Устройство паяльника: схема и принцип работы
Смотрите также обзоры и статьи:
Электрическая схема паяльникаСхема паяльника достаточно простая, она включает в себя нескольких основных элементов: вилка, спираль, сделанная из нихрома, и провод.
Вилка и провод используются в том случае, если паяльник работает от сети, но существуют и паяльники, где питание поступает от встроенного источника. Спираль является основной частью паяльника, благодаря ей электричество преобразуется в тепло, после чего обрабатываемые детали нагреваются и происходит их спаивание.
Температура нагрева паяльника, а точнее, его жала, не регулируется, поэтому для поддержки необходимого значения температуры можно подключить его через регулятор мощности для возможности проводить регулировку вручную и в дальнейшим поддерживать ее в ходе работы.
Мощность паяльника выбирается в зависимости от рода предстоящей работы: мелкие детали паяются прибором малой мощности.
Подбор паяльника также зависит от напряжения. Паяльник напряжением 12 Вольт подойдет для работы в легковом автотранспорте, 24 Вольта – в грузовом автотранспорте, 27 Вольт – в воздушном транспорте, 36 Вольт – в помещениях с повышенной влажностью с выполнением обязательного заземления находящегося там электрооборудования.
Если у вас имеется паяльник, предназначенный на напряжение 12 Вольт, а вы хотите переделать его на 220 Вольт, то придется намотать спираль несколькими слоями, что создаст трудности при производстве работ с небольшими по размеру деталями.
Если сеть соответствует паяльнику, то работать можно от переменного и от постоянного напряжения. Это из-за нихромового материала, из которого сделан нагреватель.
Это из-за нихромового материала, из которого сделан нагреватель.Обычно напряжение в паяльных инструментах составляет именно 220 Вольт. Для работы в помещениях с большой влажностью или запыленностью используют приборы напряжением до 42 Вольт. Это вынужденная мера безопасности, исключающая вероятность поражения электрическим током.
Как устроен паяльникПаяльником называется прибор, с помощью которого можно соединить между собой детали. Посредником между этими деталями может быть припой – вещество, которое под действием высокой температуры плавится и переходит в состояние жидкости. После прекращения этого воздействия припой мгновенно твердеет и обеспечивает неразрывное соединение. Этот инструмент является незаменимым для людей, работающих с электроникой, потому что благодаря ему можно не только соединить детали, но и разъединить их.
Необязательно быть семи пядей во лбу и тщательно изучать внутреннее устройство паяльника для того, чтобы уметь его использовать, но если вдруг он выйдет из строя, то эта информация может помочь.
Паяльники, выпущенные в разное время, несомненно, имеют кое-какие отличия, однако, основные части подобны у всех моделей. Устройство паяльника выглядит следующим образом: основная часть – это стержень, который сделан из красной меди. При воздействии температуры именно он расплавляет припой. Почему выбран именно этот металл? Все потому, что именно он имеет высокий коэффициент теплопроводности. Стержень на конце выполнен в форме клина, для того, чтобы работа с мелкими деталями проходила легче и удобнее.
Вторая важная часть паяльника представляет собой трубку, сделанную из стали, куда помещается медный стержень. Эта конструкция называется нагревательным элементом. Сверху упомянутую трубку оборачивают слюдой. Для чего она нужна и чем заменить слюду в паяльнике? Слюду можно заменить обычной стеклотканью, поверх намотав нихромовую проволоку. Когда по ней будет проходить электрический ток, при этом она будет нагреваться и передавать тепло трубке. От этого стержень также будет нагреваться.
Рукоятка прибора может быть произведена из дерева или специального пластика, но ни в коем случае не из металла.
Что касается проводов, то они присоединены к выводам нихромовой проволоки, а чтобы соединение было максимально крепким можно пользоваться алюминиевыми зажимами, которые надежно припаяны. Их назначение не ограничивается лишь обеспечением качественного соединения, они также призваны отводить лишнее тепло. Чем больше мощность паяльника, тем больше температура, которой подвергаются медные провода, и тем нужнее присутствие алюминиевых зажимов. Это нужно знать на тот случай, если при ремонте паяльника встанет вопрос об удалении этих зажимов.
Нагревательный элемент расположен внутри стального корпуса инструмента. В зависимости от модели на корпусе может быть резьба для фиксации стержня, а также отверстия для отвода тепла, которые располагаются вблизи рукоятки.
В зависимости от модели на корпусе может быть резьба для фиксации стержня, а также отверстия для отвода тепла, которые располагаются вблизи рукоятки.
Рассмотрим, к примеру, индукционный паяльник и то, как он работает. Он начинает греться благодаря катушке индуктора. Наконечник покрыт ферромагнитным составом, что сказывается на создании магнитного поля. Сердечник начинает разогреваться. Когда градусы достигли определенного уровня нагрев прекращается. При дальнейшем остывании происходит восстановление ферромагнитных характеристик и снова паяльник начинает увеличивать температуру. То есть поддержание температуры происходит автоматически без использования каких-либо термодатчиков и дополнительных электронных приспособлений.
В отличие от индукционного газовый паяльник относится к устройству автономного типа. Его можно применять где угодно.
Пламя, возникающее от сгорания газа, и является источником тепла, от которого происходит нагрев жала. Газ в паяльник заправляется при помощи обычного баллончика.
Схема работы заключается в следующем: когда происходит подключение паяльника к электрической сети, то нихромовая спираль пропускает через себя электроток и происходит ее нагревание. Тепло передается на медный стержень, из-за чего его температура может возрасти до очень высоких показателей, порядка 300 градусов. Из-за этого припой расплавляется под воздействием жала (стержня) и спаивает детали.
Разновидностей паяльников множество, они могут быть отличны по мощности и иметь разные типы нагревательных элементов. В тех случаях, когда нужно спаять детали больших размеров или проводов с большим поперечным сечением нужны паяльники с большим жалом и обладающие мощностью около 100 Ватт. Паяльники мощностью от 50 до 80 Ватт нашли свое применение для ремонта электрооборудования и радиотехники. Паяльники для пайки мелких элементов должны быть с тонким жалом и маломощные – около 20 Ватт.
В наше время выпускается множество видов паяльников, один из которых – с нагревателем из керамики. Такие паяльники очень капризны, если на его нагревательный элемент попадет немного воды или он упадет, то может выйти из строя и возможности починки уже не будет. Дело в том, что нагревательный элемент состоит из керамической пластины очень небольшой толщины, а внутри – тонкая нихромовая спираль. При малейшем воздействии эта тонкая проволока рвется, и паяльник не подлежит ремонту.
Такие паяльники очень капризны, если на его нагревательный элемент попадет немного воды или он упадет, то может выйти из строя и возможности починки уже не будет. Дело в том, что нагревательный элемент состоит из керамической пластины очень небольшой толщины, а внутри – тонкая нихромовая спираль. При малейшем воздействии эта тонкая проволока рвется, и паяльник не подлежит ремонту.
Разновидностей паяльников много и их устройство и принципы работы отличаются друг от друга. Выбор паяльника зависит от характера задачи, которую он должен решить.
- Стержневые – являются наиболее распространенным видом. То, как они работают и из чего состоят — рассмотрели немного выше. Эта разновидность получила свое одобрение и признание у многих мастеров, работающих на дому, они неплохо справляются и с бытовой техникой, и с проводами.
- Пистолетные – внешне похожи на оружие, также применяются для ремонтных работ. Рабочая часть и рукоятка расположены друг к другу под углом 90 градусов – это очень удобно для некоторых работ.

- Паяльные станции – укомплектованы блоками управления, которые позволяют производить различные настройки – мощность, температура, сила тока и пр.

Паяльные станции можно подразделить на несколько видов, от которых зависит их принцип работы:
- Цифровые – принцип работ схож со стержневыми паяльниками. Отличие заключается в том, что здесь можно задать параметры для производства работ.
- Инфракрасные – спаивание происходит благодаря инфракрасному излучению. Длина волн составляет до 10 мкм, а зона прогрева – до 60 мм.
- Термовоздушные – при его работе припой плавится от воздействия горячего воздуха, направление которого регулируется соплом.
Нихромовую спираль можно найти в магазинах в виде катушки с намотанной проволокой. Эта форма очень удобная и компактная. Она является нагревательным элементом и изготавливается сплава хрома с никелем. Отсюда и название – нихром.
Две наиболее известные марки – Х20Н80 (73% никеля и 23% хрома) и Х15Н60 (60% никеля и 18% хрома).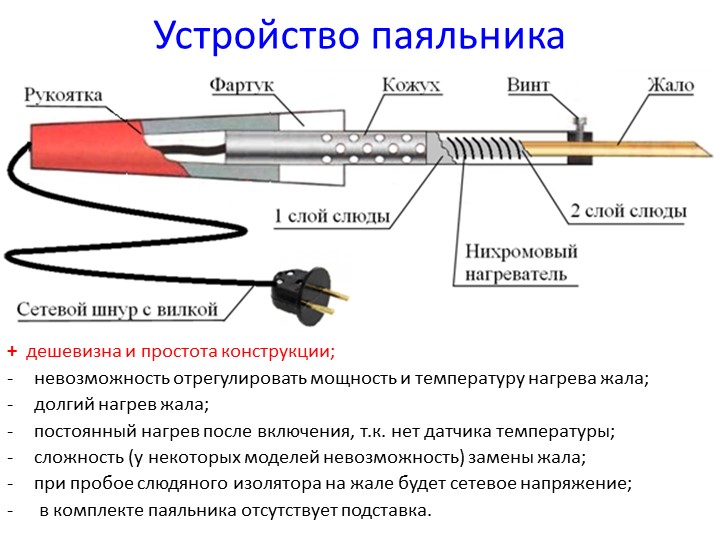
После получения этих двух основных сплавов было получено множество модификаций, у которых имеется большая стойкость к окислению при увеличенном показателе температуры. Такие виды применимы для тех нагреваемых элементов, которые имеют взаимодействие с воздухом.
Основным свойством нихромовой проволоки является способность сопротивляться электротоку. Нихромовая спираль может применяться не только как нагревательный элемент, но также как материал для сопротивления электросхем. Для нагревателей используют спирали, которые применяются в тепловентиляторах и терморефлекторах, для электроотопления и в тенах отопительных приборов, а также в виде нагревателя для термооборудования.
Сплавы, которые получены в вакуумных печах, используются для промышленного оборудования.
Спирали из двух указанных наиболее распространенных марок отличаются от остальных тем, что при изменении температуры не слишком меняется их сопротивление. Она частенько используются для резисторов, а также различных деталей.
Она частенько используются для резисторов, а также различных деталей.
Нихромовую спираль можно изготовить дома. Вам понадобится лишь проволока подходящей марки. Расчет нихромовой спирали зависит от удельного сопротивления проволоки, также необходимой мощности. Рассчитывая мощность следует не упустить тот наибольший ток, при котором температура нихромовой спирали достигнет нужного показателя.
Для расчета силы тока и температуры давно придуманы справочники, но это еще не всё. Обязательно должны быть учтены условия, при которых эксплуатируется нагреватель. Если нагреватель опустить в воду, то теплоотдача увеличится и ток можно увеличить вполовину расчетного. Если нагреватель закрытый, то отвод тепла будет уменьшаться, при этом ток нужно будет уменьшить на величину до 50%.
Немаловажное значение имеет спиральный шаг: витки, расположенные близко друг к другу способствуют большему нагреву, если шаг большой, то остывание происходит быстрее. Все справочные значения приведены для нагревателей горизонтального типа, при изменении угла показания изменятся.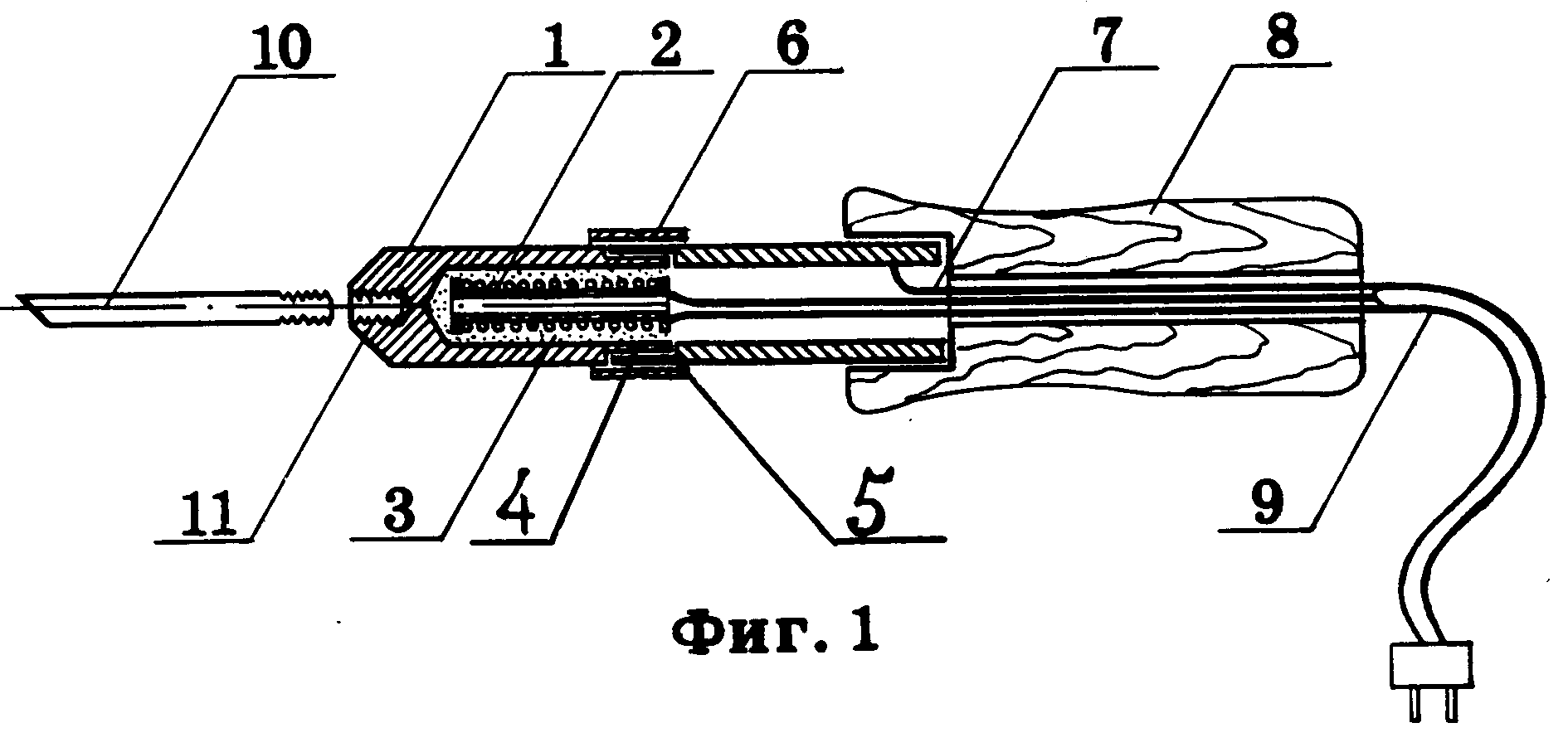
Применяя школьные знания, зная значение мощности и напряжения, находим и силу тока, а затем, применяя известный всем закон Ома, с легкостью находим сопротивление.
