней.
Для нагрева изделия необходимо вставить в разъемы сварочного аппарата. Информацию о том, как это сделать правильно, вы также найдете в инструкции производителя к вашему бойцу.
Этап четвертый — соединение элементов
Правильно нагретые части соединяются очень быстро и плавно.В процессе соединения нельзя допускать каких-либо перегонок и поворотов элементов. При соединении двух отрезков пластиковой трубки строго выдерживайте угол среза — герметичным и надежным будет только созданный вами шов.
Пятая ступень — чистящие составы
Дать шву остыть и тщательно очистить. Для зачистки можно использовать напильник.
Таким образом, в самостоятельной сварке пластиковых труб нет ничего сверхмощного. Используйте качественные инструменты Во всем следуйте полученным рекомендациям и уже совсем скоро вы сможете пользоваться самостоятельно проложенной системой водоснабжения или отопления.
Молодец!
Видео — сварка пластиковых труб своими руками
Трубы полипропиленовые применяются в водопроводе, в системах орошения и дренажа, отопления жилищ. Они изготовлены из материала, относящегося к классу полиолефинов, что гарантирует экологическую чистоту продукта. Полипропиленовые трубы рассчитаны на длительный срок эксплуатации без учета эксплуатационных расходов. Надежность и долговечность пластиковых трубопроводов зависит не только от правильно подобранного изделия, но и от качественных монтажных работ.Желающим произвести монтаж следует уметь сваривать полипропиленовые трубы, чтобы они служили долго и не доставляли хлопот при эксплуатации. Для тех, кто только собирается осваивать этот процесс, поэтапное описание действий прилагается.
Характеристики полипропиленовых труб
Трубки полипропиленовые имеют неоспоримые преимущества. А именно:
- соединяясь сваркой, полипропиленовые трубы образуют монолитные детали, срок службы которых достигает полувека;
- пропускная способность труб при эксплуатации не меняется;
- изделия обладают повышенной стойкостью к бытовой химии;
- цена на фитинги для полипропиленовых труб на порядок ниже, чем на другие изделия из пластика.
Недостатки полипропиленовых труб в основном связаны с неправильным подбором деталей и некачественным монтажом.
Какие трубы вам подходят?
Для выбора полипропиленовых труб необходимо знать:
- условия, в которых будут эксплуатироваться трубы;
- давление жидкости в системе и ее температура;
- необходимая ширина полосы изделия, определяющая рабочий диаметр.
Полипропиленовые трубы имеют специальную маркировку в зависимости от назначения продукции.
- PPH — вентиляция, холодное водоснабжение.
- ППБ — Системы холодного водоснабжения, отопления.
- PPR — системы горячего и холодного водоснабжения, отопления.
Труба с маркировкой ППР — универсальная. Поэтому самый востребованный. Они обладают высокой устойчивостью как к высоким, так и к отрицательным температурам.
Необходимые инструменты
Для сварки необходимы следующие инструменты:
- рулетка; Маркер
- ;
- ножницы или роликовые трубы для резки труб необходимой длины;
- зачистка армированных труб;
- сварочный аппарат с соплами различного диаметра.
Так выглядит устройство для сварки полипропиленовых труб.
Этапы работы — сварочный процесс
Как подготовить трубы
Отмерив необходимую длину трубы, сделайте на ней отметку. Труборез или ножницы разрезают продукт под углом 90º к оси. Инструмент должен быть достаточно острым, чтобы труба не деформировалась.
Труба разрезается под углом 90º к оси
Край армированного изделия необходимо очистить, избавившись от верхнего слоя и фольги.Без этого этапа алюминиевая фольга, входящая в состав труб, в процессе эксплуатации будет контактировать с жидкостью. В результате коррозия армированного слоя приведет к нарушению целостности шва. Такое соединение со временем будет растекаться.
Кромка армированных труб зачищена
Для невооруженных изделий на конце трубы указывают глубину сварки, ориентируясь на длину муфты фитинга. Еще один важный момент Подготовка труб к сварке — обезжиривание поверхности.Обработка места подключения алкоголем предоставит более надежные контактные данные.
Все сварные детали должны быть чистыми. Даже попавшая в шов песчинка может в будущем стать причиной прокладки трубопровода.
Подготовка сварочного аппарата
Перед сваркой пластиковых труб необходимо подготовить сварочный аппарат. Ручной инструмент Закрепите на ровной поверхности. Детали устройства должны быть чистыми и без дефектов. Очистите их смоченной спиртом.Нагревательные элементы изнашиваются при выключении инструмента. Для плавки арматуры Дорн используется для заправки трубы — рукава.
Время нагрева для сварки деталей определяется по таблице.
Аппарат потом включается. При этом должны повернуться индикаторы на блоке агрегата. Один из них сигнализирует о том, что устройство подключено к сети. Второй, после достижения необходимой температуры нагрева, должен погаснуть. После того, как индикатор погаснет, желательно пройти пять минут и только потом начинать процесс сварки.Это время зависит от температуры окружающей среды и длится от 10 минут до получаса.
В процессе сварки необходимо следить за температурой нагрева устройства.
Что такое процесс сварки?
После разогрева на аппарат надеть штуцер Дорна, а трубу вставить в гильзу. Это делается одновременно и с небольшими усилиями.