Длина спирали зависит от диаметра проволоки и удельного сопротивления, поэтому формула будет следующая: L=(Rπd2)4ρ, где
L – длина;
R – сопротивление;
d – диаметр проволоки;
π – 3,14;
ρ – удельное сопротивление материала (нихром).
Можно просто использовать табличное значение линейного сопротивления, а также поправки по температуре.
Тогда расчет будет другим: L=R/ρld, где ρld – сопротивление проволоки длиной 1 метр и диаметром d.
Для геометрического расчета спирали из нихрома, а именно количества витков, нам понадобится формула N=L/(π(D+d/2)), при этом длина одного витка равна π(D+d/2).
Конечно, фактически никто не занимается навивкой проволоки вручную. Намного проще пойти в магазин и купить нужную спираль со всеми необходимыми характеристиками.
Опубликовано: 2020-04-13 Обновлено: 2021-08-30
Автор: Магазин Electronoff
ПОДХОДЯЩИЕ ТОВАРЫ
Поделиться в соцсетях
Для чего дома нужен паяльник
После изобретения электрического паяльника, появились новые разновидности этих устройств. В статье рассмотрим наиболее популярные виды паяльного оборудования, а также особенности их применения.Такая технологическая операция как пайка существовало уже в древние времена. Египтяне успешно изготавливали металлические украшения, применяя примитивные паяльные приспособления.
 Римляне вообще использовали пайку для соединения труб общей протяженностью более 400км – удивительные масштабы даже для современного человека. До 20 века применялись медные и газовые паяльники, электрическое устройство появилось позже, а придумал его немецкий изобретатель Эрнст Сакс. После изобретения электрического паяльника, развитие оборудования для пайки пошло резко вверх. Появились новые разновидности эти устройств.
Римляне вообще использовали пайку для соединения труб общей протяженностью более 400км – удивительные масштабы даже для современного человека. До 20 века применялись медные и газовые паяльники, электрическое устройство появилось позже, а придумал его немецкий изобретатель Эрнст Сакс. После изобретения электрического паяльника, развитие оборудования для пайки пошло резко вверх. Появились новые разновидности эти устройств.Пожалуй, самым популярным инструментом для пайки является паяльник. Данное устройство используют и в быту, и на производстве. Классифицировать паяльники можно по конструкции, типу потребляемой энергии, способам передачи тепла, мощности, форме жала и другим параметрам.
Электрические паяльники
Этот инструмент устроен довольно просто: в корпусе находится нагреватель (нихромовый, керамический), нагрев которого происходит от электрической энергии. Рабочей частью у такого паяльника является жало, с помощью которого и происходит пайка. Нихромовый нагреватель, как правило, выполнен в виде спирали, через которую проходит ток низкого напряжения. Керамический нагреватель – это стержень, с подведенным к контактам напряжением. Паяльники с керамическим нагревателем надежнее, нежели с нихромовым, к тому же обладают механизмом регулировки мощности и температуры, а также нагреваются быстрее.
Керамический нагреватель – это стержень, с подведенным к контактам напряжением. Паяльники с керамическим нагревателем надежнее, нежели с нихромовым, к тому же обладают механизмом регулировки мощности и температуры, а также нагреваются быстрее.
Существуют еще индукционные и импульсные паяльники. В первом варианте нагрев происходит благодаря катушке индуктора. Наконечник в таком паяльнике имеет особое ферромагнитное покрытие, в котором катушка индуктора создает магнитное поле, и от наведенных токов сердечник разогревается. Достигнув определенного температурного значения, покрытие теряет свои свойства, и сердечник перестает греться, а как только температура снижается – магнитные свойства снова восстанавливаются – таким образом, температура жала поддерживается автоматически.
Импульсные паяльники отличаются мгновенным разогревом. Кнопка пуска нажимается при включении и удерживается в дальнейшей работе. Как только кнопка отпускается – паяльник охлаждается. Такие инструменты обычно оснащены регуляторами температуры и мощности.
Электрические паяльники чаще всего используются в быту. Цена на эти инструменты относительно невысока.
Газовые паяльники и газовые горелки
Газовые паяльники широко используются там, где нет электричества (часто применяются на строящихся объектах монтажниками, электриками). Как следует из названия, работают газовые паяльники от газа. Конструкция этого инструмента включает в себя газовую горелку, емкость для газа, насадку и кнопку для розжига. Перед тем, как начать работу, вентиль, который контролирует подачу газа, открывается, и топливо поступает в сопло, после этого происходит розжиг. Длина пламени и температура, как правило, регулируются.
Паяльные станции
Паяльные станции в отличие от простых паяльников можно уже отнести к профессиональному оборудованию. Возможностей у такого устройства значительно больше. Выделяют следующие виды паяльных станций:
термовоздушные
контактные
инфракрасные
демонтажные
Подробнее особенности вышеперечисленных паяльных станций будут описаны в отдельной статье.
Электрический паяльник
В данной статье мы хотим рассказать о таком инструменте как электрический паяльник. Этот инструмент является единственным, с помощью которого в домашних условиях грамотный человек может починить вышедший из строя бытовой прибор.
Он представляет собой электрический элемент с нагревательным элементом, предназначенный для нанесения припоя на провода и контакты, при создании различных электрических схем и соединения проводов. Конструктивно электрический паяльник состоит из провода, которым он запитывается от обычной электрической сети напряжением 220 Вт, рукояти (корпуса), нагревательного элемента и жала.
В зависимости от мощности и формы жала паяльника они предназначаются для различных паяльных работ. Так небольшие паяльники, мощность от 5 до 40 Вт применяются при пайке различных электронных плат, соединения небольших электрических схем. В них применяются небольшие острые жала, так как ими удобнее наносить припой в точку пайки. В качестве припоя используют различные оловянно – свинцовые припои.
В качестве припоя используют различные оловянно – свинцовые припои.
Электропаяльники от 60 до 100 Вт применяются при ремонте электроприборов и домашней электросети. Ну а мощные электропаяльники (более 100 Вт) применяются в основном только профессиональными электриками для пайки и лужения массивных проводов и деталей. Для монтажа электронных устройств очень часто используют небольшие паяльники, рассчитанные на напряжение 12 – 36 Вт. Питание указанной группы электрических паяльников осуществляется от понижающих трансформаторов. Таким образом снижается вероятность повреждения компонентов электрических плат, в первую очередь полупроводниковых.
Виды паяльников1. Паяльник с нихромовым нагревателем. Особенностью данного паяльника является то, что нагревательным элементом в нем является проволочная нихромовая спираль. Если через данную спираль проходит переменный ток из бытовой сети, или постоянный ток низкого напряжения происходит ее разогрев до высоких температур, при которых плавится припой. У хороших дорогих моделей имеется встроенный термодатчик, с помощью которого можно контролировать температуру нагрева наконечника. Он отключается при достижении нужной температуры исключая перегрев и выход инструмента из строя. В качестве термодатчика данной разновидности электрических паяльников используется термопара.
У хороших дорогих моделей имеется встроенный термодатчик, с помощью которого можно контролировать температуру нагрева наконечника. Он отключается при достижении нужной температуры исключая перегрев и выход инструмента из строя. В качестве термодатчика данной разновидности электрических паяльников используется термопара.
Конструктивно нихромовые паяльники могут быть самыми различными. Самая простая нагревательная система нихромового паяльника представляет собой нихромовую спираль, намотанная на корпус, не проводящий ток, внутри которого имеется сердечник, которым и расправляют припой. В сложных конструкциях данного вида электропаяльника нихром заделывается в специальные изоляторы. Таким образом снижаются потери тепла и повышается теплопередача. Иногда данный вид паяльника можно спутать с керамическим, из за того, что нагреватель помещают внутри стержневого изоляционного материала по внешнему виду похожего на керамику.
2. Паяльник с керамическим нагревателем. В указанном виде электропаяльников в качестве нагревательного элемента применяют керамические стержни. Нагреваются они путем подведения напряжения к контактам стержня. Электропаяльники данного вида считаются наиболее лучшими. Это обусловлено тем, что им присущи такие качества, как быстрый нагрев, большой срок эксплуатации, а также значительный диапазон регулирования мощности и температуры наконечника.
В указанном виде электропаяльников в качестве нагревательного элемента применяют керамические стержни. Нагреваются они путем подведения напряжения к контактам стержня. Электропаяльники данного вида считаются наиболее лучшими. Это обусловлено тем, что им присущи такие качества, как быстрый нагрев, большой срок эксплуатации, а также значительный диапазон регулирования мощности и температуры наконечника.
3. Индукционный паяльник. В данном инструменте нагрев наконечника осуществляется катушкой индуктора, через которую проходит электрический ток. Наконечник, вставленный в катушку покрыт ферромагнитным покрытием. Если через проводник катушки проходит ток, в нем создается магнитное поле с наведенными токами, что вызывает повышение температуры сердечника. После того, как сердечник достигнет определенной температуры (значение точки Кюри), покрытие теряет магнитные свойства и нагрев прекращается. При остывании процесс возобновляется. Таким образом данный вид паяльника не требует дополнительного температурного датчика для поддержания нужной температуры наконечника.
4. Импульсный паяльник. Данный вид электрического паяльника характеризуется очень быстрым (в течение нескольких секунд) нагревом наконечника до температуры расплавления припоя. В течение времени работы кнопка подачи напряжения должна быть нажата. Если кнопку отпустить, паяльник начинает остывать. Как правило в них использована схема, в которой наконечник представляет собой часть электрической цепи , которая включает в себя дополнительно частотный преобразователь и высокочастотный трансформатор.
Наконечник у данного типа паяльников выполняется в виде стержня из меди. Частотный преобразователь повышает частоту тока из розетки до напряжения 18 – 40 КГц, а трансформатор снижает напряжение до 220 Вт. Сам нагревательный элемент – медное жало паяльника соединено с токосъемником вторичной обмотки трансформатора. В результате этого через жало проходит большой ток и происходит быстрый разогрев металла.
Как выбрать электропаяльник (2018) | Другие инструменты | Блог
Паяльник есть в арсенале многих мастеров – и не одних лишь электриков и радиолюбителей. Паяльником можно не только паять электродетали и соединять провода, спектр применений этого инструмента намного шире:
Паяльником можно не только паять электродетали и соединять провода, спектр применений этого инструмента намного шире:
— паяльники используются для ремонта пластиковых деталей;
— автомастера используют их для ремонта радиаторов и бамперов;
— паяльником можно отремонтировать металлическую посуду или теплообменник холодильника;
— мастера-стекольщики используют паяльник для вырезания из стекла деталей сложной формы;
— паяльники применяются для обработки кожи при изготовлении кожаных изделий;
— а еще паяльником можно выжигать рисунки на дереве.
Принцип действия всех электропаяльников одинаков – нагревательный элемент передает тепло жалу, которым и осуществляется пайка. Однако форма и материал жала, температура нагрева и прочие характеристики паяльников различного назначения отличаются довольно сильно. И, чтобы подобрать инструмент, который станет надежным помощником в вашей работе, следует потратить немного времени, чтобы разобраться в характеристиках паяльников и в том, за что они отвечают.
Характеристики паяльников
Тип.
Классический электропаяльник состоит из ручки, нагревательного элемента и жала. Нагревательный элемент может быть спиральным – из нихромовой проволоки, обмотанной вокруг жала, или керамическим – с пленочным нагревателем, расположенным в трубчатом керамическом элементе.
Конструкция паяльника с керамическим нагревателем обеспечивает минимум потерь тепла, поэтому такой паяльник греется намного быстрее. Кроме того, электрическая изоляция керамического нагревателя более надежна, и риск пробоя на корпус практически нулевой. Недостатки тоже есть: паяльники с керамическим нагревателем дороже и боятся ударов и падений – керамический элемент может сломаться, при этом расположенный в толще керамики нагреватель рвется и перестает работать.
Имеющиеся сегодня в продаже импульсные паяльники бывают двух видов:
— Собственно импульсные, жало которых представляет собой дугу из проволоки, нагревающуюся под воздействием проходящего через неё тока. Такие пальники довольно безопасны (жало горячее только во время пайки) и удобны, благодаря очень быстрому разогреву жала (2-3 с), но для пайки микросхем подходят плохо. Температура жала не регулируется и может оказаться слишком высока для пропайки тонких соединений. Кроме того, само жало находится под напряжением, которое может повредить низковольтную микроэлектронику.
— Электропаяльники со спиральным нагревателем, способные увеличивать мощность ТЭНа нажатием кнопки на корпусе. Называются импульсными, потому что на максимальной мощности могут работать недолго (5-15 секунд), после чего требуется делать перерыв на несколько минут. Такой паяльник может быть удобен при пайке мелких «деликатных» деталей – в режиме повышенный мощности можно быстро расплавить крупную каплю припоя, а низкая температура обычного режима защитит детали от перегрева.
Только не следует относиться к таким паяльникам как к обычным двухрежимным и всерьез воспринимать указанную максимальную мощность. Такой паяльник с мощностью, например, 30-130 Вт на 130 ваттах будет работать считанные секунды, и для пайки крупных деталей непригоден.