После разогрева аппарата надеть штуцер на дорн, а трубу вставить в гильзу
Чтобы уметь правильно сваривать полипропиленовые трубы, необходимо учитывать время нагрева.Правильный период позволит вещам прогреться до необходимой температуры и не растаять. Это зависит от диаметра трубы.
Время нагрева арматуры и труб отсчитывается с момента набора деталей
По истечении необходимого периода времени детали снимаются с машины и соединяются. При этом труба должна входить в штуцер строго до метки. Во время этого процесса запрещается вращать детали на оси.
В процессе соединения деталей запрещается поворачивать изделия по оси
На готовом соединении детали не должно быть «скачков» внутри трубы.Они уменьшают пропускную способность конвейера.
После соединения соединения механическое воздействие на шов до его полного остывания не допускается. При соблюдении технологии в итоге должен получиться прочный и герметичный шов.
В статье даны необходимые рекомендации по правильному изготовлению труб с подробным описанием каждого этапа. Применяя на практике эти советы, можно самостоятельно провести трубопровод для водоснабжения или отопления. Главное правильно выбрать трубы и соблюдать техпроцесс.Только тогда полипропиленовый трубопровод прослужит долго и бесперебойно.
Как варить пластиковые (полипропиленовые) трубы поэтапно
Подробная инструкция по сварке полипропиленовых труб. Характеристики I. Правильный выбор полипропиленовых труб. Сварка труб от подготовки деталей до описания техники сварки труб.
Как варить полипропиленовые трубы и фитинги
Как правильно варить полипропиленовые трубы, как их к этому подготовить. Особенности подключения в труднодоступных местах.
Трубы полипропиленовые
В процессе ремонта старый трубопровод все чаще заменяют полипропиленовыми трубами. Это связано с их прочностью, долгим сроком службы и безумием к коррозии. Простота и удобство монтажа дает возможность заменить водопровод, отопление или канализацию своими руками. Достаточно иметь специальный сварочный аппарат, комплект арматуры и сами трубы.
Как сварить полипропиленовые трубы своими руками
Технология сварки полипропиленовых труб называется куфической, или фьюзей.Соединение труб производится не стыком в стык, а с помощью арматуры — дополнительных проводников, которыми спаяны края труб при температуре 260 градусов.
Резка и обработка пластиковых труб
При установке пластикового трубопровода необходимо обрезать полипропиленовые трубки посередине или одну, чтобы они подходили по размеру и прилегали друг к другу. Есть несколько способов резки — для каждого потребуется отдельный инструмент:
- Аккумуляторный тип для резки труб — это ножницы с электроприводом.Высокая дифферентная скорость — их главное преимущество. На каждую трубу уходит около 5 секунд. Минус — ограничения по диаметру вырезаемой заготовки.
- Резка труб роликового типа — принцип работы инструмента напоминает работу уплотнительного ключа для консервации. Режущий инструмент гладкий, без рваных краев. Они делают несколько оборотов вокруг трубы, затем прикручивают ролик из твердых сплавов и еще несколько раз поворачивают. Минус — невозможность использования, если труба прилегает к стене и не снимается.
- Ножницы профессиональные для резки труб из пластика — состоят из верхнего острого ножа и нижнего держателя. Использовать приспособление несложно — отметив на трубе нужную длину, поместите ее между лезвиями и отрежьте. Край будет ровным, без крошек и потресков. Электролобзик
- — это удобный способ, но он может дать небольшой SCOS, поэтому труба разрезается, поворачиваясь несколько раз.
- Болгарка из пластика любой механической резки, не обладая сильным давлением, используйте диск по металлу.
После обрезки конец полипропиленовой трубки обрабатывается шлифовальной юбкой для удаления всех возможных заусенцев и крючков.
Как подготовить сварочный аппарат
- Сварочный аппарат. Устанавливается на специальный стенд — зажим.
- Убедитесь, что контактные поверхности устройства не загрязнены. При извлечении лишних частиц или пыли — тефлоновым слоем, очистите грубую ткань, смоченную в спирте.
- По датчику температуры выставить 260 градусов.
- Подключите сварочный аппарат к электросети и нажмите кнопку включения.
- Нагрев происходит не более 15 минут, в зависимости от температуры окружающего воздуха.
Температура пайки и время нагрева деталей. Стол
После резки и маркировки трубы готовы к сварке. Можно переходить к следующему этапу — нагреву деталей.
Инструкция «Как варить пластиковые трубы»
В начале работы определитесь, где будет монтироваться трубопровод.Заранее составьте план, чтобы не сваривать узлы на весу или в труднодоступных местах. Собрать конструкцию из полипропиленовых труб на столе намного проще, чтобы потом, не прилагая особых усилий, закрепить ее в закрепленном месте.
- Включите машину и прогрейте ее до рекомендованной температуры. Если вы используете его впервые — после нагрева подождите еще 5 минут до начала рабочего процесса.
- В сварочную насадку одновременно вставить фитинг и конец пластиковой трубки.Они должны быть размещены в одной плоскости. Учитывая диаметр трубы, добавьте температуру и выдержите время, указанное в таблице.
- При нагревании элементы вынимаются из сварочного аппарата и мгновенно соединяются. Тогда еще держитесь в течение рекомендованного времени.
- Сразу после охлаждения трубопровод можно использовать по прямому назначению.