Паяльники для выжигания также встречаются двух видов:
— С дуговым проволочным жалом, нагреваемым проходящим через него током. От импульсных паяльников отличаются тем, что жало разогрето все время. Удобны для выжигания по дереву, но пожароопасны.
— Классические электропаяльники со специальным жалом (набором жал) для выжигания. Менее опасны, благодаря меньшей температуре жала, но работать можно не со всякими материалами. Для выжигания по дереву подходят плохо, но вполне пригодны для работы с кожей, тканью и пластиком.
Мощность паяльника – один из основных параметров, определяющих его возможности. Маломощные паяльники подходят для деликатных работ с мелкими деталями, паяльники большой мощности можно использовать для ремонта посуды и соединения проводов большого сечения.
Для распайки легкоплавкими припоями микросхем и деталей низковольтных печатных достаточно мощности в 5-15 Вт.
Для пайки крупных деталей, для работы с тугоплавкими припоями и для соединения электрических проводов сечением до 1 мм2 потребуется паяльник мощностью 25-45 Вт.
Для пайки проводов общим сечением до 10 мм2 мощность паяльника должна быть 60-100 Вт.
Для пайки высоковольтных проводов большого сечения и соединения проводов с токоведущими шинами потребуется паяльник мощностью 150-200 Вт.
Паяльниками мощностью 200-500 Вт можно лудить крупные детали и производить ремонт металлической посуды.
Большинство паяльников получают питание от сети 220 В, но в некоторых случаях приходится искать альтернативный тип питания.
Если рядом нет розетки, могут пригодиться паяльники с питанием от аккумулятора – для продолжительной работы они непригодны (заряда аккумуляторов хватает на считанные минуты работы), но для срочного ремонта вполне могут подойти.
Низковольтные паяльники с питанием от порта USB или от 12-вольтового источника питания хорошо подходят для пайки низковольтных схем. Любой обычный паяльник имеет некоторую электрическую емкость; его можно представить в виде конденсатора, одной пластиной которого является нагреватель, а второй – жало. И во время работы на жале 220-вольтового паяльника возникает переменное напряжение, которого может оказаться вполне достаточно для повреждения чувствительной электроники. Низковольтные паяльники и трансформаторные паяльные станции этого недостатка лишены. Но следует иметь в виду, что низковольтные паяльники ограничены по мощности: так, 12-вольтовый паяльник, чтобы «выдать» мощность хотя бы 40 Вт, должен потреблять более 3А — редкий блок питания может обеспечить такой ток. Еще хуже дело обстоит с USB-паяльниками — напряжение их питания всего 5 В, а сила тока на одном разъеме USB 2.0 по спецификации не должна превышать 500 мА. И хотя USB-порты многих современных компьютеров без вреда для себя способны давать до 1,5 А, рассчитывать на это не стоит.
Максимальная температура нагрева определяет область применения паяльника.
Температуры ниже 250°С используются для сварки полиэтиленовой пленки (130-180°С) и декоративных работ – тиснения кожи (80-150°С), создания узоров на ткани и т.п. Также на таких температурах производится пайка легкоплавкими припоями.
250-300°С годится для пайки мелких деталей, при пайке электрических проводов и при работе с тугоплавкими припоями такой температуры жала уже может не хватить.
300-350°С – считается оптимальной температурой для пайки электронных компонентов среднего размера.
350-450°С для пайки электросхем уже многовато, при такой температуре быстро окисляется жало, припой начинает выгорать, и возрастает риск перегрева деталей. Такая температура пайки может использоваться при работе с тугоплавкими бессвинцовыми припоями, для резки пластика, синтетических тканей
Температуры выше 450°С используются редко – при работе с тугоплавкими припоями и особо массивными деталями.
Регулировка мощности паяльника способна намного увеличить его универсальность. При этом заметно вырастает и цена инструмента, но это того стоит — регулировка температуры позволяет избавиться от проблем, связанных с тугоплавкостью припоя, перегревом дорожек или деталей. Но имейте в виду, что регулировка температуры на паяльниках осуществляется довольно грубо, методом «прибавить»-«убавить». Для точного выставления температуры следует обратиться к паяльным станциям.
Если конструкция ручки и форма жала больше зависят от привычки и от личных предпочтений, то форма наконечника уже придает инструменту некоторые особенности.
Жало типа «конус» удобно при сквозном монтаже (и демонтаже), но оно плохо удерживает припой, поэтому для поверхностного монтажа подходит хуже. Собрать излишки припоя таким жалом практически невозможно. Кроме того, низкая теплоемкость (особенно у сильно заостренных «конусов») и маленькое пятно контакта затрудняют прогрев крупных контактов и капель припоя.
Жало типа «клин» является более универсальным – оно имеет большую теплоемкость, касание широкой гранью позволяет прогревать большие площадки, а при повороте на 90° пятно контакта сильно уменьшается и позволяет работать с выводами микросхем и тонкими дорожками печатных плат высокой плотности.
Кроме этих, самых распространенных форм наконечников, существует множество специализированных – «микроволна», предназначенная для пайки SMD-компонентов; ножи различных форм, предназначенные для резки пластика; фигурные наконечники для декоративных работ и т.д. Для возможности выбора наиболее подходящего для конкретной работы жала, на большинстве паяльников предусмотрена возможность его замены. Кроме того, жала со временем выгорают (особенно сильно это проявляется на медных – для поддержания формы их следует периодически обрабатывать напильником) и замена жала становится уже просто необходимой.
Подставка необходима для безопасной и эффективной работы, но имейте в виду, что она входит в комплектациюдалеко не всех моделей. Не счесть, сколько столов, полов и штанов прожжено из-за использования вместо подставки первых подвернувшихся предметов. Если у выбранной модели подставки в комплекте нет, крайне рекомендуется докупить её отдельно.
Варианты выбора паяльников
И для ремонта электроники, и для соединения электрических проводов подойдет универсальный паяльник мощностью 25-50 Вт с клиновидным жалом – такой инструмент будет нелишним в «арсенале» любого мастера.
Для пайки микросхем и электронных компонентов будет достаточно паяльника мощностью до 15 Вт.
Электропаяльник на батарейках может помочь с ремонтом в условиях отсутствия электроэнергии.
Если вы занимаетесь самыми разными паяльными работами – от пайки тончайших деталей до соединения высоковольтных проводов тугоплавкими припоями – выбирайте среди паяльников с регулировкой мощности и высокой максимальной температурой.
Для ремонта радиаторов, теплообменников и металлической посуды вам потребуется мощный паяльник с клиновидным жалом.
Электрические газовые бензиновые паяльники | Инструменты для пайки
Паяльники, периодически нагреваемые, применяют для паяния мягкими припоями. Эти паяльники подразделяются на прямые (торцовые) и угловые (молотковые), последние применяются наиболее широко (рис. 208, а). Прямые паяльники (рис. 208, б) используют обычно для паяния в труднодоступных местах. Паяльник представляет собой кусок красной меди 3, прикрепленный к железному стержню 2 с деревянной ручкой 1 на конце. Паяльники изготовляют из красной меди, потому что она обладает значительной теплоемкостью, т. е. способностью накапливать в себе много тепла, и большой теплопроводностью, т. е. способностью легко принимать и отдавать тепло. Вес паяльников колеблется от 0,4 до 1 кг.
Рис. 208. Периодически нагреваемые паяльники: а — угловой, б — прямой
Паяльники изготовляют и подбирают так, чтобы их было удобно поднести к спаиваемому месту. Чем толще спаиваемые изделия, тем выше должна быть температура, необходимая для расплавления припоя и тем больше должен быть вес паяльника. Паяльник нагревают до температуры 250—600° С. Выше 600° С нагрев не рекомендуется, так как паяльник начнет разрушаться — медь от окисления и действия олова, находящегося на рабочем конце паяльника, становится хрупкой. Чтобы припой хорошо держался на паяльнике, рабочую часть последнего предварительно покрывают оловом, т. е. лудят.
Для нагрева паяльника пользуются паяльной лампой. Во время нагревания паяльника следят, чтобы его рабочая часть находилась в некоптящей части пламени и нагрев проводился до определенных температур. Нагрев паяльника начинают с незаостренной рабочей части, после того как она нагреется, нагревают заостренную часть.
Электрические паяльники (электропаяльники) применяют как прямые (рис. 209, а), так и угловые (рис. 209, б). Эти паяльники нагреваются электрическим током, поэтому их применяют всюду, где имеется электрический ток. Электрический паяльник состоит из стальной трубки 2, нагревательного элемента 4, медного круглого стержня 8, двух накладных боковин 5, скрепленных вместе хомутиками 3, рукоятки 1, шнура 6, штепсельной вилки 7. Нагревательный элемент электрического паяльника представляет собой нихромовую проволоку, намотанную на часть трубки, изолированную слюдой и асбестом.
Рис. 209. Электрические паяльники: а — прямой, б — угловой
При работе электрическим паяльником не образуются вредные газы, разъедающие полуду на медном стержне, и нагрев спаиваемых мест осуществляется равномерно при постоянной температуре, что повышает качество паяния.
Электрические паяльники нагреваются от 2,5 до 8 мин. Длина паяльников без проводов колеблется от 250 до 350 мм. 14
Электрические паяльники согласно ГОСТ 7219—54 изготовляются мощностью 35, 50, 65, 90 и 120 вт. По правилам техники безопасности, во избежание несчастного случая, не разрешается пользоваться на производстве электрическими паяльниками, питающимися от сети напряжением выше 36 в.
Газовые паяльники. В газовом паяльнике (рис. 210) применена ацетилено-кислородная горелка 4, к которой прикреплен на стержне 2 с помощью хомута 3 обычный паяльник 1 из красной меди. К ручке 6 присоединены шланги 7 и 8 для подачи ацетилена и кислорода. Подача в горелку ацетилено-кислородной смеси регулируется с помощью вентилей 5 и 9. Ацетилено-кислородную смесь на выходе из сопла 10 горелки зажигают и образовавшимся при этом пламенем нагревают рабочую часть паяльника, температуру которой регулируют расходом газа.
Рис. 210. Газовый паяльник
Бензиновые паяльники (рис. 211) представляют собой соединение паяльника 1 с бензиновой горелкой 2, пламя которой все время подогревает паяльник и не даст ему остывать. Ручка 3 в таких паяльниках является одновременно резервуаром для бензина. Бензиновые паяльники приводятся в рабочее состояние в течение трех-четырех минут.
Пламя развивается очень сильное, что дает возможность пользоваться такими паяльниками даже при сильном ветре. Резервуар наполняют бензином не полностью, оставляют небольшое свободное пространство, когда резервуар наполнен бензином, крепко завертывают вентиль на конце рукоятки. Категорически воспрещается наполнять резервуар бензином вблизи огня.
Рис. 211. Бензиновый паяльник
Расход бензина у обычных бензиновых паяльников составляет от 30 до 50 г/ч.
Импульсный паяльник (РЭТА) Sting — VesperGroup
Технические характеристики
| Параметр | Значение |
| Напряжение питания переменного тока частотой 50…60 Гц, В | 145…270 |
| Потребляемая мощность, Вт | 30…125 |
| Время разогрева жала до рабочей температуры*, секунд | 1,5…6 |
| Максимальная температура рабочей зоны жала, град. С | 500 |
| Масса паяльника (без сетевого шнура), грамм | 180 |
* — зависит от выбранного режима и сечения жала.
Устройство паяльника
Паяльник состоит из преобразователя сетевого напряжения в напряжение повышенной частоты (18…40 КГц), высокочастотного понижающего трансформатора и микропроцессорной схемы управления. Вторичную обмотку трансформатора (объемный виток) образуют токосъемники, к которым с помощью винтов крепится жало. Для удобства работы предусмотрены индикатор уровня мощности и светодиод подсветки места пайки. Конструктивно паяльник выполнен в корпусе из термостойкой ударопрочной пластмассы.
Работа с паяльником
В качестве рабочего органа (жала) используйте только медную проволоку, предварительно тщательно зачистив ее до металлического блеска. Оптимальная длина заготовки составляет 120 мм. Рекомендуемый диаметр проволоки — 1,2 …1,8 мм и выбирается исходя из рода и характера паяльных работ. Так, для мелких и точных паек применяйте жало с минимальным диаметром проволоки, а для грубых работ, требующих прогрева массивных выводов или компонентов- с максимальным диаметром. Соответственно выбирайте уровень мощности и время форсированного разогрева жала.
Рекомендуемые значения параметров для некоторых диаметров
| Диаметр проволоки, мм | Уровень мощности | Время форсированного нагрева |
| 1,2 | 1…2 | 0…1 |
| 1,5 | 3…5 | 2…4 |
| 1,8 | 6…9 | 5 |
Органы управления и индикации
Паяльник имеет две кнопки управления и цифровой индикатор. Кнопка «1» — основная рабочая. Нагрев жала происходит при ее нажатом состоянии, однако после непрерывного нажатия в течение 20-ти секунд нагрев прекращается. Для его продолжения, в случае необходимости, необходимо отпустить и опять нажать кнопку. Такой алгоритм предотвращает возможные аварийные ситуации при нештатных режимах работы, например при неисправности контактов кнопки или случайном удержании ее в нажатом состоянии окружающими посторонними предметами. Кнопка «2» служит для выбора необходимого уровня мощности. Диапазон рабочих мощностей 30…125 Ватт поделен на десять условных уровней от «1» до «F», отображаемых на цифровом индикаторе. Для выбора нажмите и удерживайте кнопку «2» до появления на индикаторе номера необходимого уровня мощности, после этого отпустите кнопку. В паяльнике предусмотрен режим форсированного разогрева, осуществляемого путем подачи максимальной мощности в рабочий орган после нажатия основной рабочей кнопки «1» на фиксированное время, с последующим переходом на ранее выбранный кнопкой «2» уровень мощности. Форсированный разогрев возможен не ранее 3-х секунд после отпускания основной рабочей кнопки «1». Продолжительность форсированного разогрева можно регулировать от 0 до 3-х секунд. Для изменения продолжительности времени форсированного разогрева, удерживая кнопку «2» «Выбор», нажмите на кнопку «1» на время не менее 1 секунды, после чего отпустите обе кнопки. Индикатор должен перейти в мигающий режим отображения уровня продолжительности форсированного разогрева (цифра от 0 до 5, где 0 — форсированный разогрев выключен, 5 — максимальная продолжительность форсированного разогрева).
Как выбрать паяльник для полипропиленовых труб
На сегодняшний день полипропилен является наиболее распространенным и безопасным материалом как для внутренних трубопроводов, так и для наружных инженерных сетей. Полипропиленовые трубы выбирают благодаря свойствам материала: высокой химической стойкости, способности выдерживать повышенное давление, способности хорошо свариваться и образовывать монолитное соединение, а также длительному сроку службы – 50 лет и более. В отличие от металлических труб пластиковые трубы легко режутся. Для их соединения используется паяльник для труб – сварочный аппарат, который можно купить на Московском заводе FDplast. Разогретым паяльником нужно оплавить концы трубы и соединить их с помощью фитинга. Такой метод соединения называют раструбным, или муфтовым. Так можно собрать даже самую сложную, разветвленную схему водопровода.
Конструкция и принцип работы инструмента
Форма нагревательного элемента «утюжок». Часто паяльник для полипропиленовых труб сравнивают с утюжком, так как его рабочая часть имеет очень характерную форму. Она состоит из нагревательного элемента и двух насадок. Одна насадка оплавляет наружную часть трубы, а вторая – внутреннюю стенку фитинга. Нагревательный элемент накаляется до +260°С и разогревает насадки. На них удерживают сразу обе детали одновременно и, как только они оплавились, стыкуют друг с другом. Полипропилен очень быстро застывает и образует прочное соединение. Таким образом можно собрать весь водопровод, стыкуя различные фитинги, чтобы получить нужную конфигурацию системы. Во время нагрева, в перерывах между работой паяльник устанавливается на съемную опорную подставку. Его можно поставить на стол или верстак для удобной работы. Но если пайку нужно выполнить в труднодоступном месте, паяльник можно снять с опоры и разогревать пластиковые детали в месте монтажа.
Цилиндрическая форма нагревательного элемента. Существуют конструкции паяльников, где нагревательный элемент выполнен в форме цилиндра. Благодаря его небольшим размерам этим инструментом можно выполнять пайку даже в самых труднодоступных местах, а удобные насадки облегчают операцию, гарантируя герметичность и надежность стыка на долгие годы.
Технические характеристики
Если Вы уже точно знаете диаметр полипропиленовых труб, которые будете монтировать, и определились с тем, как часто будете пользоваться инструментом, нужно переходить к подбору паяльника для полипропилена исходя из технических характеристик.
Мощность. Сварочные аппараты для пайки пропиленовых труб делятся условно на два типа.
- Инструменты до 1000 Вт. У них, как правило, один нагревательный элемент, и для выхода на рабочую температуру им нужно время.
- Паяльники с мощностью до 2000 Вт нагреваются уже от двух элементов. Такие аппараты больше подходят профессиональным строителям. Для домашнего использования отлично подойдут маломощные модели. Ведь основная разница – в скорости нагрева. А цена на них ниже, да и электричества они потребляют значительно меньше более мощных аналогов.
Диаметр и количество насадок. Диаметр насадки соответствует диаметру трубы, которая монтируется. Например, комплект насадок диаметрами: 20, 25, 32, 40, 50 и 63 миллиметра позволяют монтировать совершенно разные коммуникации: подводки к смесителям, водопроводные трубы для холодной и горячей воды, системы водоотведения и сливные канализации. В общем – трубопроводы для решения практически любых задач.
Возможность регулировки температуры. Максимальная температура нагревательного элемента достигает +260-300 °С. Для сварки полипропиленовых труб, например, устанавливается температура +260 °С. Если Вы планируете работать с разными материалами, выбирайте тот паяльник, у которого можно регулировать температуру нагрева от +50 до +300 °С. Он станет для Вас универсальным рабочим инструментом.
Дополнительные функции контроля и управления. Полезная опция у паяльника – световая индикация нагрева и питания от сети. Встроенный в аппарат термостат поддерживает постоянную температуру нагрева насадок на протяжении всей работы, по необходимости включая и отключая нагревательный элемент.
Как выбрать инструмент для своих задач
Выбор сварочного аппарата зависит от задач, которые Вы будете решать с его помощью. Если Вы не профессиональный строитель, и паяльник необходим для ремонта в доме или на даче, выбирайте модели с насадкой соответствующей диаметру Вашей трубы. Если Вы профессиональный строитель, то обратите внимание на профессиональные модели сварочных аппаратов, которые есть в ассортименте Завода. Перед покупкой изучите технические характеристики аппарата.
Требования к паяльникам в зависимости от применения
- Однократный ремонт или обновление трубопровода в квартире/доме/даче. Для решения задачи подойдут недорогие модели мощностью до 1000 Вт с подставкой для пайки на столе.
Комплексный монтаж водопровода, подводок, канализационной системы в квартире/офисе/коттедже или периодические работы по установке сантехники на различных объектах. Выбирайте модели аппаратов с мощностью от 1500 Вт, возможностью регулировки температуры и насадками разных диаметров вплоть до 63 мм. - Профессиональные регулярные работы по монтажу всех видов трубопроводов. Для сварки труб, фитингов потребуются функция электронной регулировки температуры, набор насадок с диаметром до 110 мм.
Модели сварочных аппаратов Московского завода FDplast – это решения для частных и профессиональных задач
Московский завод FDplast предлагает свои клиентам широкий ассортимент паяльников для полипропиленовых труб, которые можно использовать как для решения личных, так и профессиональных задач.
Универсальные модели сварочных аппаратов
- Сварочный аппарат YMD 20-32 1200 Вт
- Сварочный аппарат YMD 20-63 1600 Вт
- Сварочный аппарат YMF 20-63 2200 Вт
- Сварочный аппарат YMF 75-110 1800 Вт
Форма нагревательного элемента: «утюжок». У некоторых моделей есть функция ручной регулировки температуры в диапазоне +50-300 °С.
Профессиональные модели сварочных аппаратов
- Сварочный аппарат КС 63-200 2500 Вт
- Сварочный аппарат КС 63-160 1800 Вт
Эти модели паяльников предназначены для выполнения профессионального монтажа трубопроводов.
Как купить оборудование
По вопросам приобретения сварочных аппаратов Московского завода FDplast обращайтесь по телефонам 8 (495) 514-38-72, 8 (495) 514-38-71 или отправляйте сообщение на адрес электронной почты: [email protected]. Специалисты Завода помогут сделать выбор и оформить заказ.
Припой и паяльник | Encyclopedia.com
Припои
Принцип пайки
Техника пайки
Пайка и сварка
Ресурсы
Пайка — это процесс, при котором две части основного металла соединяются друг с другом с помощью присадочного сплава, который обычно имеют температуру плавления ниже 840 ° F (450 ° C). Инструмент, используемый для соединения этого типа, называется паяльником, а сплав, из которого выполнено соединение, — припоем.Полученное соединение, или соединение, не такое прочное, как основной металл, но все же обладает достаточной прочностью, проводимостью и другими желательными характеристиками, чтобы удовлетворить свои потребности. Пайка может использоваться как для механического, так и для электрического соединения. Примером первого случая является ситуация, когда сантехник использует водопроводный припой для соединения двух отрезков трубы друг с другом. Примером последнего случая является ситуация, когда рабочий подключает электрический провод к печатной плате.
Техника пайки известна мастерам на протяжении многих веков.Например, некоторые металлические изделия, обнаруженные на останках древнего Египта и Месопотамии, содержат свидетельства примитивных форм пайки. По мере того, как рабочие в позднем средневековье лучше познакомились со свойствами металлов, пайка стала рутинной техникой при работе с металлами различных видов.
Подавляющее большинство припоев представляют собой сплавы, содержащие олово, свинец, а иногда и один или несколько других металлов. Например, хорошо известный припой, известный как припой сантехников, состоит на 50% из свинца и на 50% из олова.Припой, используемый для соединения поверхностей, содержащих серебро, состоит из 62% олова, 36% свинца и 2% серебра. Кроме того, припой, плавящийся при необычно низких температурах, может состоять из 13% олова, 27% свинца, 10% кадмия и 50% висмута. Наиболее широко используемые припои для электрических соединений состоят на 60–63% из олова и на 37–40% из свинца.
Сплавы припоя доступны во многих формах, таких как проволока, стержень, фольга, кольца, сферы и паста. Выбор конкретного типа припоя зависит от типа соединения, которое необходимо сформировать.Припой из фольги, например, может быть вызван, когда формируемое соединение имеет определенную форму, которую можно штамповать или вырезать до фактического процесса пайки.
Сплав припоя, используемый для соединения слишком больших металлических частей, основных металлов, имеет температуру плавления ниже, чем у любого из основных металлов. Когда он помещается между двумя родителями, он медленно превращается из жидкости в твердое тело. Паяльник используется для расплавления припоя, после чего ему дают остыть.
В процессе затвердевания припойный сплав начинает образовывать новый сплав с каждым из основных металлов.Таким образом, когда припой окончательно остынет, соединение состоит из пяти сегментов: основного металла №1; новый сплав основного металла №1 и припой; сам припой; новый сплав основного металла №2 и продаваемый сплав; и основной металл №2.
Основная функция паяного перехода, конечно же, заключается в обеспечении соединения между двумя основными металлами. Однако стык не постоянный. Фактически, важной характеристикой паяного соединения является то, что его можно относительно легко разорвать.
Первым шагом в создании паяного соединения является нагрев припоя до его плавления. В самых примитивных паяльниках этот шаг можно выполнить, просто нагревая металлический цилиндр. Затем цилиндр используется для плавления сплава, который прикрепляется к основным металлам. Однако большинство паяльников теперь нагревается электрическим током, который предназначен для нанесения точно нужного количества припоя в точно правильное положение между двумя основными металлами.
Соединение двух основных металлов обычно труднее, чем можно было бы предположить из вышеприведенного описания, потому что большинство металлов окисляются при контакте с воздухом.Это означает, что перед началом пайки поверхности (то есть оксиды металлов, покрывающие их поверхности) двух основных металлов необходимо очистить. Кроме того, необходимо следить за тем, чтобы поверхности не окислялись повторно при высокой температуре, используемой при изготовлении припоя. Наиболее распространенный способ достижения этой цели — использование кислотного флюса в дополнение к самому припою. Кислотный флюс — это материал, который можно смешивать с припоем, но который плавится при температуре ниже точки плавления припоя.Поэтому в начале пайки флюс обеспечивает удаление любого нового оксида, образующегося на основных металлах.
КЛЮЧЕВЫЕ УСЛОВИЯ
Кислотный — Обладает свойствами кислоты, одно из которых состоит в том, что она реагирует с оксидами металлов и нейтрализует их.
Сплав —Смесь двух или более металлов со свойствами, отличными от металлов, из которых она изготовлена.
Flux — материал с низкой температурой плавления, используемый при пайке и других процессах, который помогает поддерживать чистоту поверхностей и способствует их соединению друг с другом.
Основной металл —Один из двух металлов, которые соединяются друг с другом во время пайки, пайки или сварки.
Пайка и сварка иногда описываются как специализированные формы пайки. Эти два метода также включают соединение двух металлов друг с другом, но каждый из них отличается от пайки некоторыми важными способами. Вероятно, наиболее важным отличием является диапазон температур, в котором каждое из них имеет место. В то время как большинство форм пайки происходит при температурах в диапазоне от 356 ° F (180 ° C) до 590 ° F (310 ° C), пайка обычно происходит в диапазоне от 1022 ° F (550 ° C) до 2012 ° F. (1100 ° C) и сварка в диапазоне от 1832 ° F (1000 ° C) до 6332 ° F (3500 ° C).
Первым шагом как при пайке, так и при сварке является очистка двух соединяемых поверхностей. Затем при пайке в зазор между двумя поверхностями вставляется наполнитель и добавляется тепло либо одновременно, либо сразу после того, как наполнитель был помещен на место. Затем наполнитель плавится, образуя прочную связь между каждой из двух поверхностей. Наполнитель, используемый при пайке, похож на припой и выполняет ту же функцию, но плавится при более высокой температуре, чем припой.
Во время процесса сварки в зазор между двумя соединяемыми поверхностями добавляется тонкая полоска наполнителя, и в зазор подается горячее пламя.Наполнитель плавится, как и соединяемые друг с другом поверхности обоих металлов. В этом случае две металлические поверхности фактически соединяются вместе, а не только с самим наполнителем, как в случае пайки и пайки.
Большинство сплавов, используемых для пайки, содержат медь и цинк, часто с одним или несколькими другими металлами. Сам термин «пайка» происходит от того факта, что медь и цинк также являются основными компонентами сплава, известного как латунь.
См. Также Производство металлов.
КНИГИ
Cieslak, M.J., et al., Eds. Металловедение о соединении. Warrendale, PA: Minerals, Metals, and Materials Society, 1992.
Humpston, Giles. Принципы пайки . Парк материалов, Огайо: ASM International, 2004.
Либерман, Эли. Современные методы пайки и пайки. Трой, Мичиган: Деловые новости, 1988.
Манко, Ховард Х. Припои и пайка: материалы, проектирование, производство и анализ для надежного соединения .4-е изд. Нью-Йорк: McGraw-Hill, 2001.
Pecht, Michael G. Процессы и оборудование для пайки . Нью-Йорк: John Wiley & Sons, 1993.
Ран, Армин. Основы пайки . Нью-Йорк: John Wiley & Sons, 1993.
Систар, Джордж и Фредерик Диск. «Припои и припои». Энциклопедия химической технологии Кирка-Отмера . 5-е изд. Дополнение Хобокен, Нью-Джерси: Wiley-Interscience, 2004.
Trefil, James. Энциклопедия науки и техники .The Reference Works, Inc., 2001.
Дэвид Э. Ньютон
Ваш путеводитель по пайке — Электроника для вас
Для получения продукции с «нулевым дефектом» необходимо доскональное знание технологии пайки. Вот краткое описание различных методов, материалов и оборудования, используемых при пайке
.К. Бхаратхан
Согласно определению Токхейма в «Цифровой электронике», пайка — это процесс соединения двух металлов вместе с использованием припоя для образования надежного электрического пути.Эта техника была впервые разработана в Древнем Египте. Для сборки любой электронной схемы необходимы навыки пайки. Неисправные паяные соединения могут вызвать выход из строя основного оборудования. Поэтому при пайке необходимы высокие стандарты качества изготовления.