После шипа узел проверяют на проходимость, обдувая его воздухом или пропуская воду.
Технология сварки труб из ПВХ полипропилена
Работа с полипропиленовыми трубками требует соблюдения некоторых рекомендаций. Правильно установлен герметичный состав и выдерживает высокое давление.
Сварка при отрицательных температурах
Сложно получить сварку хорошего качества при низких температурах. Производители полипропиленовых труб не рекомендуют сваривать при температуре воздуха ниже +5 градусов. При температуре ниже 0 пластик становится хрупким, может возникнуть протечка шипа.Это приведет к протечкам или разрыву трубопровода. В холодное время года место, где проводится сварка, утепляют — устанавливают тент с тепловым пистолетом.
Можно ли готовить продукты разных производителей?
Производители пластиковых труб делают акцент на том, что полипропиленовые изделия разных торговых марок невозможно развеять. Трубы и фасонные части разного производства могут отличаться по нескольким параметрам:
- допуск по диаметрам;
- скорость размягчения;
- цветовой оттенок.
Попытка совместить разные программные технические характеристики материалов приводит к трудностям при установке и причиной брака всей конструкции становится причина.
Строчная сварка изделий большого диаметра
При укладке спусковых крючков в стык производится сварка пластиковых труб большого диаметра (от 63 мм). Этот метод основан на нагреве и оплавлении концов труб и их последующем соединении с достаточным усилием.
Важно, чтобы торцы заготовок были идеально ровными.Это дает возможность получить максимальную прочность шипа, непроницаемую и способную работать под высоким давлением.
Открытые пайки Штуцер трубопровода
Полипропиленовые трубы диаметром до 40 см варятся специальным прибором ручного типа. Состоит из центрирующего устройства и насадки для фиксации заготовок. Концы отрезного участка трубы зачищаются напильником или шлифовальной бумагой. Устройство разогревают, в него вбивают детали будущего трубопровода и припаивают.Все движения производите быстро и четко, пока материал не прогреется до желаемого состояния.
Обратите внимание, что с плавкой вставкой или соединительным штифтом внешний диаметр трубы должен быть больше внутреннего диаметра фитинга без предварительного подогрева.
После сварки, время, отведенное для охлаждения, не перемещайте и не поворачивайте элементы, чтобы избежать деформации.
Как варить армированные трубы
Армированные трубы применяются в системах отопления, укладке «теплого пола» и горячего водоснабжения.Прежде чем приступить к участию армированных полипропиленовых труб, его подготавливают — очищаем алюминиевый слой Шавом. Это необходимо для того, чтобы в процессе эксплуатации с водой алюминиевая фольга не разрушалась и конструкция не давала протечек.
Фитинг имеет такой размер, при котором труба может входить без верхних слоев.
Промышленный фен для сварки пластиковых труб
Промышленный фен для сварки полипропиленовых труб применяется в нескольких случаях:
- для соединения двух отрезков трубы; №
- для изготовления фитинга;
- для крепления колена из отдельных элементов.
При пайке пластика строительный фен снабжен отражателем — насадкой со специальным покрытием, к которому не будет прилипать расплавленный материал.
Установив фен на поверхность стола, отрегулируйте его до минимального расхода воздуха. Сопло нагревается до определенной температуры и концы обеих пластиковых заготовок прижимаются. Сразу после размягчения полипропилена трубы соединяют между собой.
В таком положении комбинированные части держатся до 30 секунд.Этого времени достаточно, чтобы они прижились и встали на ноги.
В результате сварки строительным феном состав получается прочным и надежным.
Сварка труб в неудобном месте
На прямых участках паять трубы намного проще, чем в труднодоступных местах. Чтобы избежать неприятных моментов в процессе монтажа трубопроводной системы, лучше всего собирать ее на поверхности стола. Бывают случаи, когда трубы нужны в неудобном месте — возле батареи, под потолком, у стены или по углам.При самостоятельной установке, без лишней пары рук, не обойтись.
Приступать к сварке сборки на весу можно, когда будут собраны все элементы трубопровода. Обычно это требуется, когда элементы конструкции крепятся к батареям, водопроводу. Здесь обязательно понадобится помощник, который будет держать сварочный аппарат, пока вы будете соединять предметы. При наличии у партнера определенных навыков возможно выполнение манипуляций по очереди.
Все движения должны быть точными и быстрыми, а если появилось малейшее искривление — замените деталь.Важно соблюдать постоянную температуру, перегрев пластиковых труб при подключении в местах с ограниченным доступом приводит к потере формы и проблемам с дальнейшим монтажом.
Нюансы пайки полимерных труб своими руками
Есть масса моментов, которые следует учитывать при работе с полипропиленовыми трубами. Их несоблюдение приводит к снижению качества соединения арматуры и трубок, расходу и засорению системы.
8 Ошибки при сварке пластиковых труб
- Отклонение от правил монтажа изделий из ПП.Если труба вводится в фитинг, между их стенками образуется зазор, обычные нагрузки для такого соединения могут быть слишком высокими, что неизбежно приведет к протечкам.
- Сильное давление при соединении элементов. При оплавлении кромки трубы в фитинге давление должно быть минимальным. Сопутствующее чрезмерное усилие приводит к образованию внутри трубы пластикового парусника, ее закупорке или снижению проходимости.