Паяльник
Паяльник состоит из трех основных блоков: блока резистивного нагрева, блока нагревателя, который действует как резервуар тепла, и паяльного жала (также известного как насадка). Паяльники бывают разных размеров, форм и мощности.Мощность варьируется от 15 Вт до 100 Вт. Преимущество использования высокопроизводительного утюга заключается в том, что тепло может быстро проникать в соединение, и пайка может выполняться быстро.
Температура паяльной насадки зависит от входного сетевого напряжения. При использовании паяльника следует помнить следующее:
1. Перед использованием паяльника очистите биту, протерев ее влажной губкой.
2. Поверхность сверла следует постоянно лужить, чтобы обеспечить надлежащую теплопередачу и предотвратить попадание загрязнений в паяное соединение.
3. Когда утюг не используется, держите его в держателе с чистым наконечником и покрытым припоем.
В паяльниках с регулируемой температурой небольшой магнит, который является частью жала, приводит в действие магнитный переключатель с регулируемой температурой. Магнит сконструирован так, что теряет свои магнитные свойства при заданной температуре, и переключатель включает или выключает питание нагревателя, контролируя температуру наконечника.
Другая версия паяльника имеет встроенный датчик температуры.Питание нагревателя включается или выключается автоматически для поддержания заданной температуры бита. Большинство паяльников работают от сети переменного тока напряжением 220-240 В. Паяльники с низким напряжением (12 В или 24 В постоянного тока) обычно являются частью паяльной станции и предназначены для использования со специальным контроллером.
Бит. Насадки для паяльника доступны в различных диаметрах и формах. Их можно изменить в зависимости от типа работы. Часто биты либо покрывают блестящим покрытием, либо изготавливают из меди без покрытия, чтобы продлить срок их службы.Долото следует периодически очищать, чтобы предотвратить накопление слоя оксида между битой и нагревательным элементом. На рабочей поверхности сверла должна быть блестящая луженая поверхность. Правильное использование и уход за битой для паяльника продлевают срок ее службы и предотвращают выход из строя паяных соединений.
Припой
Припой представляет собой сплав олова и свинца в различных пропорциях. Обычно он выпускается в виде проволоки разных размеров и марок. Марки припоя относятся к процентному содержанию олова и свинца как 60/40 (что указывает на 60-процентное содержание олова и 40-процентное содержание свинца), 50/50 и 40/60.Чаще всего для ручной пайки в сборке электронных схем используется припой 60/40 с некоррозионными флюсовыми сердечниками.
Как и электрические провода, провода для пайки указываются калибрами. Припой 18 стандартного калибра проводов (SWG) используется для общих целей. Для сборки печатных плат используется более тонкая паяльная проволока 22 SWG или 24 SWG.
Flux
Идеальные паяные соединения могут быть выполнены только с должным образом очищенными паяльными поверхностями. Флюс, присутствующий в многожильных припоях, представляет собой химическое вещество для удаления оксидной пленки, осаждающейся на соединяемых поверхностях.Коррозионное действие флюса при температурах плавления очень быстро удаляет оксиды металлов. Это также предотвращает повторное образование новых оксидов, что позволяет припою образовывать жесткую связь. Флюс помогает расплавленному припою легче течь по стыку.
Флюс плавится при температуре ниже, чем температура припоя. Таким образом, он выполняет задачу очистки поверхностей перед пайкой. Доступны самые разные флюсы для многих целей и приложений.Наиболее распространенными типами, определяемыми содержанием канифоли, являются «неочищенная», слабоактивированная канифоль, активированная канифолью и водорастворимая. Флюс состоит из натуральных или синтетических канифолей. Флюсы, используемые при ручной пайке, представляют собой либо чистые канифоли, либо канифоли в сочетании с мягкими активаторами.
Ключ к хорошей пайке
Очистка поверхности, пайка при правильной температуре и в течение нужной продолжительности, а также адекватное покрытие припоя являются ключевыми факторами, влияющими на качество паяных соединений.
Паяльник: какие типы подходят для каких операций
Паяльники используются для плавления металла, например припоя, для соединения компонентов.Устройства состоят из нагреваемого металлического наконечника и изолированной ручки. Тепло обычно возникает в результате прохождения электричества через резистивный нагревательный элемент. Паяльники не все одинаковы, в зависимости от области применения более подходят определенные типы. Вот обзор:
- Паяльная игла — мощность от 5 до 15 Вт: Это специальные паяльники для пайки тонких проводов и для тонких работ, например, на следах и крошечных SMD-компонентах. Паяльные иглы особенно малы, поэтому их можно использовать в ограниченном пространстве.
- Паяльник для тонкой пайки — от 15 до 30 Вт: Эти паяльники, предназначенные также для тонкой пайки, всегда в своем роде, когда речь идет о пайке малых и средних размеров. Примеры применения: работа над распределительными коробками, сборка печатных плат и пайка в моделестроении. Паяльники Fine маленькие, простые в использовании и недорогие. По этой причине они являются хорошим выбором для новичков. Как и паяльные иглы, тонкие паяльники обычно имеют низкое напряжение.Это означает, что они также могут работать при небольшом понижении или повышении температуры.
- Универсальный паяльник — от 30 до 60 Вт: Универсальные паяльники могут быть оснащены различными паяльниками, чтобы они могли справиться практически с любой задачей. Однако из-за своего размера они не так удобны, как утюги меньшего размера, и поэтому не так хороши для тонкой работы. Они не всегда достаточно прочные, чтобы быстро припаять толстые провода. Однако универсальные паяльники — это единственный паяльник в доме для нерегулярного использования.Универсальные паяльники обычно работают с напряжением 230 В, поэтому они могут обходиться без собственного источника питания и напрямую подключаться к электрической розетке. Хотя это удобно, это означает, что невозможно контролировать температуру.
- Паяльник с регулируемой температурой — от 30 до 60 Вт: Паяльники с регулируемой температурой имеют нагревательный элемент с электронным управлением. Он предотвращает чрезмерное повышение температуры и, следовательно, чрезмерное нагревание паяных соединений, по этой причине эти утюги особенно подходят для тонкой пайки в лаборатории.Паяльники с регулируемой температурой имеют либо встроенный датчик температуры, либо электрическое сопротивление нагревательного провода используется для расчета температуры. Недостаток: паяльники с контролем температуры относительно дороги.
- Большой паяльник> 60 Вт: Эти утюги предназначены для грубых работ с толстыми кабелями, солнечными элементами и батареями.
Аккумуляторный паяльник: Аккумуляторные паяльники могут работать от газа или батареек.Они используются, когда поблизости нет подключения к электросети. Из-за низкой производительности они обычно используются только в экстренных случаях.
Изображение товара: Fotolia, 53132636, Artalis-Kartographie
Другие интересные статьи:
Сделать дом в лучшем свете: выбор внешнего освещения
Эффективная защита от вторжений: окна и двери как слабые места
Следите за своим домом, где бы вы ни находились: светодиодный светильник для камеры VESTA
Как паять: Полное руководство для начинающих
Изучение того, как паять с использованием правильных методов пайки, — это фундаментальный навык, которым должен овладеть каждый производитель.В этом руководстве мы кратко изложим основы работы с паяльниками, паяльными станциями, типами припоя, демонтажем и наконечниками по безопасности. Собираете ли вы робота или работаете с Arduino, умение паять пригодится.
БЕСПЛАТНАЯ электронная книга (PDF) — Узнайте, как паять (17-страничная электронная книга)
Если вам нужно разобрать любое электронное устройство, содержащее печатную плату, вы увидите, что компоненты прикреплены с помощью техники пайки. Пайка — это процесс соединения двух или более электронных частей вместе путем расплавления припоя вокруг соединения.Припой — это металлический сплав, и когда он остывает, он создает прочную электрическую связь между деталями. Несмотря на то, что пайка может создать постоянное соединение, его также можно отменить с помощью приспособления для удаления припоя, как описано ниже.
В обучении пайке хорошо то, что для начала вам не нужно много. Ниже мы расскажем об основных инструментах и материалах, которые вам понадобятся для большинства ваших паяльных работ.
Паяльник
Паяльник — это ручной инструмент, который подключается к стандартной розетке переменного тока на 120 В и нагревается, чтобы расплавить припой вокруг электрических соединений.Это один из самых важных инструментов, используемых при пайке, и он может быть в нескольких вариантах, например, в форме ручки или пистолета. Новичкам рекомендуется использовать паяльник в форме ручки мощностью от 15 до 30 Вт. Большинство паяльников имеют сменные наконечники, которые можно использовать для различных паяльных работ. Будьте очень осторожны при использовании паяльника любого типа, потому что он может нагреваться до 896 ° F, что очень сильно.
Паяльная станция
Паяльная станция — это усовершенствованная версия базовой автономной паяльной ручки.Если вы собираетесь много заниматься пайкой, это будет здорово, поскольку они обеспечивают большую гибкость и контроль. Основное преимущество паяльной станции — это возможность точно регулировать температуру паяльника, что отлично подходит для множества проектов. Эти станции также могут создать более безопасное рабочее пространство, поскольку некоторые из них включают усовершенствованные датчики температуры, настройки предупреждений и даже защиту паролем для безопасности.
Жала паяльника
В конце большинства паяльников есть сменная деталь, известная как паяльное жало.Есть много разновидностей этого наконечника, и они бывают самых разных форм и размеров. Каждый наконечник используется для определенной цели и имеет явное преимущество перед другим. Наиболее распространенные наконечники, которые вы будете использовать в проектах по электронике, — это конический наконечник и наконечник стамески.
Конический наконечник — Используется при пайке точной электроники из-за тонкого наконечника. Благодаря заостренному концу он может доставлять тепло в меньшие области, не влияя на окружающую среду.
Долото-наконечник — Этот наконечник хорошо подходит для пайки проводов или других более крупных компонентов из-за его широкого плоского наконечника.
Кредит изображения — Sparkfun.comЛатунь или обычная губка
Использование губки поможет сохранить чистоту жала паяльника, удалив образующееся окисление. Наконечники с окислением будут иметь тенденцию становиться черными и не принимать припой, как когда они были новыми. Вы можете использовать обычную влажную губку, но это сокращает срок службы насадки из-за расширения и сжатия. Кроме того, влажная губка временно снизит температуру наконечника при протирании. Лучшая альтернатива — использовать латунную губку, как показано слева.
Подставка под паяльник
Подставка для паяльника очень проста, но очень полезна и удобна в использовании. Эта подставка помогает предотвратить контакт горячего утюга с легковоспламеняющимися материалами или случайное повреждение руки. Большинство паяльных станций поставляются с этим встроенным элементом, а также включают губку или латунную губку для очистки жала.
Припой
Припой — это металлический сплав, который плавится для создания прочной связи между электрическими частями.Он выпускается как в свинцовом, так и в бессвинцовом вариантах с диаметрами 0,032 ″ и 0,062 ″, которые являются наиболее распространенными. Внутри сердечника припоя находится материал, известный как флюс, который помогает улучшить электрический контакт и его механическую прочность.
Для пайки электроники чаще всего используется припой на основе канифоли, не содержащей свинца. Этот тип припоя обычно состоит из сплава олова и меди. Вы также можете использовать этилированный припой на основе канифоли 60/40 (60% олова, 40% свинца), но он становится менее популярным из-за проблем со здоровьем.Если вы все же используете свинцовый припой, убедитесь, что у вас есть надлежащая вентиляция и что вы мойте руки после использования.
При покупке припоя НЕ используйте припой с кислотным сердечником, так как это может повредить ваши схемы и компоненты. Припой с кислотным сердечником продается в магазинах товаров для дома и в основном используется для сантехники и металлообработки.
Как упоминалось ранее, припой бывает нескольких диаметров. Припой большего диаметра (0,062 дюйма) хорош для более быстрой пайки больших соединений, но может затруднить пайку более мелких соединений.По этой причине всегда полезно иметь под рукой оба размера для разных проектов.
Рука помощи (Третья рука)
Рука помощи — это устройство, к которому прикреплены 2 или более зажима из крокодиловой кожи, а иногда и увеличительное стекло / светильник. Эти зажимы помогут вам удерживать предметы, которые вы пытаетесь припаять, пока вы используете паяльник и припой. Очень полезный инструмент для вашего творчества.
Теперь, когда вы знаете, какие инструменты и материалы требуются, пора кратко обсудить способы обеспечения безопасности при пайке.
Паяльники могут нагреваться до 800 градусов по Фаренгейту, поэтому очень важно всегда знать, где находится ваш паяльник. Мы всегда рекомендуем использовать подставку для паяльника, чтобы предотвратить случайные ожоги или повреждения.
Убедитесь, что вы выполняете пайку в хорошо вентилируемом помещении. При нагревании припоя выделяются пары, вредные для ваших глаз и легких. Рекомендуется использовать вытяжной вентилятор, который представляет собой вентилятор с угольным фильтром, который поглощает вредный дым от припоя. Вы можете посетить такие сайты, как Integrated Air Systems для систем фильтрации воздуха.
Всегда рекомендуется надевать защитные очки на случай случайных брызг горячего припоя. Наконец, не забудьте мыть руки после пайки, особенно при использовании свинцового припоя.
Перед тем, как приступить к пайке, необходимо подготовить паяльник, залуживая жало припоем. Этот процесс поможет улучшить передачу тепла от утюга к паяльному элементу. Лужение также поможет защитить наконечник и уменьшить износ.
Шаг 1: Начните с того, что убедитесь, что наконечник прикреплен к утюгу и плотно прикручен на место.
Шаг 2: Включите паяльник и дайте ему нагреться. Если у вас есть паяльная станция с регулируемым контролем температуры, установите ее на 400 ° C / 752 ° F.
Шаг 3: Протрите кончик паяльника влажной губкой, чтобы очистить его. Подождите несколько секунд, чтобы наконечник снова нагрелся, прежде чем переходить к шагу 4.