- Неправильно подобранный материал. Конструкция из пластиковых труб низкого качества даже при умелой установке будет недолговечной.Приобретайте изделия из полипропилена только у проверенных поставщиков и хорошего бренда.
- Соединение труб разных производителей. Независимо от качества пластиковых труб, невозможно соединить элементы разных производителей.
- Удаление поплавков при сварке. Делать это не рекомендуется — любое движение к обмерзанию пластика приведет к еще большей деформации.
- Медленный темп работы. Полипропилен после нагрева остывает за секунды, поэтому очень важно в последний раз не отвлекаться на точные движения для форсирования предметов.
- Загрязненный сварочный аппарат. Перед началом работ необходимо проверить тефлоновую поверхность устройства и при необходимости очистить ее от остатков клея и грязи.
- Остаток жидкости в трубе. Попасть в трубу с водой нельзя, при нагревании капли превратятся в пары, и соединение потеряет прочность.
При работе с полипропиленовыми трубками помните, что предварительно нагретый материал имеет очень высокую температуру. Примите меры предосторожности: наденьте роб и толстые перчатки, чтобы защитить кожу от горячего пластика.
Без ремонта и строительства не обходятся пластиковые трубопроводы. Все работы выполняйте по инструкции и полипропиленовые трубы прослужат долго и надежно.
Сварка полипропиленовых труб: видеоинструкции, температура и время нагрева, технология пайки, как сваривать пластиковые фитинги
Как сварить полипропиленовые трубы, как подготовить их к этому. Особенности подключения в труднодоступных местах.
Как правильно варить (паять) полипропиленовые трубы
Все патрубки металлические заменены на пластиковые, в частности полипропиленовые.Они имеют длительный срок службы (до 50 лет), не ржавеют, не гниют, мало весят, а также собрать все своими руками, не привлекая специалистов. Сварка полипропиленовых труб требует определенных навыков, но приходит быстро. Раньше можно потренироваться на мелкой отделке и недорогой фурнитуре, а потом взяться за создание более серьезных вещей.
Делать, кстати, можно не только воду или отопление, но и много необходимых и полезных вещей.
Виды и назначение
Полипропиленовые трубы могут быть четырех цветов — зеленого, серого, белого и черного.Отличаются чертами только черного цвета — они обладают повышенной устойчивостью к ультрафиолету и используются при укладке системы полива на почву. Все остальные имеют схожие характеристики и вымощены в помещениях или врываются в землю.
По договоренности полипропиленовые тубы бывают следующих видов:
- Для холодной воды (температура до + 45 ° С). Их легко перемешать по продольной полосе синего цвета.
- Для горячего водоснабжения (нагрев до + 85 ° С). Отличительная черта — полоса красного цвета.
- Universal (максимальный нагрев до + 65-75 ° C в зависимости от производителя). Рядом нанесены две полосы — синяя и красная.
Цвета на характеристики не влияют
Как для холодной, так и для горячей воды есть трубы с разными характеристиками. Это отображается в маркировке:
- PN10 применяется исключительно в системах холодного водоснабжения (до + 45 ° С) с низким давлением (до 1 МПа). Иметь небольшую толщину стенок. Для многоэтажек не подходят.
- PN16. Часто маркируется как универсальный, но чаще используется для холодной воды — выдерживает нагрев среды до + 65 ° C и давление до 1,6 МПа.
- PN20. Толстостенные трубы, способные транспортировать среду с температурой до + 80 ° C, выдерживают давление до 2 МПа. Используется при разводке системы горячего водоснабжения и отопления.
- PN25. Это армированные полипропиленовые трубки (фольга или стекловолокно). Из-за наличия армирующего слоя часто имеют меньшую толщину стенки, чем PN20.Температура нагрева среды — до + 95 ° С, давление — до 2,5 МПа. Подать заявку на горячее водоснабжение и отопление.
Все они выпускаются разного диаметра — до 600 мм, но в квартирах и частных домах используются в основном размером от 16 мм до 110 мм. Учтите, что указан внутренний диаметр, так как толщина стенки может быть разной.
Что такое сварка полипропиленовых труб
Полипропилен отличается повышенной жесткостью, и для создания систем нужной конфигурации используется фурнитура из того же материала.Это разные уголки, тройники, байпасы, переходники, муфты и т. Д. У труб они соединяются с помощью пайки. Этот процесс также называют сваркой, но суть его не меняется: два элемента нагреваются до температуры плавления и в горячем состоянии соединяются друг с другом. При правильном исполнении состав получается монолитным и служит не меньше, чем сами трубы.
Фитинги для полипропиленовых труб позволяют создать систему любой конфигурации.
Для соединения полипропилена с металлами используются комбинированные фитинги, у которых одна часть металлическая и соединяется с помощью резьбового соединения, а вторая полипропиленовая — сварная.
Сварка полипропиленовых труб происходит с помощью специального устройства, которое называется паяльником или сварочным аппаратом. Это небольшая металлическая площадка, внутри которой находится электрическая спираль, нагревающая поверхность. Из-за такой конструкции этот агрегат еще называют утюгом.
Два конструкторских устройства для сварки полипропиленовых труб
Для соединения двух элементов сращиваемые поверхности нагревают до температуры плавления (+ 260 °).Для нагрева элемента до желаемой глубины на сварочной платформе устанавливаются две разные металлические сопла, покрытые тонглоном:
- использует дорн (меньший диаметр) для нагрева внутренней поверхности;
- для разогрева внешней поверхности надеть втулку.
Сопла для пайки полипропиленовых труб
Два соединяемых элемента одновременно надеваются на соответствующие форсунки, выдерживается определенный промежуток времени (несколько секунд), затем соединяются.Это сварка полипропиленовых труб.
Как передвигаться
Состав паяльника для полипропиленовых труб немного отличается, но принципы работы с ними общие. Есть две основные модели — с плоской платформой или цилиндрической каменкой. При нормальном качестве работают и те и другие, разницы практически нет. Кому удобнее, тогда выбирайте.
Так выглядит хорошо сделанный компаунд — в целом
Подготовительные работы
Перед началом работы надо прогреть паяльник, но все не так просто.Порядок его приготовления:
- Сначала на платформу устанавливаются насадки подходящего диаметра.
- В отверстие в платформе шпилька, надевается с двух сторон дорна и гильзы, затягиваются гайками с двух сторон.
- Если ТЭН в виде трубки, то насадки продаются для закрепления его на пластине. Пластину надевают на ТЭН, затягивают болт крепления.
- Требуемая температура нагрева отображается на регуляторе.Для полипропиленовых труб температура сварки + 260 ° С. На регуляторе она выше, включаем сеть.
- Ждем набора заданной температуры. Некоторые модели издают звуковой сигнал, но в основном горит или гаснет (в разных моделях по-разному).
Паяльник готов к работе. Но подготовить трубы и фитинги еще нужно. Первое условие качественной сварки — ровный срез. Надрез должен быть строго вертикальным, без заусенцев и мешалок.Такой срез можно получить с помощью специальных ножниц. У них есть две широкие губки, фиксирующие трубу на месте, а режущая часть находится сверху.
Если отрезать так, рез будет ровным и гладким
Второе условие хорошей пайки полипропиленовых труб — это чистые, сухие, нежирные детали. Если хотите, чтобы водопровод или отопление служили долго и не протекали, пропустить эту процедуру не стоит. Режущую трубу и фитинг очищают спиртом или водой с моющим средством для посуды.Затем ждут, пока все высохнет, и только после этого начинается процесс пайки.
Сколько греть
При сварке полипропилена необходимо нагревать строго до необходимой температуры. Перегрев и недогрев значительно снижают качество шва. Слишком перегретая и размягченная труба просто не будет вставлена в фитинг, а недостаточное количество предварительно нагретого материала не расплавится.
Время нагрева зависит от диаметра труб, температуры воздуха и указано в таблице.
В целом паять можно при + 5 ° С, но данные указаны для + 20 ° С. При более быстрой погоде время выдержки элементов на паяльнике сокращается на 30-60 секунд, при более холодном — увеличивать.
Обратите внимание на столбец «глубина» сварки в таблице. Эта отметка ставится на трубу. Перед этим необходимо будет запрессовать его в штуцер. При этом перед краем арматуры образуется небольшой валик из расплавленной пластмассы. Это будет означать, что шов выполнен.
Ошибки, которые могут быть при сварке полипропиленовых труб
Другой столбец требует пояснения — «время сварки». Пришло время отремонтировать и закрепить сварные элементы.
Вообще, если попытаться вставить холодную трубу в фитинг, должно пройти с большим трудом — внешний диаметр трубы немного больше внутреннего диаметра подачи. Это сделано намеренно, чтобы на шве был излишек материала, из которого формируется валик. Чтобы сварка полипропиленовых труб была надежной, лучше брать все комплектующие одной компании.Так что гарантированные размеры будут совпадать. В противном случае необходимо примерить — чтобы примерка не «скользила», а с трудом растягивалась.
Технологии
Как уже говорилось, при сварке полипропиленовых труб их фасонные части следует очистить, обезжирить и просушить. И только после этого можно приступать к пайке.
Такая заготовка подходит для всех типов труб, кроме фольгированных. В этом случае после отрезания нужного кусочка срез очищается до фольги специальным приспособлением — шейдером.В него вставляется труба и несколько раз поворачивается. В этом случае снимается верхний слой пластика, после чего можно обезжирить и припаять.
Армированные фольгированные трубы разрезанные полипропилен на фольгу
После высыхания поверхности резервуар рисует этикетку на трубе, отмечая расстояние до ее вдавливания в фитинг (проще всего тонким маркером или резко простым карандашом).
- Нарезанный участок трубы надеть на дорн, вставив вставку в гильзу.Делать это нужно при этом, в крайнем случае, раньше надевают фурнитуру, так как она имеет большую толщину стенок. Задержка должна быть очень маленькой.
Ставим на Насадекс
Зафиксируйте надежность сварки полипропиленовых труб
Одно замечание: сразу после окончания сварки осмотрите положения на паяльнике. Если есть остатки материала, их удаляют мягкой, неблокирующей (белой) тканью.На паяльнике нельзя оставлять пластик — торчит следующий фрагмент, отодрать будет сложно. Форсунки нельзя чистить абразивом — насадки тефлоновые, легко царапаются. И даже микроскопические царапины приведут к тому, что осколок на паяльнике (утюге) засорится.