Шаг 4: Возьмите паяльник в одну руку и припаяйте в другой. Прикоснитесь припоем к наконечнику утюга и убедитесь, что припой равномерно обтекает наконечник.
Для продления срока службы наконечник утюга следует лужить до и после каждого сеанса пайки. В конце концов, каждый наконечник изнашивается, и его нужно будет заменить, если он станет шероховатым или изъеденным.
Чтобы лучше объяснить, как паять, мы собираемся продемонстрировать это на практике. В этом примере мы собираемся припаять светодиод к печатной плате.
Шаг 1. Установите компонент — Начните с вставки выводов светодиода в отверстия на печатной плате.Переверните доску и загните выводы наружу под углом 45 футов. Это поможет компоненту лучше соединиться с медной площадкой и предотвратит ее выпадение во время пайки.
Шаг 2: Нагрейте стык — Включите паяльник и, если он имеет регулируемый контроль нагрева, установите его на 400 ° C. На этом этапе одновременно коснитесь кончиком утюга медной площадки и вывода резистора. Паяльник нужно подержать на месте 3-4 секунды, чтобы нагреть площадку и вывод.
Шаг 3. Нанесите припой на стык — Продолжайте удерживать паяльник на медной площадке и выводе и коснитесь припоем стыка. ВАЖНО — Не касайтесь припоем непосредственно кончика утюга. Вы хотите, чтобы соединение было достаточно горячим, чтобы расплавить припой при прикосновении. Если стык будет слишком холодным, соединение будет плохим.
Шаг 4: Обрежьте выводы — Снимите паяльник и дайте припою остыть естественным образом.Не дуйте на припой, так как это приведет к плохому соединению. Когда он остынет, вы можете отрезать лишний провод от выводов.
Правильный припой должен быть гладким, блестящим и иметь форму вулкана или конуса. Вам нужно ровно столько припоя, чтобы покрыть все соединение, но не слишком много, чтобы он превратился в шарик или пролился на соседний вывод или соединение.
А теперь пора показать вам, как спаять провода вместе. Для этого рекомендуется использовать руки помощи или другие зажимные приспособления.
Начните с удаления изоляции с концов обоих проводов, которые вы паяете вместе. Если проволока многожильная, скрутите жилы вместе пальцами.
Убедитесь, что ваш паяльник полностью нагрет, и коснитесь наконечником одного из проводов. Подержать на проводе 3-4 секунды.
Удерживая утюг на месте, прикоснитесь припоем к проводу, пока он полностью не покроется. Повторите этот процесс с другим проводом.
Удерживая два луженых провода друг над другом, коснитесь паяльником обоих проводов.Этот процесс должен расплавить припой и равномерно покрыть оба провода.
Снимите паяльник и подождите несколько секунд, чтобы паяное соединение остыло и затвердело. Используйте термоусадку, чтобы закрыть соединение.
Преимущество использования припоя заключается в том, что его можно легко удалить с помощью техники, известной как распайка. Это пригодится, если вам нужно удалить какой-либо компонент или внести исправления в электронную схему.
Для демонтажа стыка вам понадобится припой, также известный как оплетка для удаления припоя.
Шаг 1 — Поместите кусок распаянной оплетки поверх стыка / припоя, который вы хотите удалить.
Шаг 2 — Нагрейте паяльник и коснитесь концом оплетки. Это нагреет припой ниже, который затем впитается в распаянную оплетку. Теперь вы можете удалить оплетку, чтобы увидеть, что припой был извлечен и удален. Будьте осторожны, прикасаясь к оплетке, когда нагреваете ее, потому что она сильно нагревается.
Дополнительно — Если вы хотите удалить много припоя, вы можете использовать устройство, называемое присоской для припоя.Это ручной механический пылесос, который всасывает горячий припой одним нажатием кнопки.
Для использования нажмите на поршень на конце присоски для припоя. Нагрейте соединение паяльником и поместите кончик присоски для припоя на горячий припой. Нажмите кнопку фиксатора, чтобы всосать жидкий припой. Чтобы опорожнить присоску для припоя, нажмите на плунжер.
БЕСПЛАТНАЯ электронная книга (PDF) — Узнайте, как паять (17-страничная электронная книга)
Полное руководство по электронной пайке
Что такое пайка?
Пайка — это соединение двух металлических поверхностей механическим и электрическим способом с использованием металла, называемого припоем.Припой защищает соединение, поэтому оно не выйдет из строя из-за вибрации или других механических сил. Он также обеспечивает электрическую непрерывность, так что электронный сигнал может проходить через соединение без прерывания. Припой плавится с помощью паяльника. Флюс используется для очистки и подготовки поверхностей, что позволяет расплавленному припою течь (или «смачиваться») и связываться с металлическими поверхностями.
Ручная пайка — это процесс пайки одного соединения (называемого «паяным соединением») за раз, в отличие от более автоматизированных процессов пайки, таких как пайка волной припоя (для сквозных компонентов) или пайка оплавлением (для компонентов SMT).
При пайке электронного разъема в контактную точку (часто называемую «контактной площадкой») обычно требуется следующее:
- Паяльник, способный достигать точки плавления припоя.
- Проволочный припой, с флюсовым сердечником или без него.
- Флюс, если припой для проволоки не включает сердечник из флюса или если требуется дополнительный флюс.
Паяльник — это ручной инструмент, используемый для спайки двух металлических поверхностей вместе.В своей простейшей форме он состоит из металлического наконечника, нагревательного элемента, который нагревает наконечник до температуры пайки, изолированной ручки, позволяющей надежно удерживать паяльник, и вилки для розетки или паяльной станции.
Работа жала паяльника заключается в передаче тепла от нагревательного элемента к предмету. Он имеет внутреннюю поверхность из меди, которая действует как эффективный и эффективный проводник тепла. Он также имеет железное покрытие для защиты мягкой, склонной к коррозии меди от флюса и припоя и хромоникелевое покрытие, чтобы флюс не смачивал наконечник.
Кроме того, существуют опции, которые обеспечивают лучший контроль над температурой паяльника и тепловым откликом (время, необходимое для повторного нагрева после пайки). К ним относятся жала паяльника, которые представляют собой металлические заглушки, которые упираются в нагревательный элемент, и другие, которые интегрированы с нагревательным элементом в картридже.
На нижнем уровне, наиболее подходящем для любителей, паяльник может подключаться непосредственно к электрической розетке, что не позволяет контролировать температуру паяльника.Просто включите или выключите. С паяльной станцией паяльник подключается к станции для лучшего контроля температуры и других функций, таких как запоминание заданной температуры, блокировка и т. Д.
Какой припой мне следует использовать?Несмотря на то, что существует большое количество различных типов припоя, в основном вам нужно выбирать между свинцовым или бессвинцовым, диаметром проволоки, флюсового сердечника или сплошной проволоки, а также типом флюса.
- Свинец или бессвинцовый — Припой, как правило, представляет собой комбинацию металлов, выбранных из соображений надежности и проводимости.Свинец, часто в сочетании с оловом, был основой электронной пайки с момента ее создания. Свинец имеет относительно низкую температуру плавления, легко смачивается и растекается, что делает процесс быстрее, проще и надежнее. Из-за проблем, связанных с окружающей средой и здоровьем, возникла необходимость перейти на бессвинцовый припой, который часто представляет собой комбинацию олова и серебра. Бессвинцовые припои имеют более высокую температуру плавления и обычно требуют более активных или более концентрированных флюсов (более высокое содержание твердых веществ) для достижения тех же характеристик пайки, что и свинцовые припои.Для типичной ручной пайки, если все сделано правильно, надежность между свинцовым и бессвинцовым припоями должна быть примерно одинаковой. Для высокотехнологичной электроники, используемой в экстремальных условиях (например, аэрокосмической электроники), существуют опасения по поводу тенденции светлого олова в бессвинцовом припое кристаллизоваться и образовывать усы олова — тонкие проволоки олова, которые могут вырастать из паяных соединений.
Если вы ремонтируете или собираете электронику для использования в США, проще всего работать со свинцовым припоем, и он образует самые надежные паяные соединения.Более низкий нагрев также вызывает меньшую тепловую нагрузку на остальную часть печатной платы. Если конечный продукт поставляется за пределы США, особенно в Европу, вам следует подумать о бессвинцовой припое. Исключением может быть электроника высокой надежности, например, используемая в аэрокосмической отрасли. В этом случае ознакомьтесь со спецификациями и требованиями конечного пользователя электроники. По-прежнему может потребоваться бессвинцовый припой, но могут быть исключения, позволяющие использовать свинцовый припой.
- Диаметр припоя — Убедитесь, что вы не перепутали припой, предназначенный для сантехники, с припоем, предназначенным для электроники.Проволока для сантехники будет намного толще, диаметром 2 мм и больше. Паяльная проволока для электроники будет тоньше, от 1,5 мм до 1/2 мм или даже меньше. Подберите диаметр к размеру паяемых разъемов и контактов. Если диаметр проволочного припоя слишком мал, вы пройдете через слишком много припоя. Слишком большой, и может быть трудно маневрировать вокруг плотной печатной платы, что увеличивает вероятность термического напряжения или даже пайки других компонентов, не связанных с Ваш ремонт.
- Сердечник из флюса или сплошная проволока — Большинство припоев для проволоки поставляется с сердечником из флюса, поэтому флюс автоматически активируется и течет по области пайки, когда припой расплавляется. С ним удобнее и эффективнее работать. Можно использовать сплошную проволоку с добавлением флюса кистью, диспенсером для бутылок или диспенсером для ручек. Если не требуется очень специфический флюс, который недоступен в качестве припоя для проволоки, обычно рекомендуется припой для проволоки с флюсовым сердечником.
- Тип флюса — Флюс без очистки — хороший выбор для пайки, где следует избегать очистки.Легкие остатки можно оставить на доске или удалить с помощью средства для удаления флюса. Флюс, активированный канифолью (RA), обеспечивает отличную паяемость в самых разных областях применения. Лучше всего удалить остатки после пайки из соображений эстетики и во избежание коррозии в будущем. Канифольный флюс (R) или слегка активированный канифольный флюс (RMA) обычно можно оставить на печатной плате после пайки, если только эстетика не является проблемой. Водорастворимый флюс (ОА) — это очень активный флюс, разработанный для легкого удаления деионизированной водой, как в периодической или поточной системе.Его также можно удалить изопропиловым спиртом (IPA). Очень важно счистить остатки водорастворимого флюса, так как они вызывают сильную коррозию.
Вы также можете увидеть варианты «без галогена» или «без галогена». Эти классификации предназначены для компаний, которые реализуют экологические инициативы или должны соблюдать ограничения по галогенам из-за нормативных или потребительских ограничений. Галогены включают элементы хлора, фтора, йода, брома и астата. Они могут иметь такие компромиссы, как возможность очистки, поэтому, если вам не нужно исключать галогены из вашего процесса, проще остановиться на стандартных флюсах, содержащих галогены.
Какой припой использовать: свинец или бессвинцовый?
Если вы ремонтируете или собираете электронику для использования в США, проще всего работать со свинцовым припоем, и он образует самые надежные паяные соединения. Более низкий нагрев также вызывает меньшую тепловую нагрузку на остальную часть печатной платы. Если конечный продукт поставляется за пределы США, особенно в Европу, вам следует подумать о бессвинцовой припое. Исключением может быть электроника высокой надежности, например, используемая в аэрокосмической отрасли.В этом случае ознакомьтесь со спецификациями и требованиями конечного пользователя электроники. По-прежнему может потребоваться бессвинцовый припой, но могут быть исключения, позволяющие использовать свинцовый припой.
Что такое флюс?
Подумайте о флюсе и добавке для пайки. При соединении двух металлических поверхностей вместе с припоем должна быть хорошая металлургическая связь, чтобы паяное соединение не рвалось, а электрическая целостность не колебалась под воздействием механических, температурных и других нагрузок.Флюс удаляет любое окисление, которое может присутствовать, и слегка травит поверхность, способствуя смачиванию. «Смачивание» — это процесс растекания припоя по поверхности контактов и жала паяльника, который очень важен в процессе пайки.
Какой флюс мне следует использовать?Флюс без очистки — хороший выбор для пайки, когда следует избегать очистки. Легкие остатки можно оставить на доске или удалить с помощью средства для удаления флюса. Флюс, активированный канифолью (RA), обеспечивает отличную паяемость в самых разных областях применения.Лучше всего удалить остатки после пайки из соображений эстетики и во избежание коррозии в будущем. Канифольный флюс (R) или слегка активированный канифольный флюс (RMA) обычно можно оставить на печатной плате после пайки, если только эстетика не является проблемой. Водорастворимый флюс (ОА) — это очень активный флюс, разработанный для легкого удаления деионизированной водой, как в периодической или поточной системе. Его также можно удалить изопропиловым спиртом (IPA). Очень важно счистить остатки водорастворимого флюса, так как они вызывают сильную коррозию.
Вы также можете увидеть варианты «без галогенов» или «без галогенов». Эти классификации предназначены для компаний, которые реализуют экологические инициативы или должны соблюдать ограничения по галогенам из-за нормативных или потребительских ограничений. Галогены включают элементы хлора, фтора, йода, брома и астата. Они могут иметь такие компромиссы, как возможность очистки, поэтому, если вам не нужно исключать галогены из вашего процесса, проще остановиться на стандартных флюсах, содержащих галогены.
Нужно ли добавлять дополнительный флюс при пайке?
При пайке простого соединения, например двухпроводного или сквозного вывода, флюса в припое с флюсовым сердечником должно быть достаточно.Для более сложных методов пайки, таких как пайка с протягиванием нескольких выводов на компоненте для поверхностного монтажа, может потребоваться добавление дополнительного флюса. Поток активируется и потребляется, когда он изначально вытекает из сердечника. Если припой обрабатывать дальше, например, когда вы протягиваете несколько выводов, вы рискуете получить холодные соединения или перемычки без дополнительного флюса. Хотя кажется, что чем больше флюса, тем лучше, постарайтесь не наносить флюс чрезмерно. Необходимо удалить лишний флюс, особенно если он не активируется полностью при нагревании до полной температуры пайки.