Работать, кстати, лучше будет в нитевидных перчатках — ожогов будет меньше.
Прокладка полипропиленовой трубы
Полипропиленовые трубы применяются для монтажа гребенки холодной или горячей воды, отопления.Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо перекачать в единицу времени, требуемую скоростью ее движения (формула на фото).
Формула для расчета диаметра полипропилена
Расчет диаметров труб для систем отопления — отдельная тема (диаметр нужно определять после каждого ответвления), с водопроводом все проще. В квартирах и домах для этих целей используются трубы диаметром от 16 мм до 30 мм, а самые ходовые — 20 мм и 25 мм.
После определения диаметра считается общая длина трубопровода, в зависимости от его конструкции закупается арматура. С длиной труб все относительно просто — длину замерить, прибавить около 20% на погрешность и возможные браки в эксплуатации. Чтобы определить, какая фурнитура нужна, потребуется схема трубопровода. Нарисуйте его, обозначив все ответвители и устройства, к которым вы хотите подключиться.
Пример прокладки полипропиленовых труб в ванной
Для подключения ко многим устройствам требуется переход на металл.Есть такая фурнитура из полипропилена. С одной стороны, латунная резьба, с другой — обычный штуцер под пайку. Сразу необходимо следить за диаметром трубы подключаемого устройства и типом резьбы, которая должна быть на фитинге (внутренняя или внешняя). Чтобы не ошибиться, лучше все записать на схеме — сверх точного, где этот фитинг будет установлен.
Далее по схеме учитывается количество «Т» и «Г» фасонных соединений.Для них покупаются тройники и уголки. Есть еще кроссы, но они применяются редко. Углы, кстати, есть не только на 90 °. Есть 45 °, 120 °. Не забываем про муфту — это фитинги для стыковки двух отрезков трубы. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, ведь каждый поворот делается с помощью фитингов.
При покупке материалов договаривайтесь с продавцом о возможности замены или возврата части фурнитуры.Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу определиться с необходимым ассортиментом. Кроме того, в процессе монтажа иногда возникает необходимость изменения конструкции трубопровода, а значит, меняется комплект арматуры.
Компенсатор для труб горячего водоснабжения и отопления из полипропиленовых труб
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовая система горячего водоснабжения или отопления, необходим компенсатор, с помощью которого будет выравниваться удлинение или укорочение трубопровода.Это может быть заводской компенсатор, либо компенсатор, собранный из финигитов и отрезков труб (на фото выше).
Способы укладки
Есть два способа установки полипропиленовых труб — открытый (на стене) и закрытый — в штрихи в стене или в стяжке. На стене или в ходу полипропиленовые тубы крепятся на зажимах-держателях. Они одинарные — для прокладки одной трубы, бывают двойные — когда две ветви идут параллельно. Крепятся на расстоянии 50-70 см.Трубка в зажимах просто вставляется и удерживается благодаря своей эластичности.
Крепление полипропиленовых труб к стенам
При укладке в стяжку, если это теплый пол, трубы крепятся к арматурной сетке, дополнительного крепления не требуется. Если есть подводная лодка к радиаторам, трубы можно не крепить. Они жесткие, их положение даже при заливке теплоносителя не меняется.
Возможность скрытой и наружной разводки в один трубопровод (при открытой разводке в ванной — меньше работы)
Нюансы пайки
Процесс сварки полипропиленовых труб, как вы убедились, не оставляет работы особенной, но здесь есть масса тонкостей.Например, непонятно, как, когда трубы представляют собой стык, настраивать участки, чтобы трубы имели именно ту длину, которая требуется.
Еще один момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда удается надеть паяльник на обе стороны трубы и фитинга. Например, пайка в углу. Паяльник надо накрыть в углу, с одной стороны, сопло упирается прямо в стену, фитинг не протянешь.В этом случае ставят второй комплект форсунок того же диаметра и на него нагревается штуцер.
Сварка (пайка) полипропиленовых труб
Правильная сварка полипропиленовых труб позволяет получить очень надежное соединение. Для такого результата необходимо соблюдать технологию.
Полипропиленовые трубы в настоящее время широко используются для прокладки водопроводов и трубопроводов.
Когда трубы и фитинги из ППС нагреваются при переделке сварочного аппарата, происходит локальная деполимеризация полипропилена, а при плотном совмещении поверхностей сварных труб и их охлаждении происходит диффузия материала материала и повторные измерения имеет место.Таким образом, при соблюдении всех тонкостей технологии сварки витые поверхности труб и фасонных частей становятся одним целым.
Оборудование для диффузионной пузырьковой сварки полипропиленовых труб
Для работы вам понадобится:
- Труборез. Самый распространенный вариант — ножницы для резки труб. Однако такой трубопровод не гарантирует даже острой и частичной деформации трубы. Более равномерные результаты достигаются при использовании круглых труб для пластиковых труб.При отсутствии специального пропила можно использовать ножовку с мелким зубом и стабом.
- Стрелок. При использовании армированной металлической фольги в системах отопления и горячего водоснабжения для предотвращения отслоения стенок труб во время гидродаров при высоких температурах рекомендуется удалить внутренний слой фольги до 2 мм. Также носитель позволяет получить ровный распил скобы и удалить возможные заусенцы.
- Линейка и карандаш. Необходимо измерить трубу и записать рекомендуемую глубину сварки.Если при сварке не соблюсти трубы труб в фитингах, ролики из полипропилена могут образовываться внутри, подвешивая просвет труб. Также отметки на трубе и фитингах пригодятся при сварке труб в определенном взаимном положении.
- Салфетки спиртовые. Место сварки полипропиленовой трубки необходимо тщательно взломать и обезжирить, чтобы предотвратить образование капиллярных ходов в толще свариваемого материала.
- Сварочный аппарат со сменными соплами желудочков (муфты Дорна).В большинстве случаев подойдет обычный и недорогой сварочный аппарат с ТЭНом мечевидной формы мощностью до 1 кВт. Такой аппарат может обеспечить сварку труб диаметром до 63 мм. Профессиональные сварочные аппараты отличаются большей мощностью, точностью регулировки температуры. Также профессиональные устройства одновременно нагревают две пары входных патрубков разного диаметра, чтобы не тратить время на их замену при сварке труб разного диаметра.Для сварки труб ППС в труднодоступных местах существуют сварочные аппараты с тонким круглым нагревательным элементом, который можно расположить как прямо, так и под углом 90 градусов. Проклятия для таких сварочных аппаратов выполняются одним целым числом с отверстием для ТЭНа между муфтой и дорном. При выборе сварочного аппарата важно обратить внимание на то, чтобы детали в комплекте были покрыты тефлоновым антипригарным покрытием (обозначается как PTFE), чтобы предотвратить прилипание пластика к электронному блоку. В бытовом использовании достаточно двух световых индикаторов обогрева: красного (индикатор работы) и зеленого (индикатор достижения заданной температуры).Рукоятка регулятора отопления должна иметь четкую калибровку и хорошую фиксацию в выбранном положении. На стенде сварочного аппарата не будет лишнего зажима: он позволяет закрепить устройство, чтобы оно не сдвинулось с места при нагревании соединителей труб.
Сварка пластика с помощью паяльника Учебное пособие
Большинство людей заменяют пластиковое покрытие предмета, когда оно треснет или расколется на куски; тем не менее, пластик удивительно пластичен, его легко расплавить и собрать с помощью паяльника.Хотя восстановленный предмет не будет выглядеть точно так, как когда он был свежим, с опытом могут быть достигнуты красивые пластиковые сварные швы, которые визуально не заметны.
Как сварить пластик паяльником: пошаговое руководство
Советы для пользователей: Пока вы не попробуете первый сварной шов, потренируйтесь с выброшенным пластиком и выясните, сколько времени вам понадобится, чтобы прижимать утюг к различным точкам в пластике.
- Тщательно очистите пластик с мылом и обезжиривателем, даже если он не выглядит грязным.Отшлифуйте края пластика до гладкости, потому что на них нет зазубрин. После этого вам нужно будет подключить утюг и подождать, пока он нагреется, что займет всего пару минут;
- Сожмите 2 куска пластика и удерживайте их на месте, проводя паяльником по шву, пока они частично не расплавятся. Замените кусочки пластика, когда они уже горячие и съемные, чтобы они максимально сцепились друг с другом;
- Приложите к шву крошечные кусочки пластика, желательно тонкие листы, чтобы укрепить сварной шов.Затем с помощью лезвия паяльника тщательно нагрейте эти фрагменты пластика до тех пор, пока они не станут жидкими. С помощью лезвия паяльника распределите расплавленный пластик по длине шва;
- Последний шаг — использовать паяльник, чтобы быстро и плавно пройтись по швам и окружающему пластику. После некоторого опыта работы с этой техникой вы сможете получить ровный, гладкий сварной шов из пластика;
- Дайте пластику остыть не менее 5 минут.Дайте пластику остыть до комнатной температуры, прежде чем продолжить работу с ним. Сваренный пластик быстро остывает, так что не торопитесь. Следите за затвердеванием припаянного пластика. Вы готовы сосредоточиться на нем, если от него не исходит жар;
- Безопаснее латать сварной шов, пока он не остынет. Прочный сварной шов выглядит достаточно аккуратно и аккуратно. При необходимости добавьте больше сварочного стержня или воспользуйтесь пистолетом, чтобы разгладить расплавленный пластик;
- Отшлифуйте сварное соединение наждачной бумагой зернистостью 120.Чтобы сварной шов выглядел так же, как остальной пластик, сгладьте неровные выступы. Протрите шов наждачной бумагой вперед и назад с легким трением. Постарайтесь сделать так, чтобы сварной шов выглядел на одном уровне с окружающей областью, но будьте осторожны, чтобы не поцарапать пластик;
- С помощью наждачной бумаги с зернистостью 180 и 320 окончательно отполировать пластик. Чтобы разгладить сварной шов, используйте наждачную бумагу более мелкой зернистости. Наждачная бумага с более высоким зерном более гладкая и менее абразивная, но если вы не будете терпеливы, она может треснуть пластик.Протрите сварной шов наждачной бумагой с зернистостью 120, пока он не станет однородным на вид и не станет мягким на ощупь.