Сопутствующие товары:
Как нанести дополнительный флюс?Флюс можно наносить кислотной кистью или наносить с помощью диспенсера для бутылочек с иглами или диспенсера для ручек. Хотя кажется, что чем больше флюса, тем лучше, постарайтесь не наносить флюс чрезмерно. Необходимо удалить лишний флюс, особенно если он не активируется полностью при нагревании до полной температуры пайки.
Сопутствующие товары:
Как паять?- Убедитесь, что паяемые поверхности чистые.
- Включите паяльник и установите температуру выше точки плавления припоя. 600 ° — 650 ° F (316 ° — 343 ° C) — хорошее начало для припоя на основе свинца и 650 ° — 700 ° F (343 ° — 371 ° C) для бессвинцового припоя.
- Прижмите наконечник к проводу и контактной точке / контактной площадке в течение нескольких секунд. Идея состоит в том, чтобы довести оба до температуры пайки одновременно.
- Прикоснитесь проволокой припоя к выводу и контактной точке / площадке несколько раз, пока припой не потечет вокруг вывода и контакта.
- Осмотрите паяное соединение, чтобы убедиться, что область контакта и вывод полностью покрыты. Если это сквозной вывод, отверстие должно быть заполнено, а паяное соединение образует небольшую пирамидальную форму.
- При необходимости обрежьте провод с помощью ножа для резки свинца. Не обрезайте паяное соединение, так как это может повредить соединение.
- При использовании флюса, активированного канифолью, водного флюса или если эстетический вид остатков флюса является проблемой, очистите область с помощью средства для удаления флюса.
Сопутствующие товары:
Насколько сильно нужно закрепить паяльник?600 ° — 650 ° F (316 ° — 343 ° C) — хорошее начало для припоя на основе свинца и 650 ° — 700 ° F (343 ° — 371 ° C) для бессвинцового припоя. Вам нужно, чтобы жало было достаточно горячим, чтобы расплавить эффективность припоя, но избыточное тепло может повредить компоненты, поскольку тепло распространяется по выводам, и это сократит срок службы жала паяльника.
Как отличить хорошее паяное соединение от плохого?Осмотрите паяное соединение, чтобы убедиться, что он полностью покрывает контактную поверхность и вывод.На что следует обратить внимание:
- Если это сквозной вывод, отверстие должно быть заполнено, а паяное соединение должно иметь небольшую пирамидальную форму.
- Если это паяное соединение для поверхностного монтажа, припой должен полностью покрывать контактную площадку и окружать вывод.
- После пайки провод не должен болтаться или покачиваться.
- Припой не должен перетекать или накапливаться на других контактных точках / площадках.
- При использовании припоя на основе свинца паяное соединение должно быть блестящим.К сожалению, бессвинцовые покрытия имеют более тусклый оттенок, поэтому блеск в этом случае не является хорошим показателем.
Цель состоит в том, чтобы согласовать форму и размер наконечника с контактной площадкой. Это позволяет максимально увеличить площадь контактной поверхности и максимально быстро нагреть провод и контактную поверхность. Если вы выберете слишком большой наконечник, у вас будет больший объем наконечника для нагрева, что замедлит рекуперацию тепла — время, необходимое для повторного нагрева наконечника после пайки соединения.Это также может повлиять на работу других компонентов и контактных площадок. Если вы выберете слишком маленький наконечник, у вас не будет достаточной площади поверхности наконечника, соприкасающейся ни с проводом, ни с областью контакта для эффективной передачи тепла. Это займет больше времени, что замедлит работу и может увеличить тепловую нагрузку на компонент.
Убедитесь, что вы используете паяльник и жала, предназначенные для пайки электронных плат. Наконечники, предназначенные для других применений, таких как витражи, сантехника или тяжелые электромонтажные работы, обычно намного больше, чем те, которые подходят для электроники.
Жала паяльника бывают самых разных форм, чтобы облегчить разную геометрию печатных плат:
- Заостренный или конический — Конец жала паяльника подходит к острой или круглой плоской поверхности. Размер определяется диаметром конца, поэтому он может варьироваться от 0,1 мм до 1 мм или больше. Эти наконечники обычно используются, когда требуется высокая точность, например, с очень тонкими безвыводными компонентами для поверхностного монтажа. Они могут быть длинными для большей досягаемости в плотной конструкции платы или иметь более короткий микровыступ, чтобы уменьшить количество металла наконечника, который необходимо нагреть.Это может улучшить рекуперацию тепла. Концы наконечников также можно согнуть, чтобы не мешать другим компонентам или областям контакта.
- Лезвие или нож — Наконечник лезвия обычно используется для плавной пайки, когда припой протягивается через несколько контактных площадок. Это обычное явление при пайке компонентов технологии поверхностного монтажа (SMT). Размер измеряется по длине лезвия и может составлять 6,3 мм (1/4 дюйма) или больше.
- Зубило или отвертка — Зубило позволяет нагревать большую площадь контакта, поэтому оно полезно для сквозных паяных соединений.Длина может быть разной, а также может быть гнутой, как с коническим наконечником. Размер в основном определяется как длина плоского участка, но глубина или толщина кончика также могут варьироваться. Они могут быть настолько маленькими, что выглядят почти как острие, размером менее 1 мм и шириной от 5 до 6 мм.
- Bevel — Наконечник со скошенной кромкой имеет плоский овальный конец, расположенный под углом. Представьте себе металлический стержень, который представляет собой поперечное сечение под углом. Размер определяется диаметром стержня или вала, а иногда и углом скоса.Фаска может составлять от 1 мм до 4 мм или даже больше.
- Наконечники Flow — Наконечники Flow похожи по конструкции на скошенные, но вместо плоской поверхности это небольшое углубление или чашечка. Его также называют «мини-волнообразным наконечником», и он обычно используется для пайки плавным припоем, как объяснялось выше.
Сопутствующие товары:
Можно ли установить максимальную температуру нагрева для ускорения пайки?
В пайке, как и во всем остальном, главное — скорость. Операторы будут повышать температуру пайки, чтобы ускорить отвод тепла.Это позволяет им быстрее переходить от одного паяного соединения к другому. Уловка — чем выше температура, тем короче срок службы наконечника. Конечно, паяльные станции могут нагреваться до 900 ° F, но 750 ° F — это самый высокий уровень, который вам нужен для бессвинцового провода. Дополнительный нагрев также может излишне нагружать компоненты, увеличивая вероятность выхода печатной платы из строя в дальнейшем. Почему припой капает с жала?Это признак того, что жало паяльника необходимо очистить, так что это «холодное» жало (хотя оно все еще очень горячее, так что не трогайте!).Когда флюс и окисление накапливаются с течением времени, тепло не передается так эффективно, и припой не смачивается и не течет по наконечнику должным образом. Припой будет плавиться, но просто стечь с кончика. Это затрудняет перемещение, чтобы припаять контактные участки так, как вам это может понадобиться.
Как почистить паяльник? Паяльные станции обычно поставляются с губкой и / или латунной площадкой «brillo». Цель состоит в том, чтобы удалить излишки флюса и припоя с наконечника.Если слишком много флюса накапливается и пригорает на жало паяльника, оно в конечном итоге отварится и станет непригодным для использования (но не обязательно безвозвратно). Если инструменты для чистки наконечников не используются должным образом, они могут принести больше вреда, чем пользы. Выбирая губку, убедитесь, что она сделана из натуральной целлюлозы (например, губки для замены Plato). Синтетические губки плавятся на жало паяльника и могут сократить срок его службы. Используйте чистую деионизированную воду. Водопроводная вода может содержать минералы, которые могут накапливаться на наконечнике. Когда вы пропитаете губку, отожмите ее, чтобы она не промокла.Слишком много воды может увеличить термическое напряжение наконечника и замедлить восстановление наконечника.
Когда жало паяльника почернело от запекания флюса и больше не смачивается должным образом, пришло время для чистки инструментов в крайнем случае. Тонировщик для наконечников (Plato # TT-95) представляет собой комбинацию бессвинцового припоя и очистителя. Пока паяльник нагревается до полной температуры, обваляйте его в растворителе для жала. По мере того, как вы катите его, он должен измениться с черного на блестящий серебристый, так как запеченный флюс будет счищен.Затем сотрите с паяльного жала излишки красителя и залудите заново, используя проволочный припой. Не позволяйте названию вводить вас в заблуждение — «средство для чистки наконечников» не предназначено для того, чтобы оставлять их на наконечнике.
Также доступны полировальные стержни, которые используются для очистки наконечника от остатков флюса. Это следует использовать только в крайнем случае, потому что вы будете удалять железо вместе с пригоревшим флюсом. Как только на наконечнике появится точечная коррозия — настоящие дыры в утюге — пора заменить.
Сопутствующие товары:
Что лучше для чистки жала паяльника — латунная «губка» или губка?Как и все остальное, у каждого есть свои плюсы и минусы:
Латунный очиститель наконечников- Pro-Быстрый и простой в использовании, не требует насыщения водой и не подвергает жало паяльника термическому удару.
- Con — абразивен, хотя латунь мягче железа на конце наконечника. Он имеет больше склонности к царапинам на хромированном покрытии, что не позволяет припою намочить наконечник. Это может привести к появлению коррозии под покрытием, что сократит срок службы наконечника.
Не забудьте использовать проталкивающие движения с помощью латунного очистителя наконечников. Протирание поверхности увеличивает вероятность разбрызгивания расплавленного припоя.
Целлюлозная губка- Pro — это эффективный и быстрый способ очистки наконечника.Они имеют разные отверстия или прорези, чтобы сделать это еще быстрее и проще, а также для предотвращения выброса расплавленного припоя.
- Con — Охлаждает наконечник, поэтому требуется повторный нагрев наконечника. Это также может привести к термическому удару насадки, особенно если губка слишком пропитана. Это может сократить срок службы наконечника из-за микротрещин в металлическом покрытии.
С момента перехода от свинца к бессвинцовым припоям частой жалобой был короткий срок службы наконечников. Более высокая температура, необходимая для бессвинцовых припоев и флюса, в сочетании с большей активностью приводит к более быстрому выгоранию наконечника. Часто наконечники чернеют, припой просто стекает с конца наконечника. Его также называют «холодным наконечником», но старайтесь не прикасаться к нему голыми пальцами!
Жалаимеют медный сердечник, который передает тепло от нагревательного элемента к рабочему концу (наконечнику жала).Поскольку медь очень мягкая и легко корродирует и изнашивается, для покрытия меди используются другие металлы, в том числе внешний слой железа. Хотя железо очень твердое, со временем оно все равно подвергнется коррозии. Кроме того, его можно покрыть флюсом и другими грунтами, которые могут вызвать обезвоживание. Коррозия и обезвоживание замедлят пайку и, в конечном итоге, потребуют утилизации жала. Хотя все наконечники будут выброшены в мусорное ведро, оператор может предпринять несколько шагов, чтобы продлить срок службы наконечников:
- Убавьте огонь
- Правильно очистите наконечник
- Лужить жало паяльника
- Используйте специальные инструменты для очистки
Если оставить паяльную станцию более чем на 5 минут, выключите ее.Когда вы оставляете станцию включенной, жало остается при температуре пайки, что еще больше сокращает срок службы жала. Современное паяльное оборудование нагревается до температуры пайки за секунды, поэтому экономия времени не стоит сокращения срока службы жала.
Сопутствующие товары:
Когда следует выбрасывать старое паяльное жало?
Когда наконечник черный и влажный (припой не прилипает к нему), это называется «холодным наконечником», его, как правило, можно очистить и использовать снова. Как только появится точечная коррозия и видимая коррозия, пришло время заменить насадку.Снаружи жало паяльника покрыто железом поверх теплопроводящей меди. Это защищает мягкую, подверженную коррозии медь от резких флюсов. Как только флюс проходит через ямы через железное покрытие, наконечник быстро разъедается.
Как избежать коррозии печатной платы после завершения пайки?Остатки флюса могут вызвать рост дендритов и коррозию на сборках печатных плат, поэтому убедитесь, что вы используете передовые методы и чистите плату.В конце концов, компоненты были заменены, а излишки припоя удалены…
- Тщательно очистите поверхность качественным средством для удаления флюса.
- Наклоните доску, чтобы очиститель и остатки стекали.
- При необходимости используйте щетку из конского волоса или безворсовую салфетку, чтобы аккуратно протереть печатную плату, а затем промойте.
- При использовании салфетки убедитесь, что она не оставляет волокон на печатной плате, что может вызвать проблемы в дальнейшем.
Это необязательный шаг для флюса без очистки, но все же хорошая идея для густонаселенных или высоковольтных плат.Это абсолютно необходимо, независимо от типа флюса, если после ремонта вы планируете нанести защитное покрытие.
Сопутствующие товары:
10 советов по хорошей пайке- Начните с чистой поверхности.
- Подберите размер припоя для проволоки к тому, что вы паяете.
- Подберите жало паяльника к тому, что вы паяете.
- Тщательно выбирайте припой и флюс.
- Держите наконечник чистым и луженым.
- Выберите температуру пайки, достаточно высокую для эффективного плавления припоя, но не слишком высокую.
- Удерживайте жало паяльника на выводе и контактной точке / контактной площадке, пока они оба не нагреются до температуры.
- Нанесите достаточно припоя, чтобы покрыть контактную площадку и окружить провод.
- При необходимости обрежьте провода острым ножом для резки свинца и не задевайте паяное соединение.
- Удалите остатки флюса с места пайки с помощью качественного съемника флюса.
Сопутствующие товары:
На этом завершается наше полное руководство по электронной пайке. У вас остались вопросы о том, какие продукты для пайки лучше всего подходят для ваших задач? Свяжитесь с нами по телефону 678-819-1408 или отправьте нам сообщение здесь.
Руководство по пайкеРуководство по пайке
Руководство по пайке Главная | Карта | Проекты | Строительство | Пайка | Исследование | Компоненты | 555 | Символы | FAQ | СсылкиКак паять | Консультации по компонентам | Что такое припой? | Демонтаж | Бернс
Информацию о паяльниках и других инструментах см. Инструменты Требуемая страница.
Скачать PDF-версию этой страницы
Как припаять
Сначала несколько мер предосторожности:
- Никогда не прикасайтесь к элементу или наконечнику паяльника.
Они очень горячие (около 400 ° C) и могут вызвать неприятный ожог. - Соблюдайте осторожность, чтобы не прикасаться к гибкому трубопроводу кончиком утюга.