Полезные советы:
- Сначала поэкспериментируйте с ломом пластика, чтобы узнать, как долго вы сможете удерживать утюг на определенном месте. Каждая форма пластика плавится с разной скоростью;
- Горящий пластик выделяет ядовитые пары. Наденьте защитную маску и проведите эту операцию на открытом воздухе на улице;
- Часто начинают с наждачной бумаги с наименьшей зернистостью.Так как он более грубый, он быстрее отрывает пластик. Сохраните наждачную бумагу с более мелким зерном для последних штрихов;
- Начинать пайку следует с температурной отметки 210-230F. В противном случае можно обжечь пластиковую деталь;
Некоторые из лучших паяльников, которые можно использовать для сварки пластика:
- Hakko FX888D-23BY
- Инструменты JBC CD-1BQE
- Weller SP40NKUS Утюг 40 Вт;
- Weller BL60MP;
- LEXIVON LX-770;
Два простых метода сварки пластика с помощью термофена и паяльника
Тепловой пистолет — это гораздо больше, чем средство для снятия краски.Это измеримый инструмент для широкого круга приложений. Его можно использовать в различных функциональных реализациях (многие из которых мы уже обсуждали), а также любителями и художниками. Значит ли это, что вы можете использовать его для сваривания пластика?
Несмотря на свою гибкость, некоторые пластмассы плохо переносят клей. Клей наносится лишь изредка, пока не будет добавлен. Каждый пластик, изготовленный из полиэтилена высокой плотности (HDPE) или полипропилена, попадает под эту категорию (PP).Сильный нагрев — единственный способ полностью сварить их вместе в долгосрочной перспективе.
Вам понадобятся такие вещи: тепловая пушка, паяльник, кожаные перчатки, плоскогубцы.
1) Метод лицевой промывки
Соберите компоненты, которые собираетесь соединять. Если это для дизайна, используйте рисунок или контур, чтобы вырезать, когда хотите. В противном случае приготовьте их к нагреванию.
Смягчите каждую мордочку в микроволновой печи. Наденьте перчатки и прижмите руки к себе.Их легко перегреть, поэтому лучше сначала потренироваться на ломе.
Вдавите пластик вместе с листом металла. Он может увеличивать силу без плавления.
2) Метод точечной сварки
Держите кусочки пластика (желательно в форме палочек) по краям или между поверхностями с помощью плоскогубцев.
Осторожно прижмите горячий паяльник к пластиковому «стержню», пока он не начнет плавиться.
Если у вас возникли проблемы, подумайте о том, чтобы нагреть шнек, прежде чем он пройдет через все материалы.И нагрейте, пока две части не сольются.
Заключительные мысли
Сваривать пластик паяльником для ремонта недостаточно: его можно использовать даже для сварки и даже для скульптуры. Если у вас уже есть паяльник / утюг / станция, вам не нужно покупать комплект для сварки пластика, и вы можете сразу приступить к сварке пластика.
Привет! Меня зовут Том, я автор блога. Мое хобби — электронные схемы и паяльники.
Сварка труб | Сварка пластмасс | Сварка пластиковых труб
Какие пластмассы можно сваривать?
Растворы для сварки пластмасс обычно выполняются с использованием следующих материалов на основе полимеров:
- Политетрафторэтилен, который является упругим, стабильным и обладает способностью выдерживать воздействие агрессивных химикатов.
- Поливинилхлорид, легкий и жесткий, а также известный своей прочностью и огнестойкостью.
- Хлорированный поливинилхлорид, известный своей способностью выдерживать высокие температуры.
- Полипропилен, известный своей эластичностью и высокой химической стойкостью.
- Полиэтилен высокой плотности, известный своим широким соотношением прочности и плотности.
- Поливинилиденфторид — прочный и прочный пластик, известный своей способностью противостоять агрессивным химическим веществам.
Что лучше всего склеивает пластик с пластиком?
Связующий агент, используемый для приклеивания пластика к пластику, зависит от типа используемого пластика. Некоторые пластмассы лучше реагируют на химическую связь с растворителем, в то время как другие пластмассы лучше реагируют на тепловую связь.
Можно ли сваривать разнородные пластмассы?
Опять же, это зависит от типов используемых пластмасс и процесса их склеивания. Как правило, не рекомендуется сваривать два разных пластика, поскольку они могут не создавать такой прочной связи, как два одинаковых пластика.
Насколько прочны сварные швы?
Термопласты, будучи чрезвычайно универсальными, позволяют создавать прочные и долговечные сварные швы. Некоторые пластмассы имеют более медленное время разрушения, чем металлы, поэтому в зависимости от проекта и конечного использования компонентов мы порекомендуем решение, которое обеспечит долговечность сварных швов.
Как обычно используются сварные пластмассы?
Сварные пластмассы находят тысячи применений. Например, вы можете использовать сварные швы в медицине для транспортировки газов и химикатов через малогабаритные жизненно важные компоненты.
Использование пластиковых сварных швов позволяет избежать осложнений, связанных с коррозией металлических компонентов транспортируемых материалов. Вот почему мы видим, что сварка пластмасс наиболее часто используется в этих отраслях:
Можно ли сплавить пластик вместе?
Да, пластик можно плавить, если два куска пластика сделаны из одного материала. Однако «плавление» пластмасс не обязательно то же самое, что их сварка.
Можно ли сваривать пластмассы с помощью паяльника?
Не рекомендуется использовать паяльник для сварки двух пластмасс вместе, так как образующаяся связь будет слабой и не пригодна для транспортировки большинства жидкостей, газов или других химикатов.