Утюг должен иметь термостойкую пластину для дополнительной защиты.Обычный пластик flex сразу же расплавится, если к нему прикоснуться горячим утюгом, и возникнет серьезный опасность ожога и поражения электрическим током. - Всегда возвращайте паяльник на подставку, когда он не используется.
Ни на мгновение не кладите его на рабочий стол! - Работайте в хорошо вентилируемом помещении.
Дым, образующийся при плавлении припоя, в основном вызван флюсом и вызывает сильное раздражение. Не дышите им, держите голову сбоку от работы, а не над ней. - Вымойте руки после использования припоя.
Припой содержит свинец, который является ядовитым металлом.
Подготовка паяльника:
- Поместите паяльник в подставку и подключите.
Утюгом потребуется несколько минут, чтобы достичь своей рабочей температуры около 400 ° C. - Смочите губку в подставке.
Лучший способ сделать это — приподнять подставку и подержать под струей холодной воды в течение на мгновение, затем нажмите, чтобы удалить лишнюю воду. Он должен быть влажным, а не мокрым. - Подождите несколько минут, чтобы паяльник нагрелся.
Вы можете проверить, готов ли он, попытавшись расплавить немного припоя на наконечнике. - Протрите кончик утюга влажной губкой.
Это очистит наконечник. - Расплавьте немного припоя на кончике утюга.
Это называется «лужение», и оно помогает теплу отводиться от кончика утюга. к суставу. Это нужно делать только тогда, когда вы подключаете утюг, и иногда во время пайки, если вам нужно протереть наконечник о губку.
Теперь вы готовы приступить к пайке:
- Держите паяльник, как ручку, у основания ручки.
Представьте, что вы собираетесь написать свое имя! Не прикасайтесь к горячему элементу или наконечнику. - Коснитесь паяльником соединяемого соединения.
Убедитесь, что он касается как вывода компонента, так и гусеницы. Держи кончик там на несколько секунд и … - Нанесите немного припоя на соединение.
Он должен плавно течь на свинец и гусеницу, чтобы сформировать форму вулкана, как показано на диаграмме. Наносите припой на соединение, а не на железо. - Удалите припой, затем утюг, сохраняя соединение неподвижным.
Дайте стыку остыть в течение нескольких секунд, прежде чем перемещать печатную плату. - Внимательно осмотрите соединение.
Он должен выглядеть блестящим и иметь форму «вулкана». Если нет, вам нужно будет разогреть его. и подайте еще немного припоя. На этот раз убедитесь, что и ведут и отслеживают полностью нагреваются перед нанесением припоя.
Использование радиатора
Некоторые компоненты, такие как транзисторы, могут быть повреждены нагревом при пайке, поэтому, если вы не специалист, разумно использовать радиатор, закрепленный на проводе между стыком и тело компонента. Можно купить специальный инструмент, но стандартный зажим «крокодил» работает так же, как ну и дешевле.Дополнительная информация
Более подробное руководство по пайке, включая поиск и устранение неисправностей, см. В Базовое руководство по пайке на сайте журнала Everyday Practical Electronics Magazine.Вверх страницы | Как паять | Консультации по компонентам | Что такое припой? | Демонтаж | Первая медицинская помощь
Рекомендации по пайке компонентов
Очень заманчиво приступить к пайке компонентов на печатной плате прямо прочь, но сначала найдите время, чтобы определить все детали. У вас гораздо меньше шансов ошибиться, если вы сделаете это!- Наклейте все компоненты на лист бумаги с помощью липкой ленты.
- Определите каждый компонент и напишите его имя или значение рядом с ним.
- При необходимости добавьте код (R1, R2, C1 и т. Д.).
Многие проекты из книг и журналов маркируют компоненты кодами. (R1, R2, C1, D1 и т. Д.), И вы должны использовать список частей проекта, чтобы найти эти коды, если они есть. - Значения резистора можно найти с помощью цветового кода резистора который объясняется на нашей странице резисторов.Вы можете распечатать и сделать свой собственный калькулятор цветового кода резистора. чтобы помочь вам.
- Значения конденсатора может быть трудно найти, потому что есть
много типов с разными системами маркировки! Различные системы
объяснено на нашей странице конденсаторов.
Для получения дополнительной информации о конкретных компонентах см. Страница «Компоненты» или щелкните имя компонента в таблице.
Для большинства проектов лучше всего размещать компоненты на плате в порядке, указанном ниже:
| Компоненты | Изображения | Напоминания и предупреждения | |
| 1 | чип-держатели (гнезда DIL) | Подключите правильно убедившись, что выемка находится на правильном конце. Пока НЕ вставляйте микросхемы (микросхемы). | |
| 2 | Резисторы | Никаких особых мер предосторожности с резисторами не требуется. | |
| 3 | Конденсаторы малой емкости (обычно менее 1 мкФ) | Они могут быть подключены любым способом. Будьте осторожны с конденсаторами из полистирола, потому что они легко повреждается нагреванием. | |
| 4 | Электролитические конденсаторы (1 мкФ и больше) | Подключите правильно. Они будут отмечены знаком + или — рядом с одним отведением. | |
| 5 | Диоды | Подключите правильно. Будьте осторожны с германиевыми диодами (например,грамм. OA91), потому что они легко повреждается нагреванием. | |
| 6 | Светодиоды | Подключите правильно. Схема может быть помечена как a или + для анода и k или — для катода; да, для катода действительно k, а не c! Катод — это короткий вывод, и быть небольшой плоской на корпусе круглых светодиодов. | |
| 7 | Транзисторы | Подключите правильно. Транзисторы имеют 3 ножки (вывода), поэтому требуется дополнительная осторожность, чтобы соединения правильные. Легко повреждается при нагревании. | |
| 8 | Проводное соединение между точками на печатной плате. | одножильный провод | Используйте одножильный провод, это цельный провод с пластиковым покрытием. Если нет опасности прикоснуться к другим частям, можно использовать луженую медную проволоку, он не имеет пластикового покрытия и выглядит как припой, но более жесткий. |
| 9 | Зажимы аккумулятора , зуммеры и другие детали с собственными проводами | Подключите правильно. | |
| 10 | Провода к частям от печатной платы, в том числе переключатели , реле , переменные резисторы и громкоговорители . | многожильный провод | Следует использовать гибкий многожильный провод с пластиковым покрытием. Не используйте одножильный провод, потому что он сломается при неоднократно сгибались. |
| 11 | ИС (микросхемы) | Подключите правильно. Многие ИС чувствительны к статическому электричеству. Оставьте микросхемы в антистатической упаковке до тех пор, пока они вам не понадобятся, а затем заземлите руки прикоснувшись к металлической водопроводной трубе или оконной раме, прежде чем прикасаться к ИС. Осторожно вставьте микросхемы в держатели : убедитесь, что все контакты выровнены с затем сильно надавите на гнездо большим пальцем. |
Вверх страницы | Как паять | Консультации по компонентам | Что такое припой? | Демонтаж | Первая медицинская помощь
Что такое припой?
Припой представляет собой сплав (смесь) олова и свинца, обычно 60% олова и 40% свинца.Плавится при температуре около 200 ° C. Покрытие поверхности припоем называется «лужением» из-за содержания в припое олова. Свинец ядовит, поэтому после использования припоя всегда следует мыть руки.Припой для использования в электронике содержит крошечные сердечники из флюса, как провода внутри гибкого кабеля. Флюс вызывает коррозию, как кислота, и очищает металлические поверхности по мере плавления припоя. Вот почему вы должны плавить припой непосредственно на стыке, а не на наконечнике железа.Без флюс выйдет из строя, потому что металлы быстро окисляются, а сам припой не должным образом стечь на грязную окисленную металлическую поверхность.
Наилучший размер припоя для электроники — 22swg (swg = стандартный калибр проводов).
Вверх страницы | Как паять | Консультации по компонентам | Что такое припой? | Демонтаж | Первая медицинская помощь
Удаление припоя
На каком-то этапе вам, вероятно, потребуется распаять соединение, чтобы удалить или переместить провод или компонент.Удалить припой можно двумя способами:| С помощью демонтажного насоса (присоски для припоя) |
- Настройте насос, нажав на подпружиненный плунжер вниз до его фиксации.
- Приложите сопло насоса и наконечник паяльника к стыку.
- Подождите секунду или две, пока припой расплавится.
- Затем нажмите кнопку на насосе, чтобы освободить поршень и всосать расплавленный припой в инструмент.
- Повторите, если необходимо, чтобы удалить как можно больше припоя.
- Время от времени потребуется опорожнение насоса путем откручивания форсунки.
2. С фитилем для удаления припоя (медная оплетка)
- Приложите конец фитиля и кончик паяльника к стыку.
- По мере таяния припоя большая часть его будет стекать на фитиль в сторону от стыка.
- Снимите сначала фитиль, затем паяльник.
- Отрежьте и выбросьте конец фитиля, покрытый припоем.
После удаления большей части припоя из стыка (-ов) вы сможете удалить провод или компонентный провод (подождите несколько секунд, чтобы он остыл). Если соединение не разваливается, легко примените паяльник, чтобы расплавить оставшиеся следы припоя одновременно с разъединением стыка, снятием осторожность, чтобы не обжечься.
Вверх страницы | Как паять | Консультации по компонентам | Что такое припой? | Демонтаж | Первая медицинская помощь
Первая помощь при ожогах
В большинстве случаев ожоги от пайки незначительны, и их лечение несложно:- Немедленно охладите пораженный участок под слабой струей холодной воды.
Подержите ожог в холодной воде не менее 5 минут (рекомендуется 15 минут). Если лед легко доступен, это тоже может быть полезно, но не откладывайте первый охлаждение холодной водой. - Не наносите кремы или мази.
Без них ожог заживает лучше. Сухая повязка, например, чистый носовой платок, может применяться, если вы хотите защитить участок от грязи. - Обратитесь за медицинской помощью, если ожог охватывает область больше, чем ваша рука.
- Всегда возвращайте паяльник на подставку сразу после использования.
- Дайте соединениям и компонентам примерно минуту остыть, прежде чем прикасаться к ним.
- Никогда не прикасайтесь к элементу или наконечнику паяльника, если не уверены, что он холодный.
Вверх страницы | Как паять | Консультации по компонентам | Что такое припой? | Демонтаж | Первая медицинская помощь
© Джон Хьюс 2007, Клуб электроники, www.kpsec.freeuk.com
Этот сайт был взломан с использованием ПРОБНОЙ версии WebWhacker. Это сообщение не появляется на лицензированной копии WebWhacker.
7 Советы по уходу и обслуживанию жала паяльника
1. Лужение жала
Причина износа жала паяльника заключается в том, что они быстро окисляются, а лужение (покрытие жала тонким слоем припоя) предотвращает это. . Лужить следует, когда вы впервые используете новую насадку, всякий раз, когда вы начинаете работу, по завершении работы и регулярно во время работы, например, каждые три подключения.
Начните с очистки наконечника, затем нанесите на него столько припоя, чтобы наконечник стал блестящим. Это должно стать привычкой, и это самое важное, что вы можете сделать, чтобы ваши советы работали оптимально.
2. Используйте высококачественный припой
Loctite «The Game Changer» Бессвинцовая паяльная пастаНе экономьте деньги, покупая дешевый припой. Припой плохого качества будет содержать примеси, которые не позволят наконечнику передавать тепло должным образом и могут со временем накапливаться. Итак, пользуйтесь известными брендами и выбирайте оптимальный припой для своего проекта.
Олово-свинец 60/40 было стандартом, но иногда серебряный припой является лучшим выбором, и бессвинцовые припои также становятся популярными, хотя для этого требуются гораздо более высокие температуры наконечника.
3. Используйте правильную температуру.
Припой 60/40 обычно плавится при температуре около 460 ° F, а бессвинцовый припой даже выше при температуре около 700 ° F. Хотя возникает соблазн повысить температуру, использование температуры намного выше, чем вам нужно, сократит срок службы насадки.
Вы также должны знать, что все паяльники остывают в течение короткого периода времени, когда вы выполняете соединение, поэтому не увеличивайте температуру, чтобы продолжить пайку через это падение температуры.
Если это серьезная проблема, возможно, вам придется подумать о модернизации вашего утюга, так как некоторые виноваты в этом больше, чем другие, но повторное повышение температуры приведет к более быстрому износу жала. Вы также можете подумать о покупке утюга с датчиком температуры, который поможет вам поддерживать нужную температуру.
Также неплохо снизить температуру вашего утюга, если пройдет несколько минут, прежде чем вы снова начнете паять, поскольку, опять же, это приведет к более быстрому износу жала.
4. Держите наконечники в чистоте
Важно всегда тщательно чистить наконечники. Это не только даст наилучшие результаты при пайке, но и продлит срок службы ваших наконечников.
Перед пайкой лучше всего удалить смазку тряпкой, смоченной денатурированным спиртом.
Затем используйте клубок из латуни или нержавеющей стали, чтобы кончики оставались блестящими и свободными от окисленного материала во время пайки. Традиционно используются влажные губки, но постоянные перепады температуры, вызываемые их использованием, вредны для кончиков.Если вместо этого использовать металлическую вату, вы не измените температуру наконечника, очистив его, что поможет им прослужить дольше.
Не забывайте лужить наконечник каждый раз, когда чистите его!
5. Использование флюса
Henkel Multicore / Loctite Solder FluxFlux (вещество, удаляющее окисление) может помочь процессу пайки, удаляя окисление на паяемых деталях и помогая припою течь. Некоторые припои имеют в своей основе флюс, но они также доступны в пастообразной и жидкой форме.
Никогда не забывайте, что флюс является коррозионным по своей природе, поэтому тщательно очищайте наконечник при его использовании и избегайте погружения наконечников непосредственно в флюс. Также неплохо иметь в виду, что, хотя флюс полезен, его не следует использовать постоянно или в профилактических целях, например, для очистки и лужения, поэтому используйте его только для лечения окисления или внутри припоя.
6. Повторно активируйте наконечники
Можно повторно активировать наконечник, если он окислится и станет темным. Вы можете купить пасту для реактивации , которая содержит мелкий абразив и добавки, разрушающие продукты активации.